
一种辊底式热处理炉板坯加热工艺优化方法.pdf

是你****元呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种辊底式热处理炉板坯加热工艺优化方法.pdf
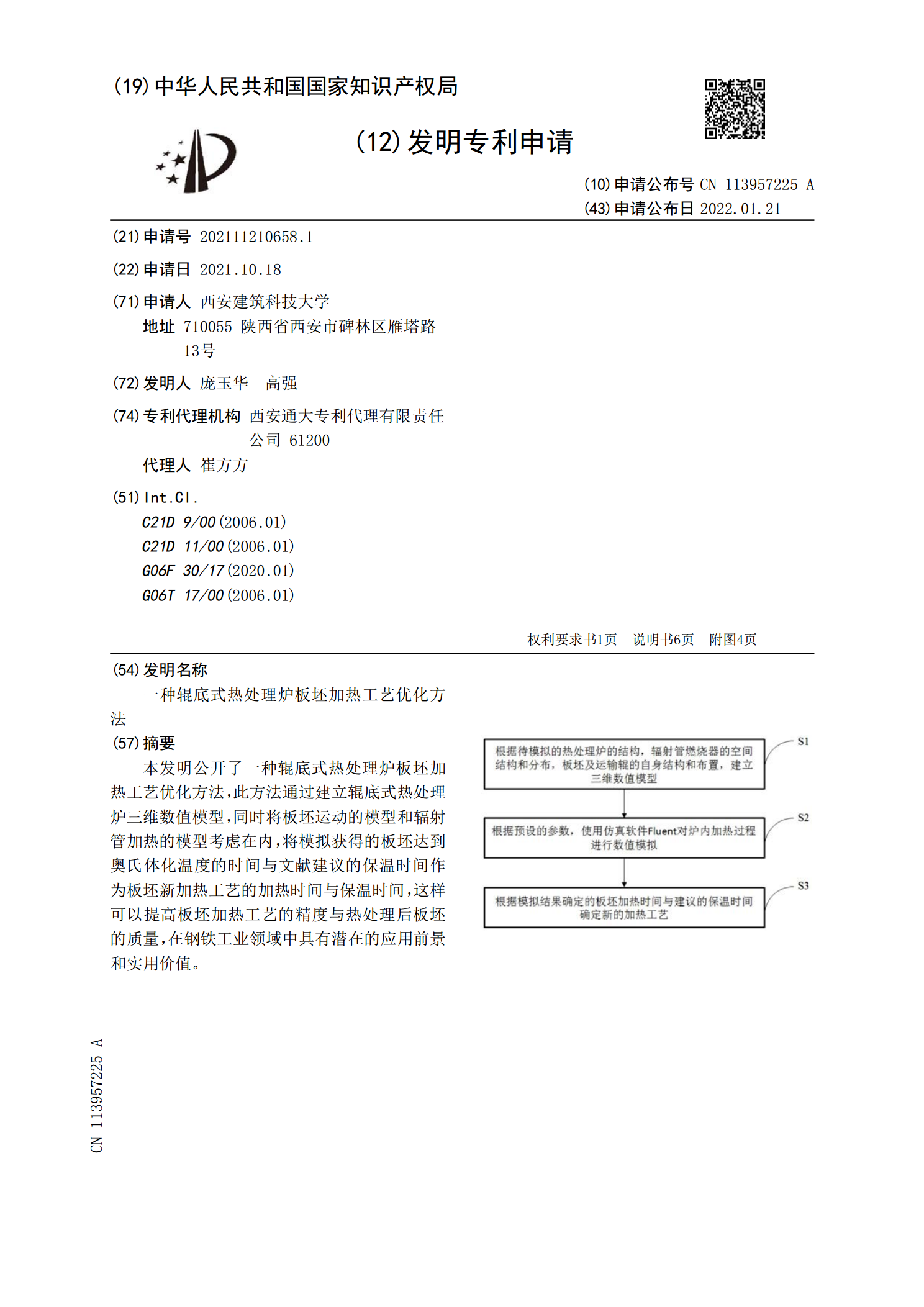
本发明公开了一种辊底式热处理炉板坯加热工艺优化方法,此方法通过建立辊底式热处理炉三维数值模型,同时将板坯运动的模型和辐射管加热的模型考虑在内,将模拟获得的板坯达到奥氏体化温度的时间与文献建议的保温时间作为板坯新加热工艺的加热时间与保温时间,这样可以提高板坯加热工艺的精度与热处理后板坯的质量,在钢铁工业领域中具有潜在的应用前景和实用价值。
一种辊底式加热炉板坯运动仿真方法.pdf
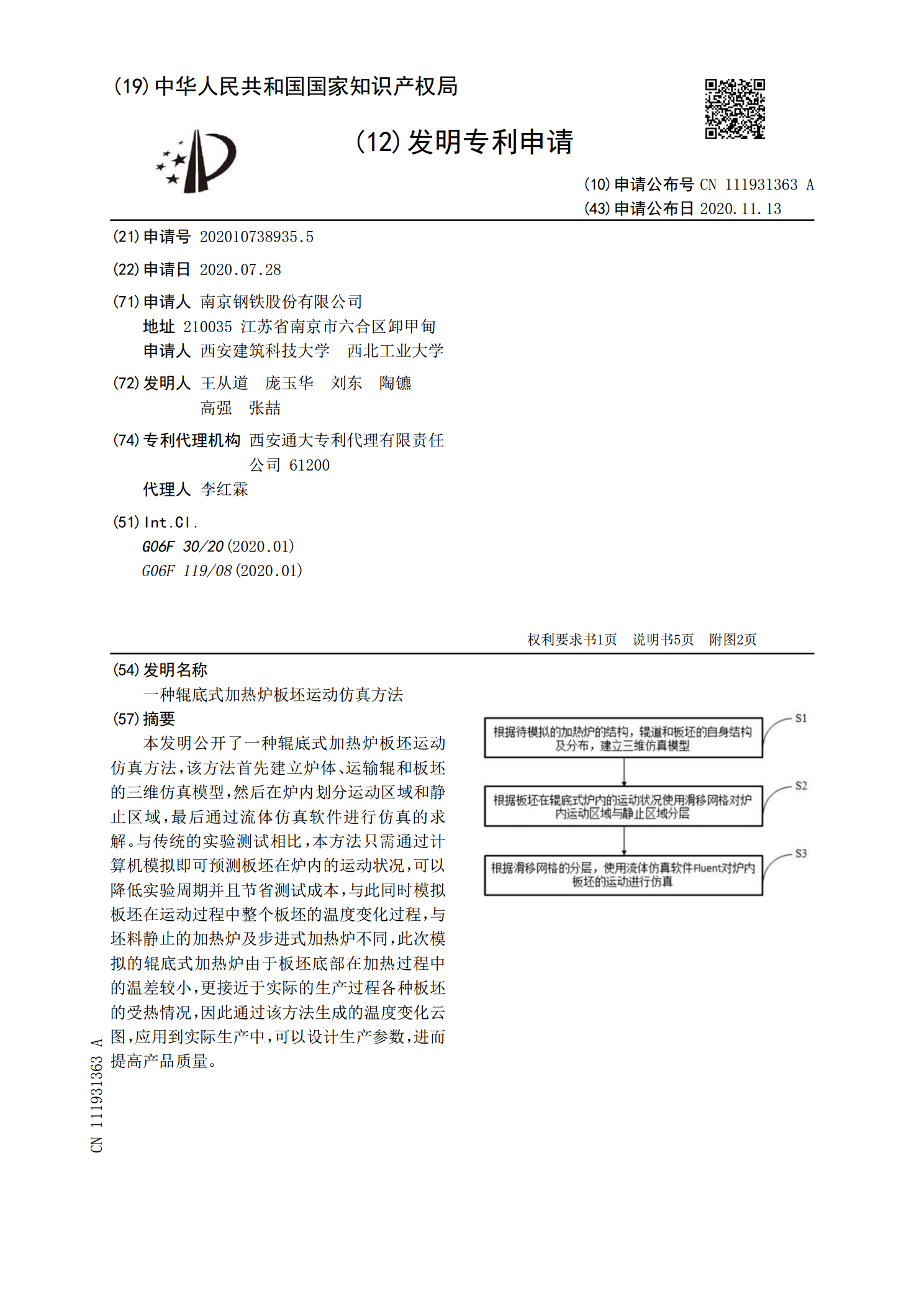
本发明公开了一种辊底式加热炉板坯运动仿真方法,该方法首先建立炉体、运输辊和板坯的三维仿真模型,然后在炉内划分运动区域和静止区域,最后通过流体仿真软件进行仿真的求解。与传统的实验测试相比,本方法只需通过计算机模拟即可预测板坯在炉内的运动状况,可以降低实验周期并且节省测试成本,与此同时模拟板坯在运动过程中整个板坯的温度变化过程,与坯料静止的加热炉及步进式加热炉不同,此次模拟的辊底式加热炉由于板坯底部在加热过程中的温差较小,更接近于实际的生产过程各种板坯的受热情况,因此通过该方法生成的温度变化云图,应用到实际生
一种低温辊底式热处理炉钢板加热的控制方法.pdf
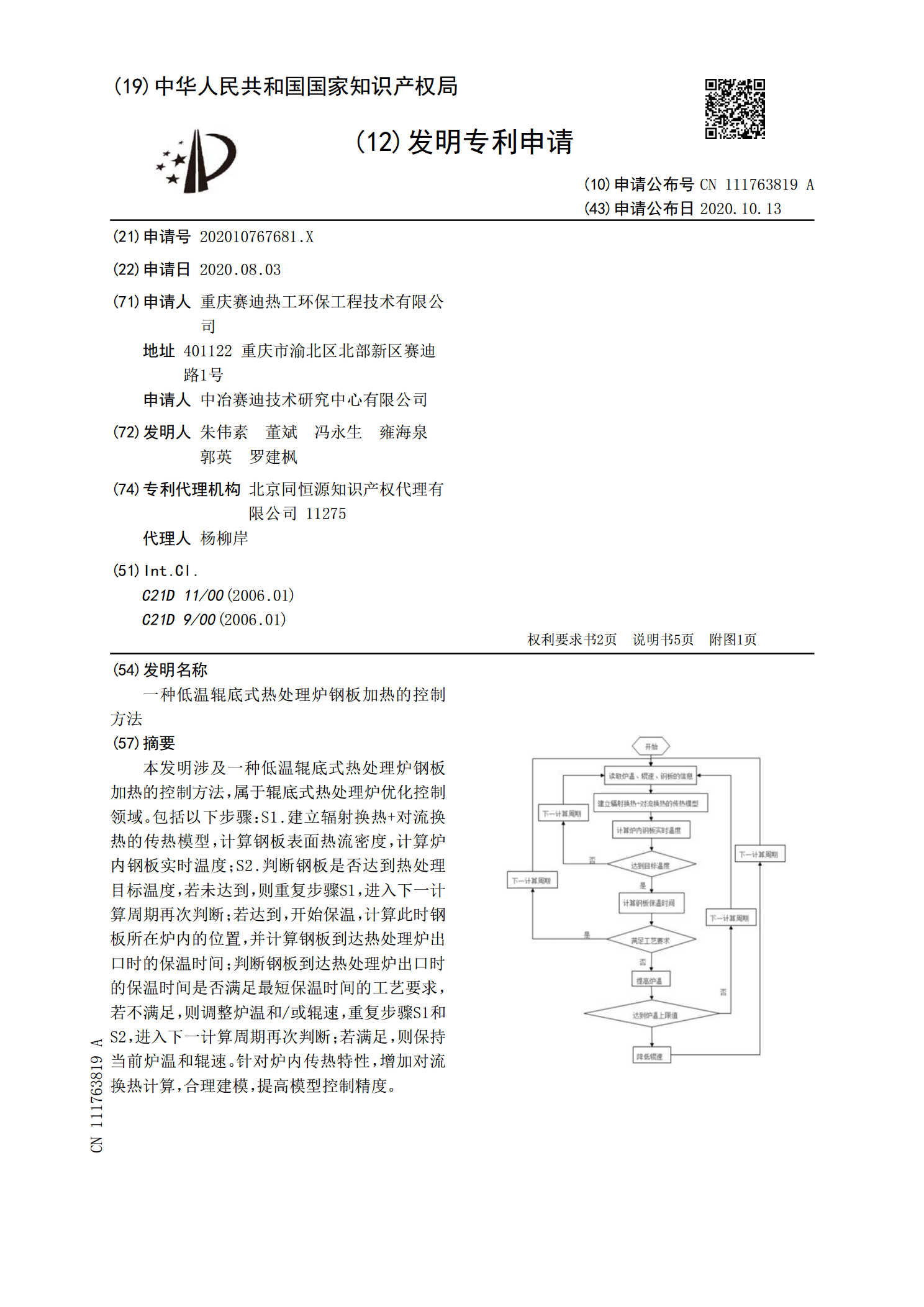
本发明涉及一种低温辊底式热处理炉钢板加热的控制方法,属于辊底式热处理炉优化控制领域。包括以下步骤:S1.建立辐射换热+对流换热的传热模型,计算钢板表面热流密度,计算炉内钢板实时温度;S2.判断钢板是否达到热处理目标温度,若未达到,则重复步骤S1,进入下一计算周期再次判断;若达到,开始保温,计算此时钢板所在炉内的位置,并计算钢板到达热处理炉出口时的保温时间;判断钢板到达热处理炉出口时的保温时间是否满足最短保温时间的工艺要求,若不满足,则调整炉温和/或辊速,重复步骤S1和S2,进入下一计算周期再次判断;若满足
一种辊底式热处理炉炉辊的安装调试方法.pdf
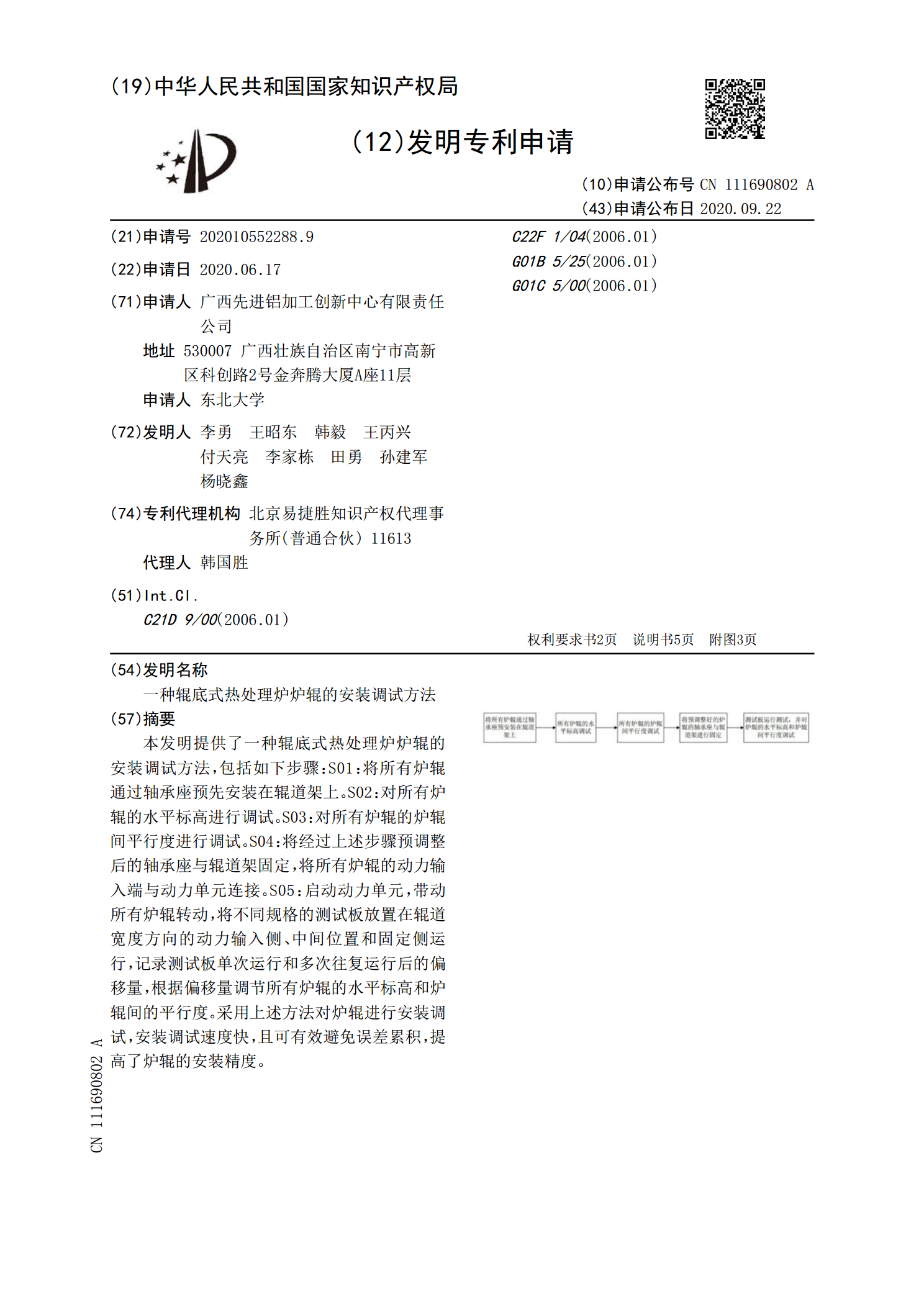
本发明提供了一种辊底式热处理炉炉辊的安装调试方法,包括如下步骤:S01:将所有炉辊通过轴承座预先安装在辊道架上。S02:对所有炉辊的水平标高进行调试。S03:对所有炉辊的炉辊间平行度进行调试。S04:将经过上述步骤预调整后的轴承座与辊道架固定,将所有炉辊的动力输入端与动力单元连接。S05:启动动力单元,带动所有炉辊转动,将不同规格的测试板放置在辊道宽度方向的动力输入侧、中间位置和固定侧运行,记录测试板单次运行和多次往复运行后的偏移量,根据偏移量调节所有炉辊的水平标高和炉辊间的平行度。采用上述方法对炉辊进行
辊底式热处理炉的炉辊.pdf
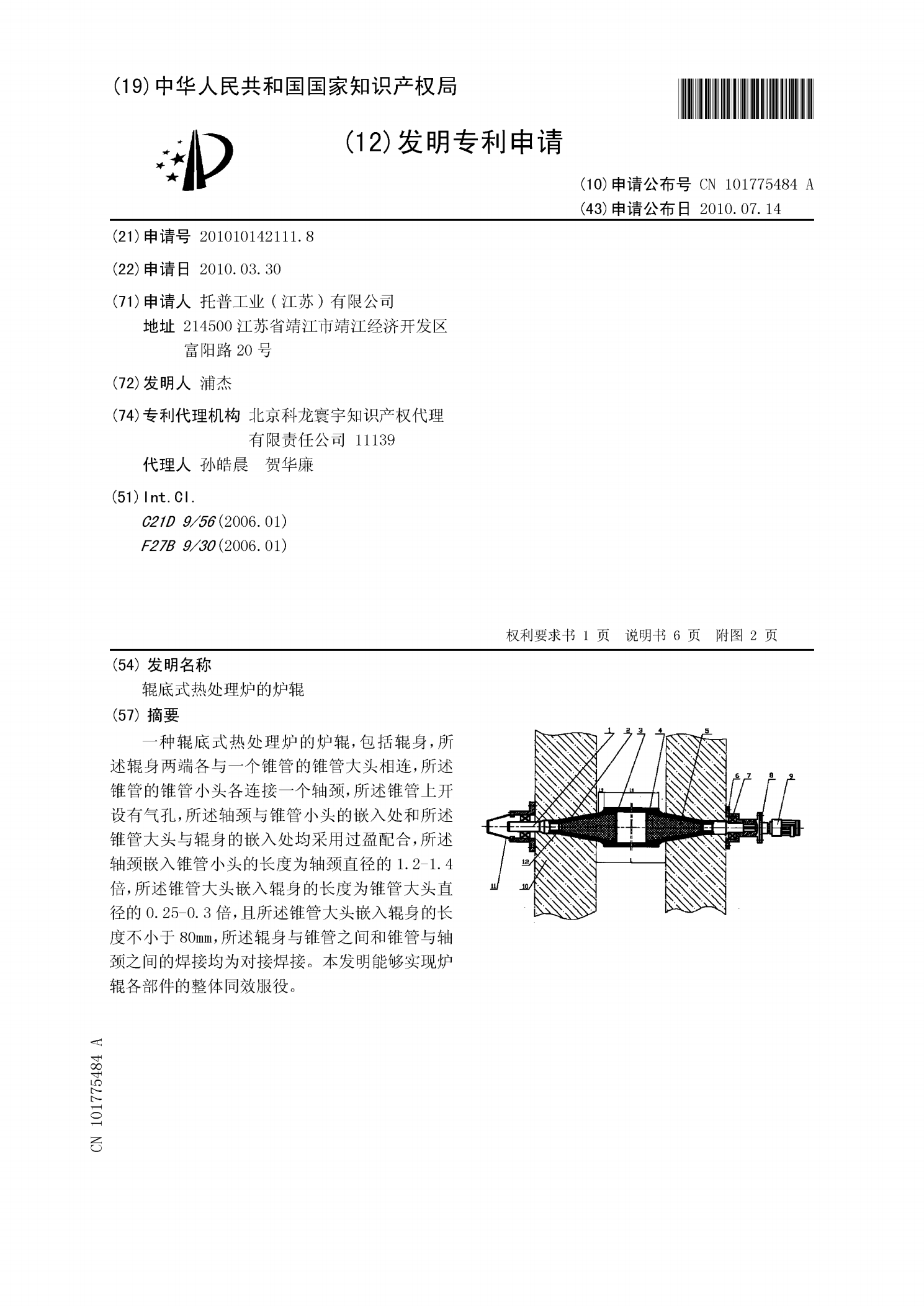
一种辊底式热处理炉的炉辊,包括辊身,所述辊身两端各与一个锥管的锥管大头相连,所述锥管的锥管小头各连接一个轴颈,所述锥管上开设有气孔,所述轴颈与锥管小头的嵌入处和所述锥管大头与辊身的嵌入处均采用过盈配合,所述轴颈嵌入锥管小头的长度为轴颈直径的1.2-1.4倍,所述锥管大头嵌入辊身的长度为锥管大头直径的0.25-0.3倍,且所述锥管大头嵌入辊身的长度不小于80mm,所述辊身与锥管之间和锥管与轴颈之间的焊接均为对接焊接。本发明能够实现炉辊各部件的整体同效服役。