
一种焊带的反向镀锡装置及反向镀锡方法.pdf

鹏飞****可爱

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种焊带的反向镀锡装置及反向镀锡方法.pdf
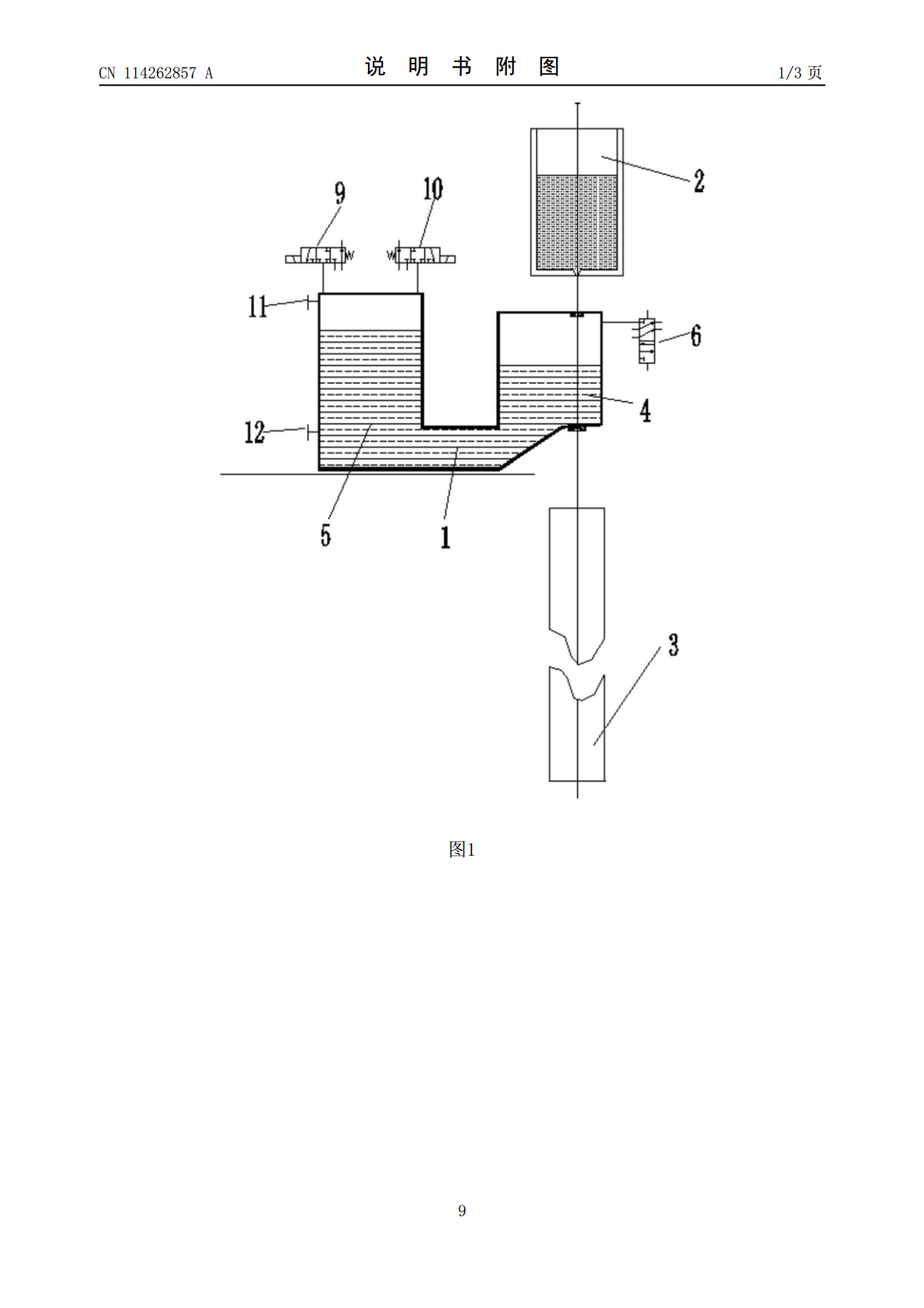
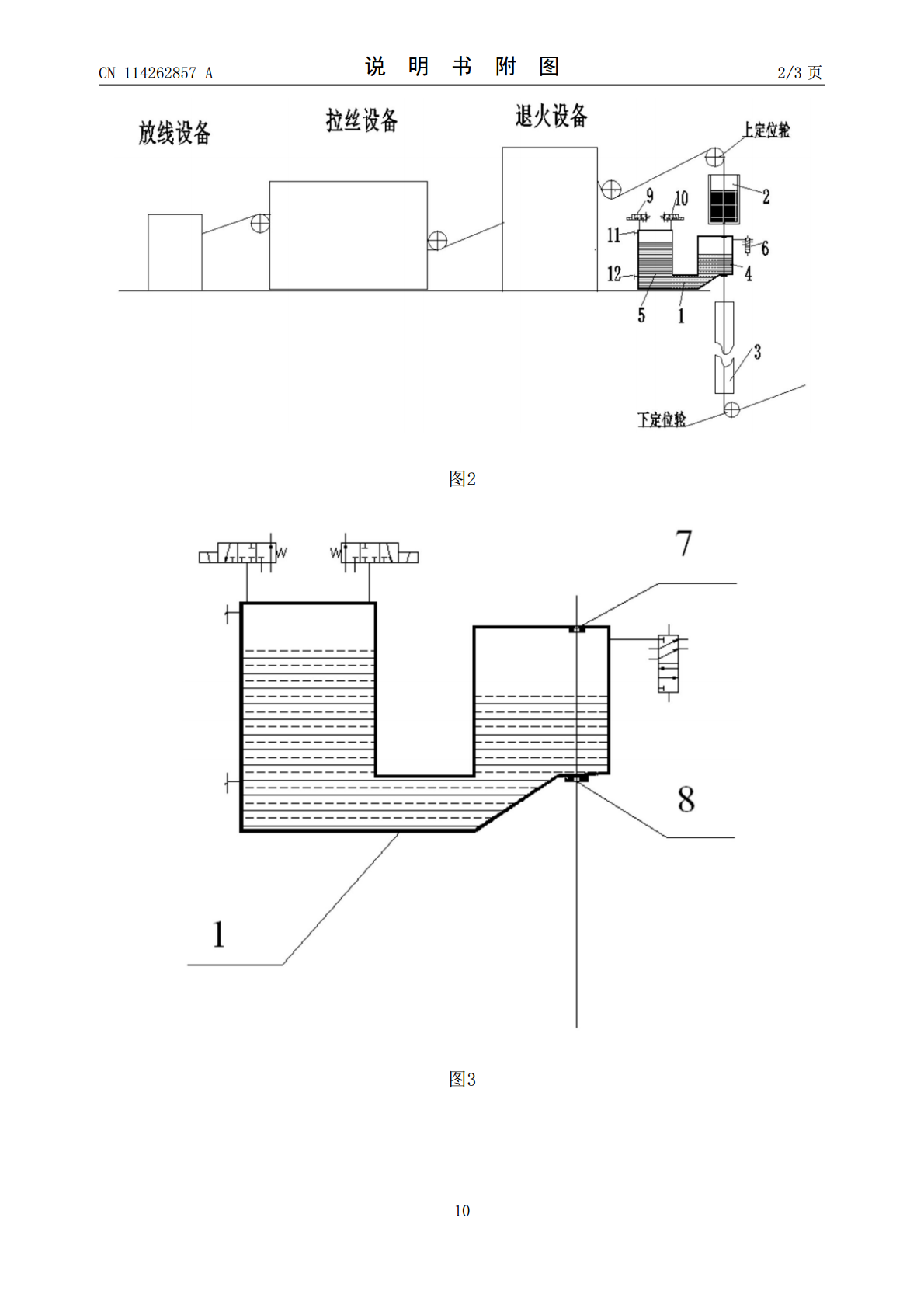
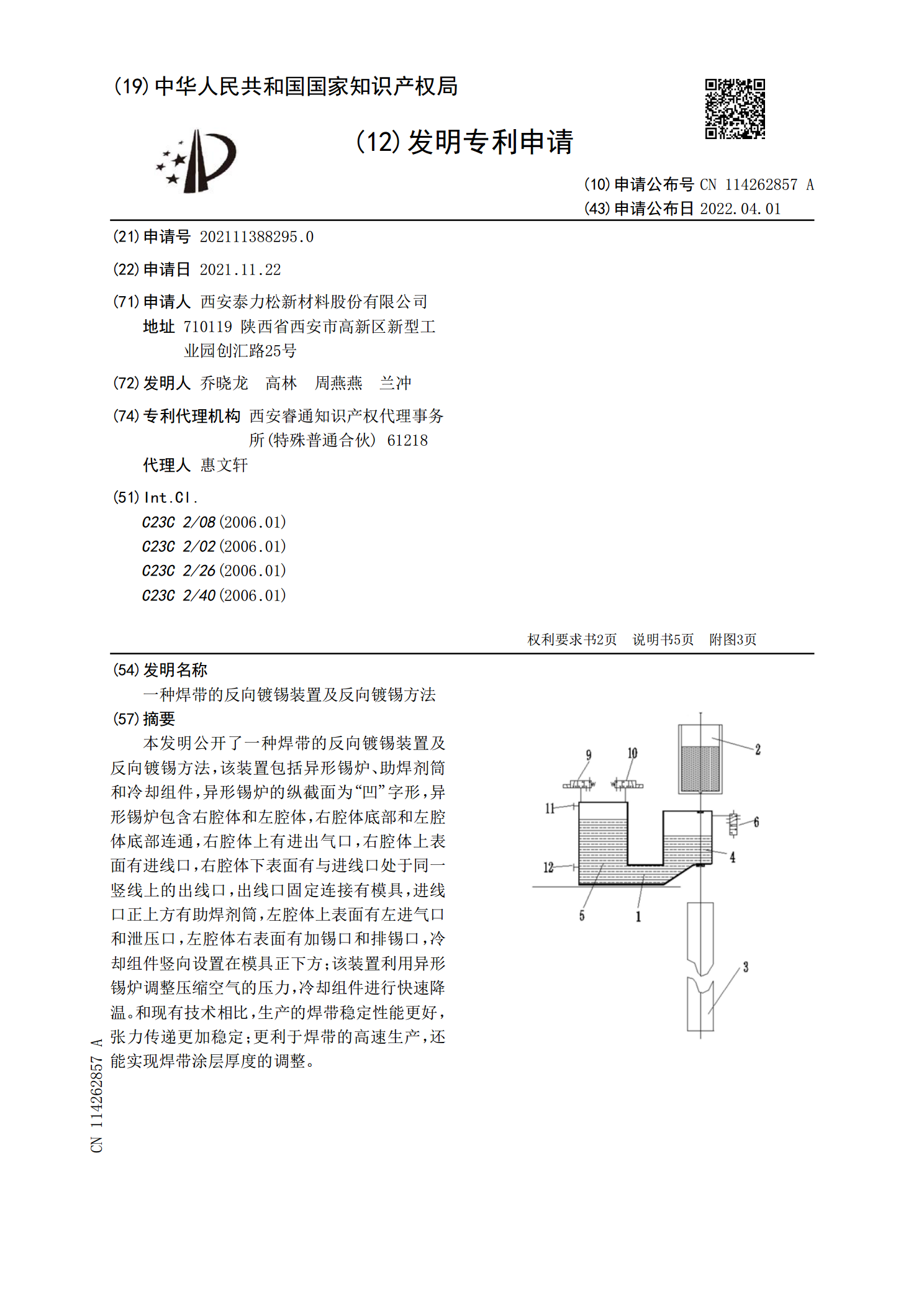
本发明公开了一种焊带的反向镀锡装置及反向镀锡方法,该装置包括异形锡炉、助焊剂筒和冷却组件,异形锡炉的纵截面为“凹”字形,异形锡炉包含右腔体和左腔体,右腔体底部和左腔体底部连通,右腔体上有进出气口,右腔体上表面有进线口,右腔体下表面有与进线口处于同一竖线上的出线口,出线口固定连接有模具,进线口正上方有助焊剂筒,左腔体上表面有左进气口和泄压口,左腔体右表面有加锡口和排锡口,冷却组件竖向设置在模具正下方;该装置利用异形锡炉调整压缩空气的压力,冷却组件进行快速降温。和现有技术相比,生产的焊带稳定性能更好,张力传递
一种光伏焊带镀锡系统及镀锡方法.pdf
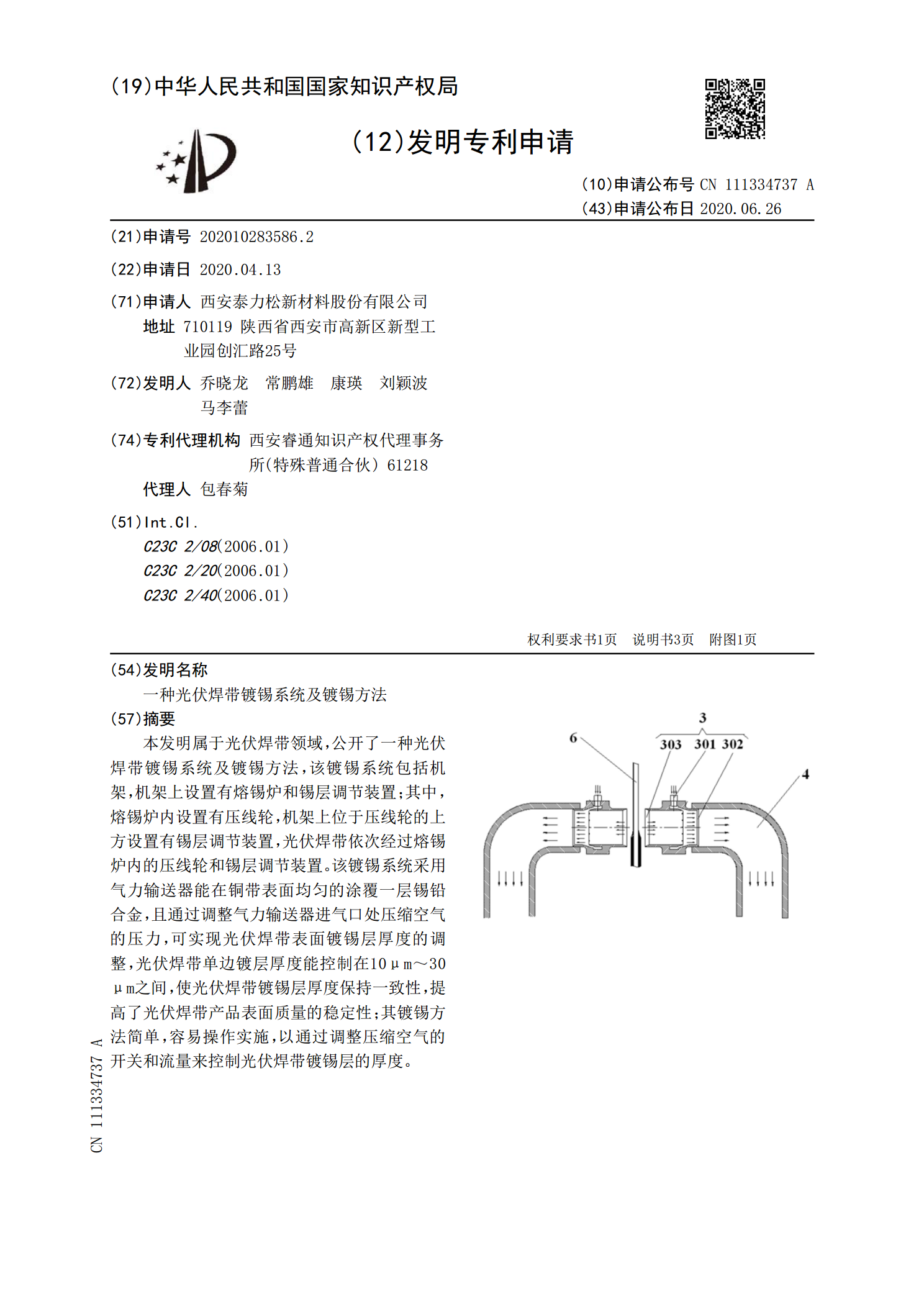
本发明属于光伏焊带领域,公开了一种光伏焊带镀锡系统及镀锡方法,该镀锡系统包括机架,机架上设置有熔锡炉和锡层调节装置;其中,熔锡炉内设置有压线轮,机架上位于压线轮的上方设置有锡层调节装置,光伏焊带依次经过熔锡炉内的压线轮和锡层调节装置。该镀锡系统采用气力输送器能在铜带表面均匀的涂覆一层锡铅合金,且通过调整气力输送器进气口处压缩空气的压力,可实现光伏焊带表面镀锡层厚度的调整,光伏焊带单边镀层厚度能控制在10μm~30μm之间,使光伏焊带镀锡层厚度保持一致性,提高了光伏焊带产品表面质量的稳定性;其镀锡方法简单,
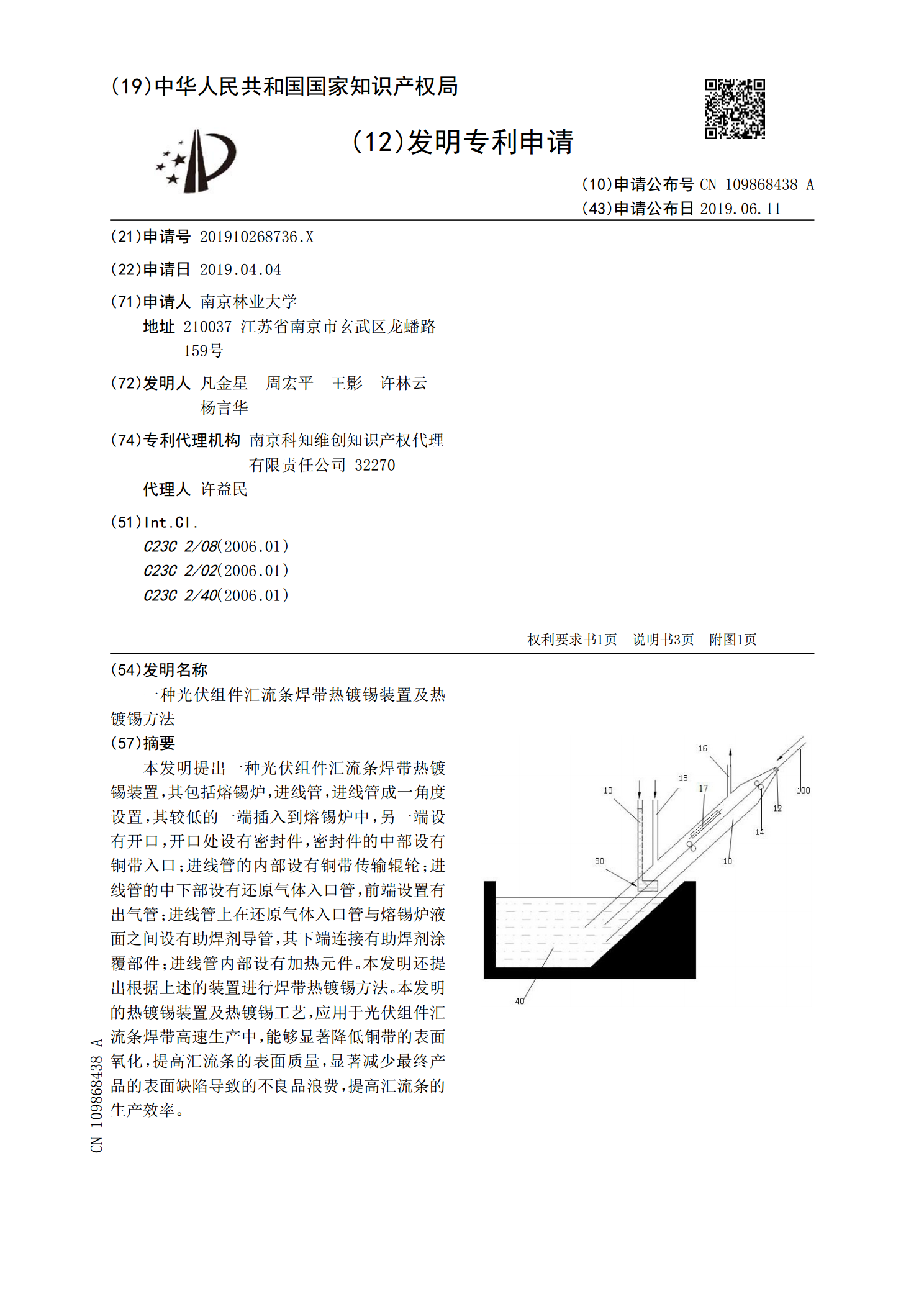
一种光伏组件汇流条焊带热镀锡装置及热镀锡方法.pdf
本发明提出一种光伏组件汇流条焊带热镀锡装置,其包括熔锡炉,进线管,进线管成一角度设置,其较低的一端插入到熔锡炉中,另一端设有开口,开口处设有密封件,密封件的中部设有铜带入口;进线管的内部设有铜带传输辊轮;进线管的中下部设有还原气体入口管,前端设置有出气管;进线管上在还原气体入口管与熔锡炉液面之间设有助焊剂导管,其下端连接有助焊剂涂覆部件;进线管内部设有加热元件。本发明还提出根据上述的装置进行焊带热镀锡方法。本发明的热镀锡装置及热镀锡工艺,应用于光伏组件汇流条焊带高速生产中,能够显著降低铜带的表面氧化,提高
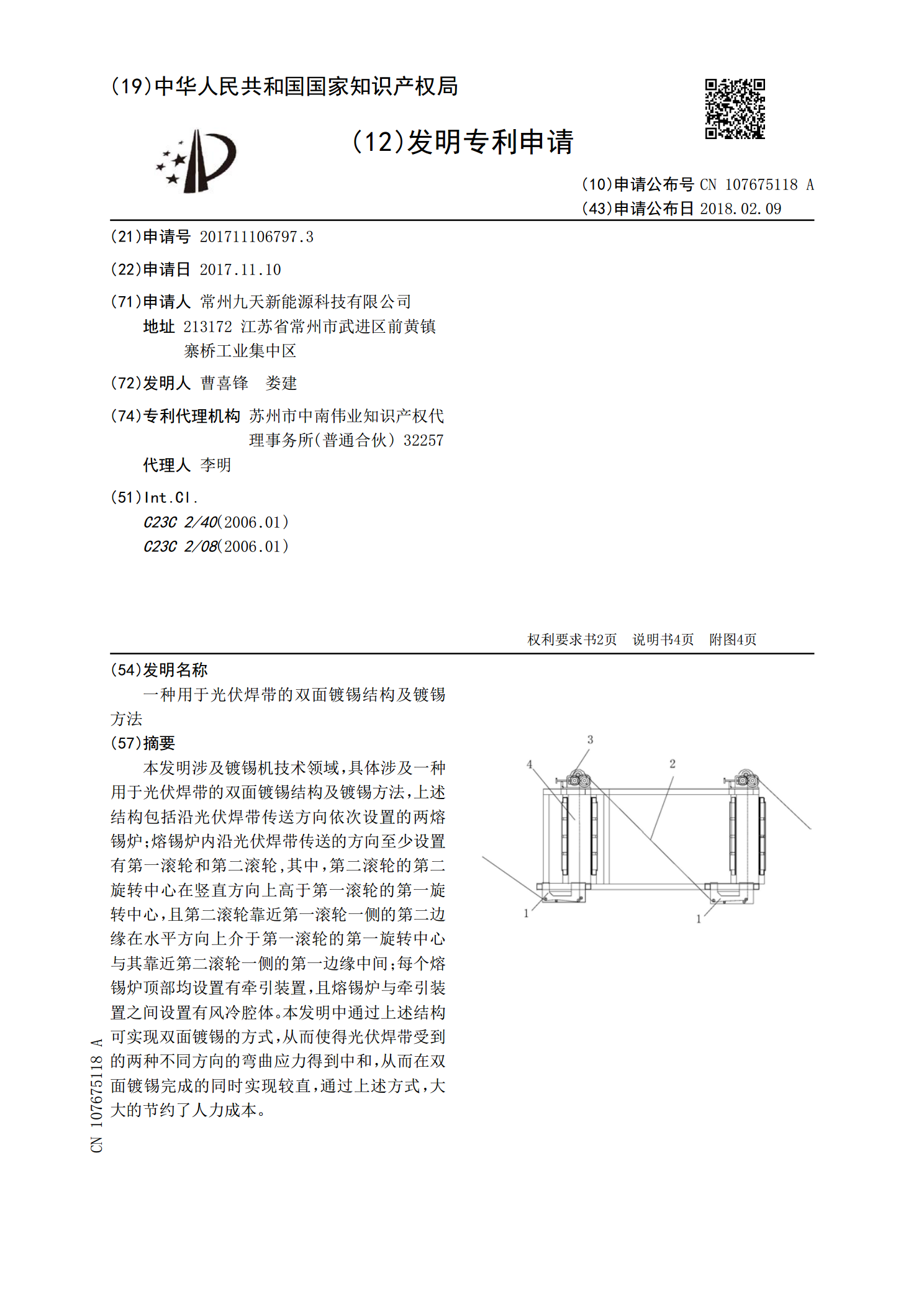
一种用于光伏焊带的双面镀锡结构及镀锡方法.pdf
本发明涉及镀锡机技术领域,具体涉及一种用于光伏焊带的双面镀锡结构及镀锡方法,上述结构包括沿光伏焊带传送方向依次设置的两熔锡炉;熔锡炉内沿光伏焊带传送的方向至少设置有第一滚轮和第二滚轮,其中,第二滚轮的第二旋转中心在竖直方向上高于第一滚轮的第一旋转中心,且第二滚轮靠近第一滚轮一侧的第二边缘在水平方向上介于第一滚轮的第一旋转中心与其靠近第二滚轮一侧的第一边缘中间;每个熔锡炉顶部均设置有牵引装置,且熔锡炉与牵引装置之间设置有风冷腔体。本发明中通过上述结构可实现双面镀锡的方式,从而使得光伏焊带受到的两种不同方向的
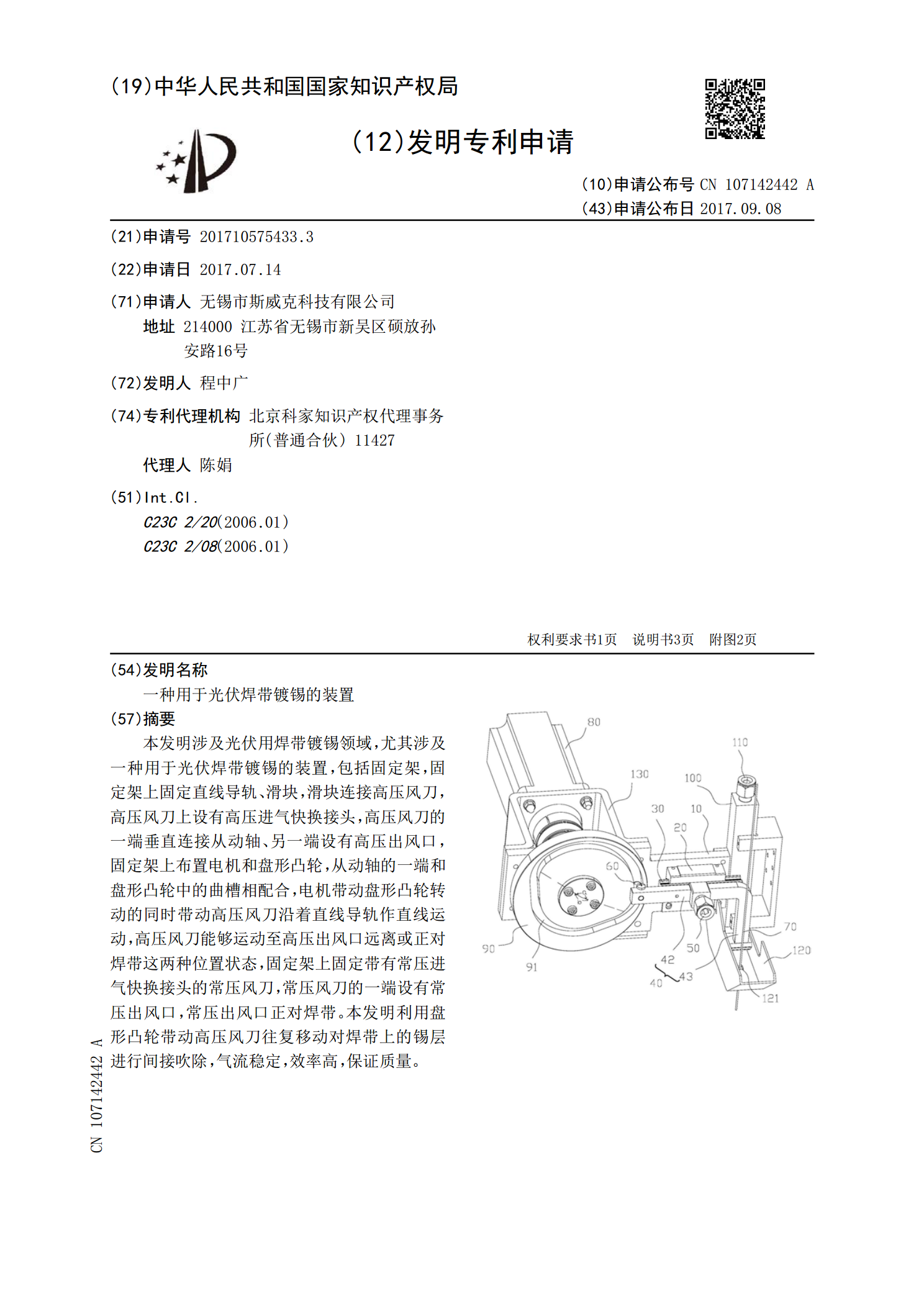
一种用于光伏焊带镀锡的装置.pdf
本发明涉及光伏用焊带镀锡领域,尤其涉及一种用于光伏焊带镀锡的装置,包括固定架,固定架上固定直线导轨、滑块,滑块连接高压风刀,高压风刀上设有高压进气快换接头,高压风刀的一端垂直连接从动轴、另一端设有高压出风口,固定架上布置电机和盘形凸轮,从动轴的一端和盘形凸轮中的曲槽相配合,电机带动盘形凸轮转动的同时带动高压风刀沿着直线导轨作直线运动,高压风刀能够运动至高压出风口远离或正对焊带这两种位置状态,固定架上固定带有常压进气快换接头的常压风刀,常压风刀的一端设有常压出风口,常压出风口正对焊带。本发明利用盘形凸轮带动