
一种屈服强度960MPa级高强钢板及其制造方法.pdf

王秋****哥哥

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种屈服强度960MPa级高强钢板及其制造方法.pdf
本发明涉及金属材料制造技术领域,具体涉及一种屈服强度960MPa级高强钢板及其制造方法。制造方法包括如下步骤:(1)冶炼;(2)连铸;(3)加热:加热后出炉温度控制在1220~1260℃;(4)轧制:粗轧开轧温度1140~1180℃;精轧开轧温度为960~1000℃,精轧终轧温度为880~920℃;(5)DQ水冷:开冷温度≥850℃,终冷温度≤180℃;(6)回火:回火加热温度为150~300℃,保温时间为40~90min。本发明以实现超低成本为目标,通过纯净化冶炼、连铸、轧制、冷却和热处理等工序生产96
一种屈服强度960MPa级高强度钢板及其制造方法.pdf
本发明涉及一种高强度钢板,其成分的重量百分比为:C:0.08-0.12%,Si:0.36-1.00%,Mn:1.2-1.6%,P≤0.015%,S≤0.010%,Al:0.02-0.04%,Ti:0.01-0.03%、N≤0.006%、Ca≤0.005%,以及Cr≤0.70%,Ni≤0.30%,Mo≤0.30%中的1种以上,余量为铁和不可避免杂质。其制造方法包括:钢水经真空脱气处理后进行连铸成连铸坯或模铸并初轧成钢坯;连铸坯或钢坯于1150-1200℃加热后进行一道次或多道次轧制,总压下率不低于70%;终
一种屈服强度890MPa级高强钢板及其制造方法.pdf
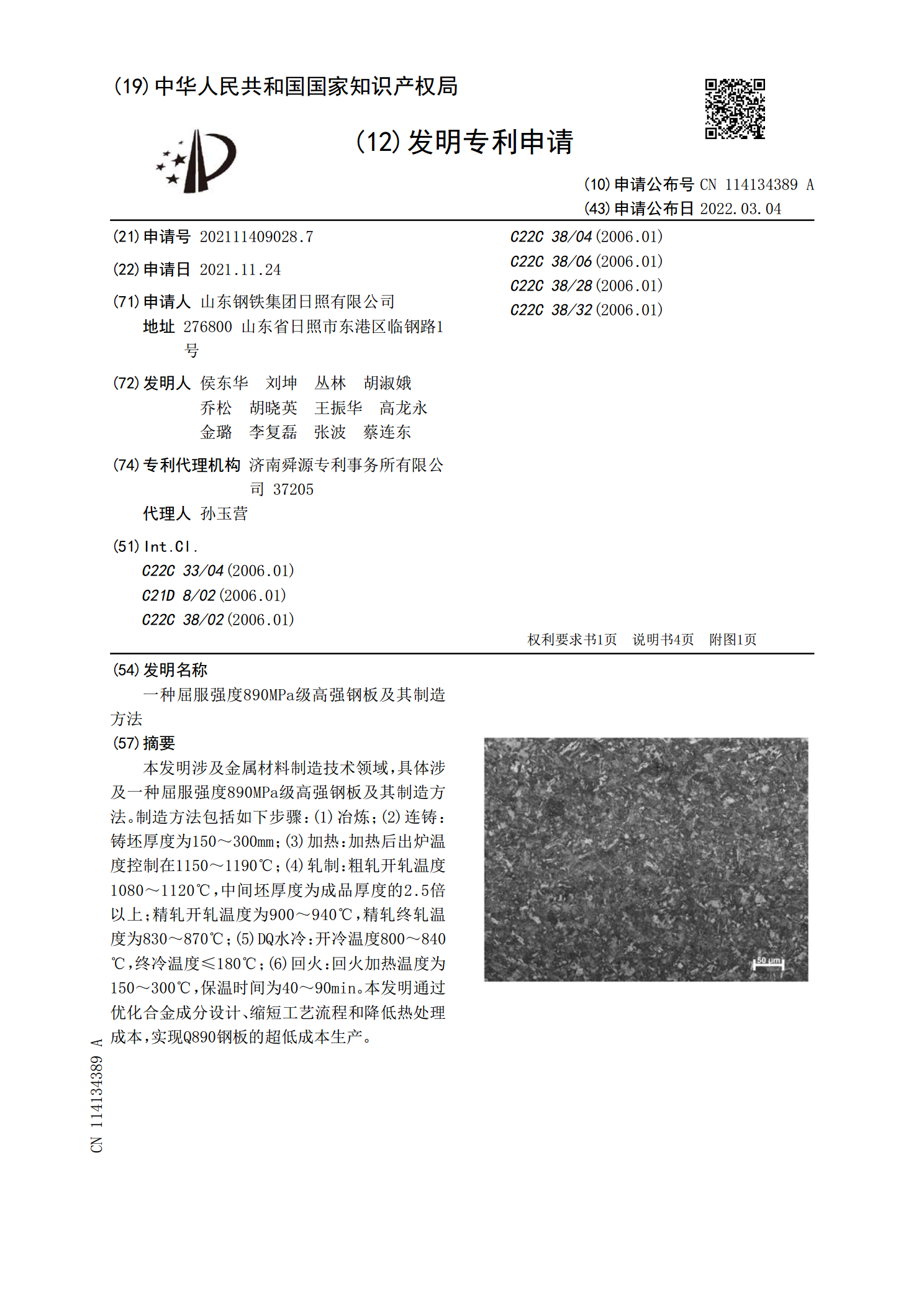
本发明涉及金属材料制造技术领域,具体涉及一种屈服强度890MPa级高强钢板及其制造方法。制造方法包括如下步骤:(1)冶炼;(2)连铸:铸坯厚度为150~300mm;(3)加热:加热后出炉温度控制在1150~1190℃;(4)轧制:粗轧开轧温度1080~1120℃,中间坯厚度为成品厚度的2.5倍以上;精轧开轧温度为900~940℃,精轧终轧温度为830~870℃;(5)DQ水冷:开冷温度800~840℃,终冷温度≤180℃;(6)回火:回火加热温度为150~300℃,保温时间为40~90min。本发明通过优
一种屈服强度900MPa级高强度钢板及其制造方法.pdf
本发明涉及一种高强度钢板,其化学成分的重量百分比为:C:0.07-0.11%,Si:0.10-0.35%,Mn:1.0-1.4%,P≤0.015%,S≤0.010%,Al:0.02-0.04%,Ti:0.01-0.03%,N≤0.006%,Ca≤0.005%,以及Cr≤0.70%,Ni≤0.30%,Mo≤0.30%中的1种以上,余量为铁和不可避免杂质。其制造方法包括:连铸坯或钢坯于1100-1250℃加热后进行一道次或多道次轧制,总压下率不低于70%;终轧温度不低于860℃;轧后钢板以马氏体的临界冷速Vm
一种屈服强度960MPa级低裂纹敏感性钢板及其制造方法.pdf
本发明涉及一种屈服强度960MPa级低裂纹敏感性钢板,化学成分C:0.06~0.10%,Si:≤0.20%,Mn:0.70~1.00%,Al:0.015~0.035%,Ti:0.015~0.025%,Cr:1.15~1.35%,B:0.001~0.005%,Ca:0.0010~0.0050%,P:≤0.015%,S:≤0.003%,O:≤0.0015%,N:≤0.0030%,H:≤0.00015%,余量为Fe及不可避免的杂质元素,且满足碳当量CEV≤0.54%。其生产工艺步骤是:电炉或转炉炼钢‑>L