
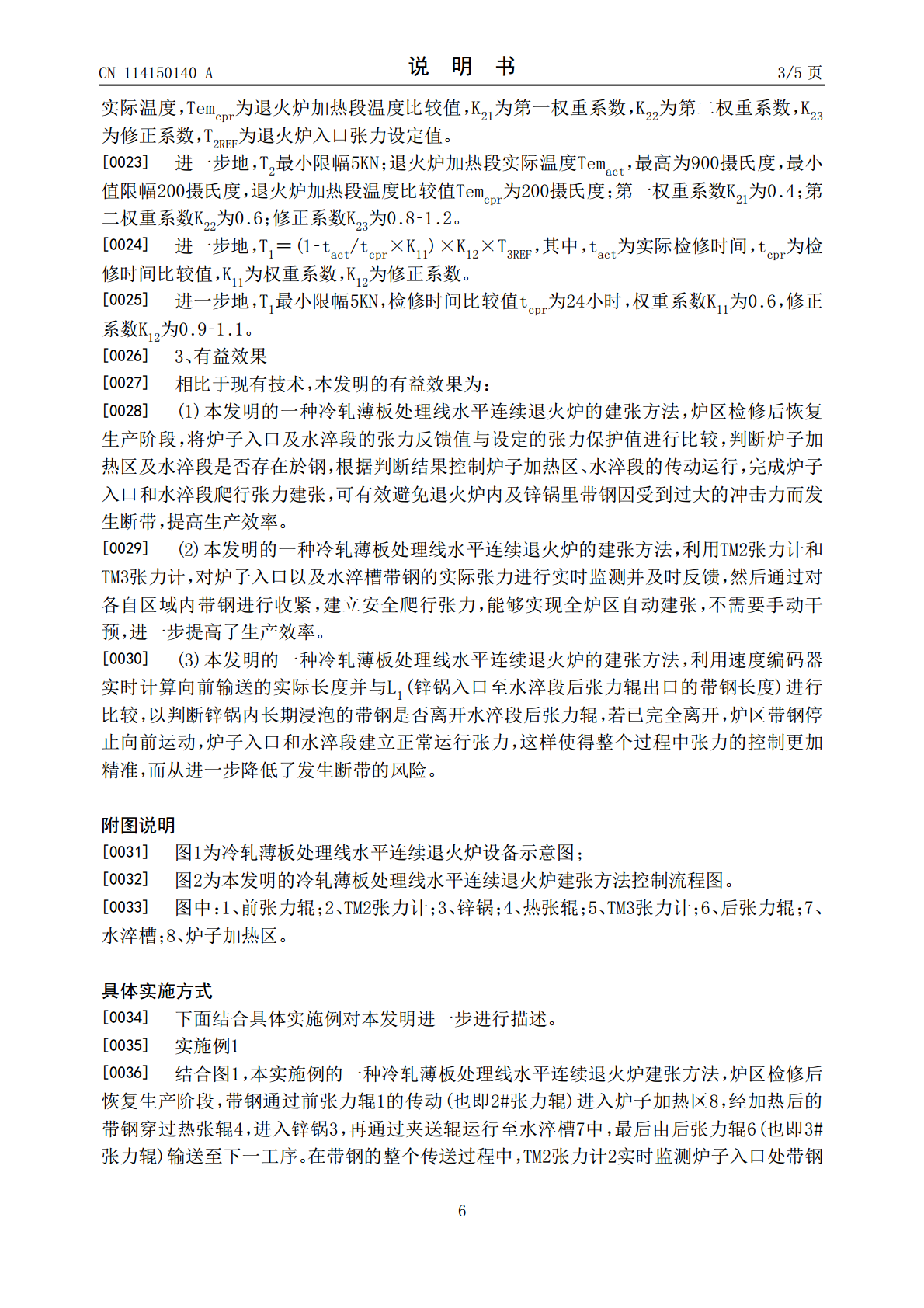
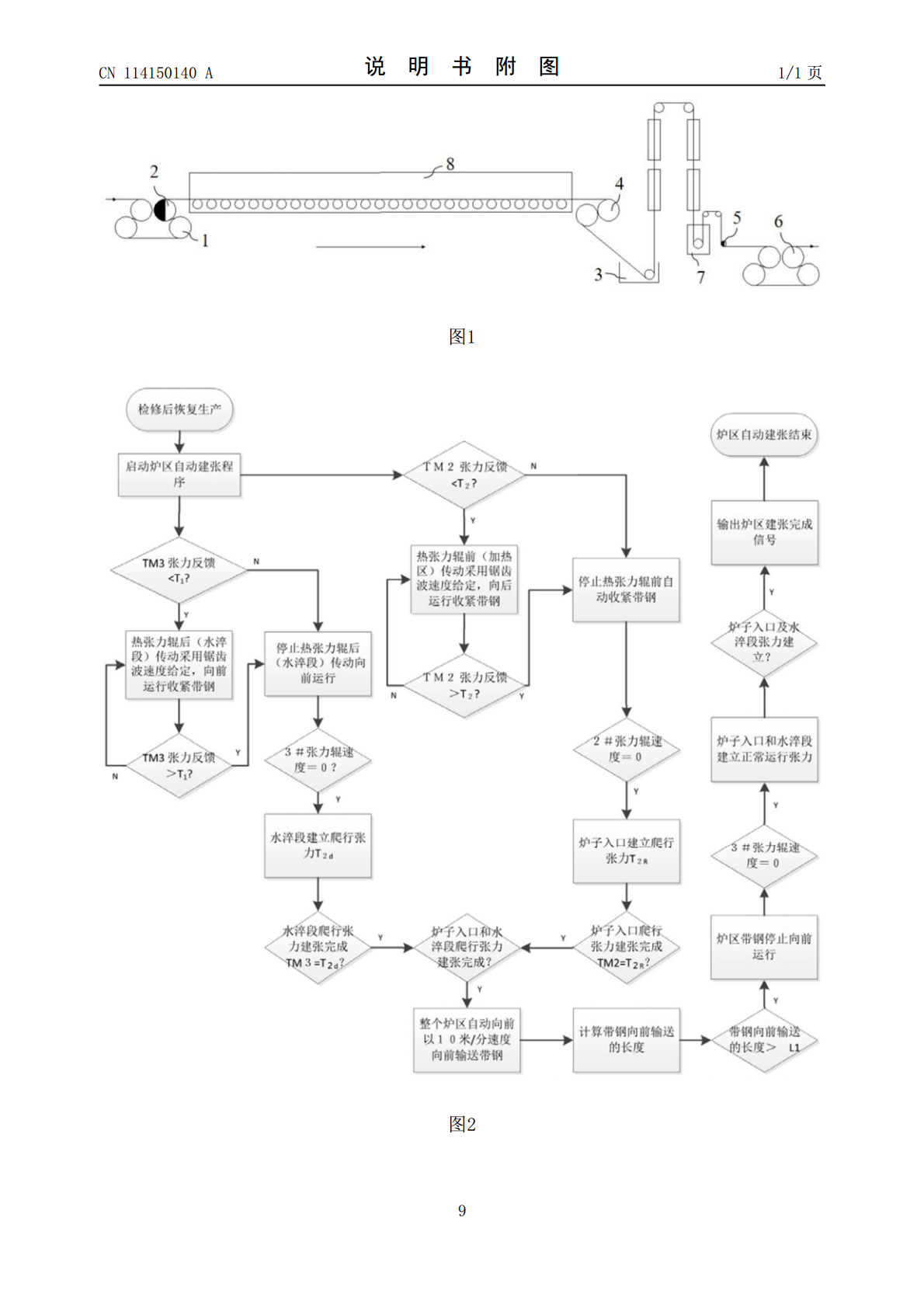
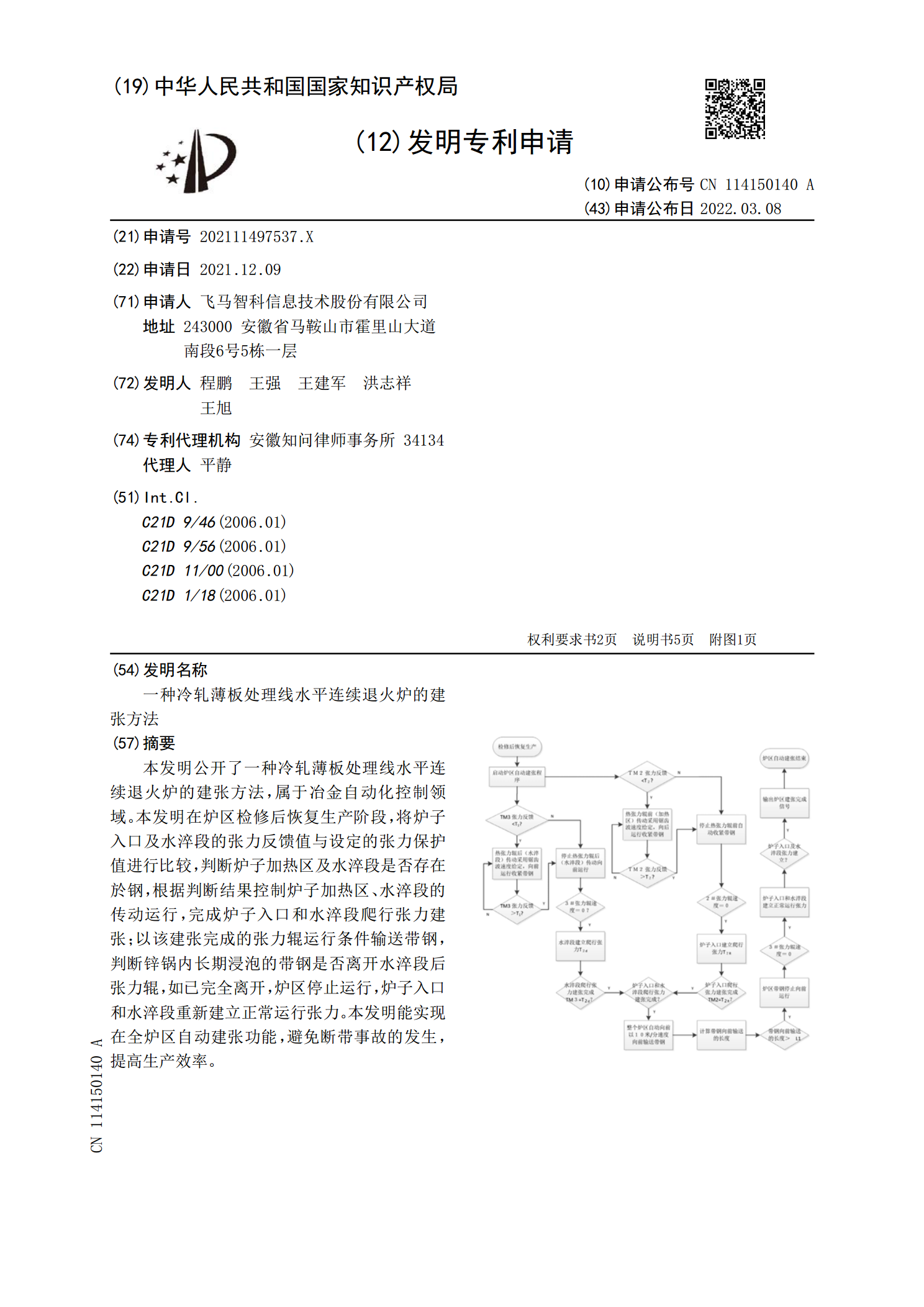
一种冷轧薄板处理线水平连续退火炉的建张方法.pdf

秀美****甜v

1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧薄板处理线水平连续退火炉的建张方法.pdf
本发明公开了一种冷轧薄板处理线水平连续退火炉的建张方法,属于冶金自动化控制领域。本发明在炉区检修后恢复生产阶段,将炉子入口及水淬段的张力反馈值与设定的张力保护值进行比较,判断炉子加热区及水淬段是否存在於钢,根据判断结果控制炉子加热区、水淬段的传动运行,完成炉子入口和水淬段爬行张力建张;以该建张完成的张力辊运行条件输送带钢,判断锌锅内长期浸泡的带钢是否离开水淬段后张力辊,如已完全离开,炉区停止运行,炉子入口和水淬段重新建立正常运行张力。本发明能实现在全炉区自动建张功能,避免断带事故的发生,提高生产效率。

冷轧薄板热镀锌线连续退火炉的发展2003.pdf
20ANHUIMETALLURGY2003年第3期冷轧薄板热镀锌线连续退火炉的发展严云福(马鞍山钢铁设计研究总院)摘要冷轧薄板热镀锌连续退火炉是热镀锌机组线上的关键设备,它完成带钢热镀锌前的退火工艺,其退火质量的好坏对带钢镀锌后的性能起着至关重要的作用。本文着重介绍了热镀锌连续退火炉的炉型选择及其主要技术特色。关键词热镀锌退火炉无氧化带钢保护气体DevelopmentofContinuousAnnealingFurnaceonHotGalvanizingLineforCold—rolledSheetYan
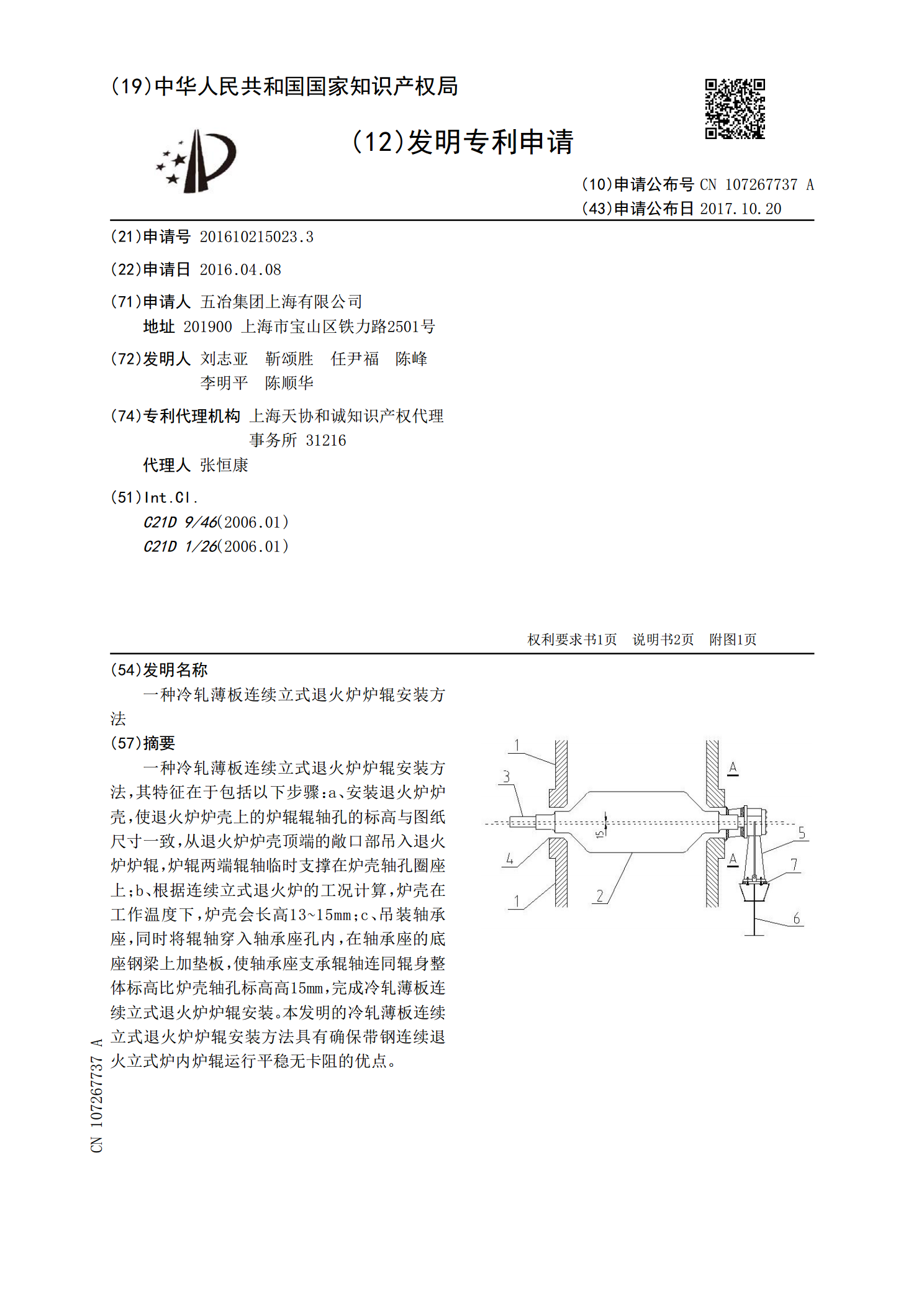
一种冷轧薄板连续立式退火炉炉辊安装方法.pdf
一种冷轧薄板连续立式退火炉炉辊安装方法,其特征在于包括以下步骤:a、安装退火炉炉壳,使退火炉炉壳上的炉辊辊轴孔的标高与图纸尺寸一致,从退火炉炉壳顶端的敞口部吊入退火炉炉辊,炉辊两端辊轴临时支撑在炉壳轴孔圈座上;b、根据连续立式退火炉的工况计算,炉壳在工作温度下,炉壳会长高13~15mm;c、吊装轴承座,同时将辊轴穿入轴承座孔内,在轴承座的底座钢梁上加垫板,使轴承座支承辊轴连同辊身整体标高比炉壳轴孔标高高15mm,完成冷轧薄板连续立式退火炉炉辊安装。本发明的冷轧薄板连续立式退火炉炉辊安装方法具有确保带钢连续
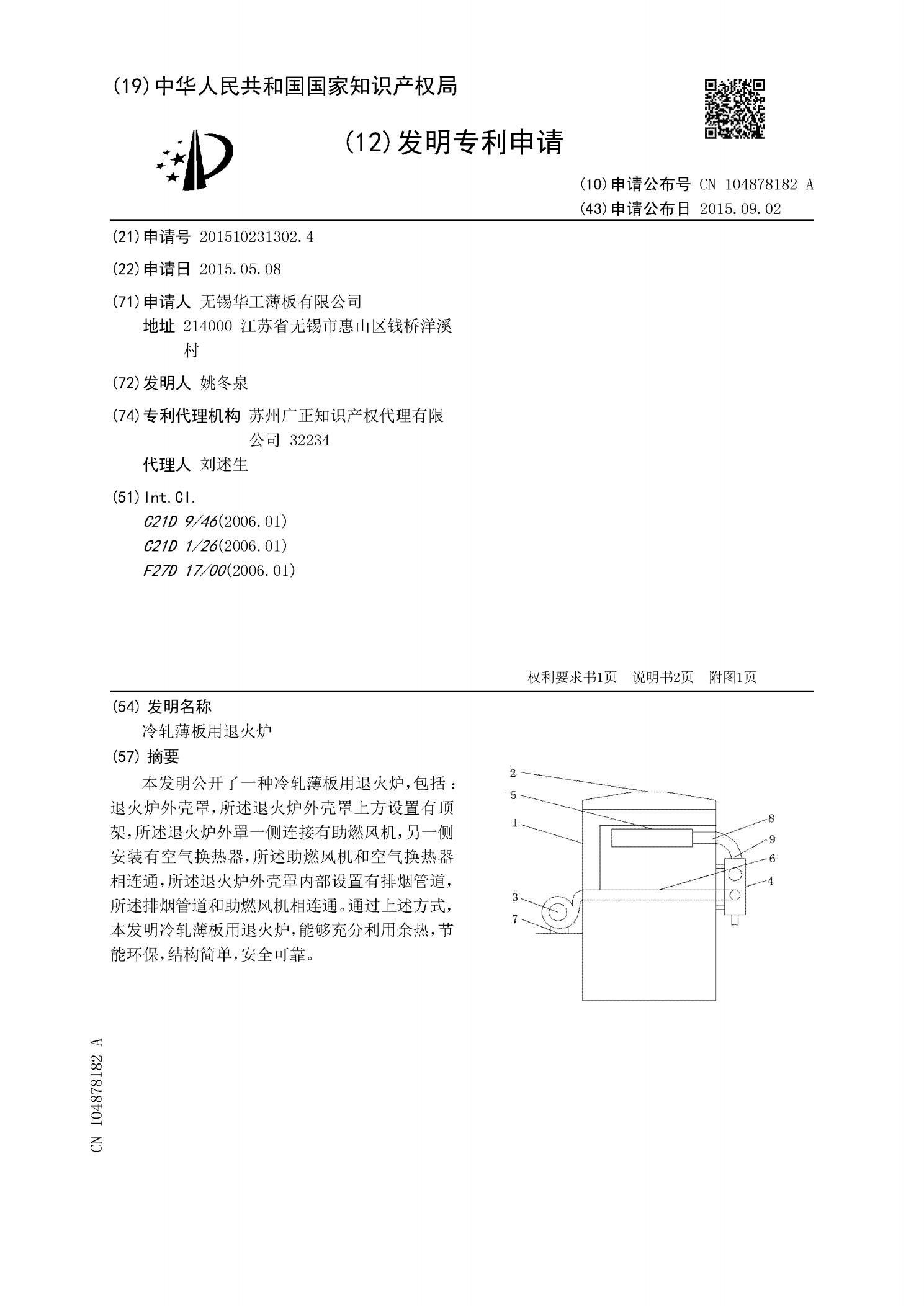
冷轧薄板用退火炉.pdf
本发明公开了一种冷轧薄板用退火炉,包括:退火炉外壳罩,所述退火炉外壳罩上方设置有顶架,所述退火炉外罩一侧连接有助燃风机,另一侧安装有空气换热器,所述助燃风机和空气换热器相连通,所述退火炉外壳罩内部设置有排烟管道,所述排烟管道和助燃风机相连通。通过上述方式,本发明冷轧薄板用退火炉,能够充分利用余热,节能环保,结构简单,安全可靠。
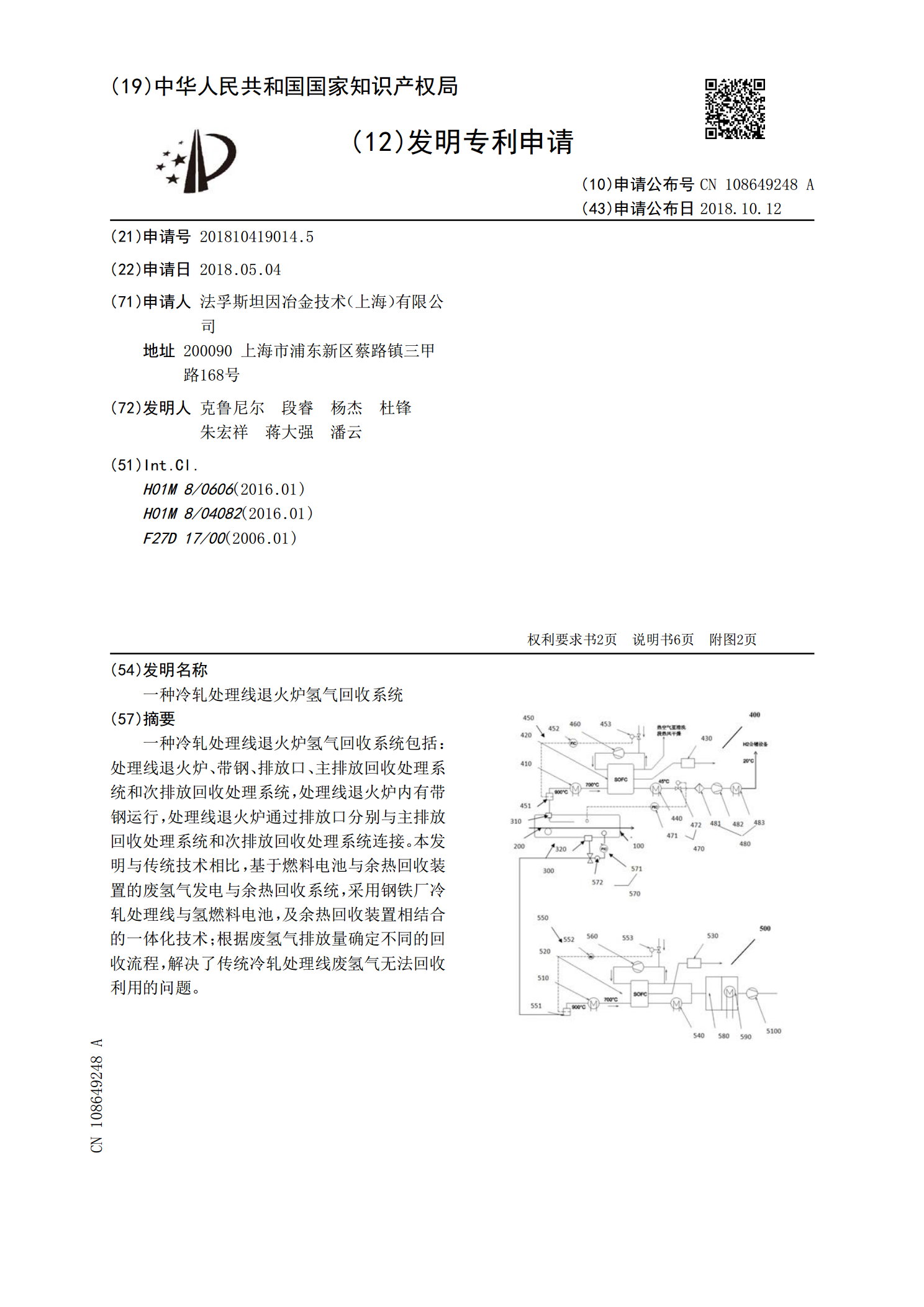
一种冷轧处理线退火炉氢气回收系统.pdf
一种冷轧处理线退火炉氢气回收系统包括:处理线退火炉、带钢、排放口、主排放回收处理系统和次排放回收处理系统,处理线退火炉内有带钢运行,处理线退火炉通过排放口分别与主排放回收处理系统和次排放回收处理系统连接。本发明与传统技术相比,基于燃料电池与余热回收装置的废氢气发电与余热回收系统,采用钢铁厂冷轧处理线与氢燃料电池,及余热回收装置相结合的一体化技术;根据废氢气排放量确定不同的回收流程,解决了传统冷轧处理线废氢气无法回收利用的问题。