
一种板坯铸轧系统及提高铸轧界面生产效率的方法.pdf

一只****呀盟

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板坯铸轧系统及提高铸轧界面生产效率的方法.pdf
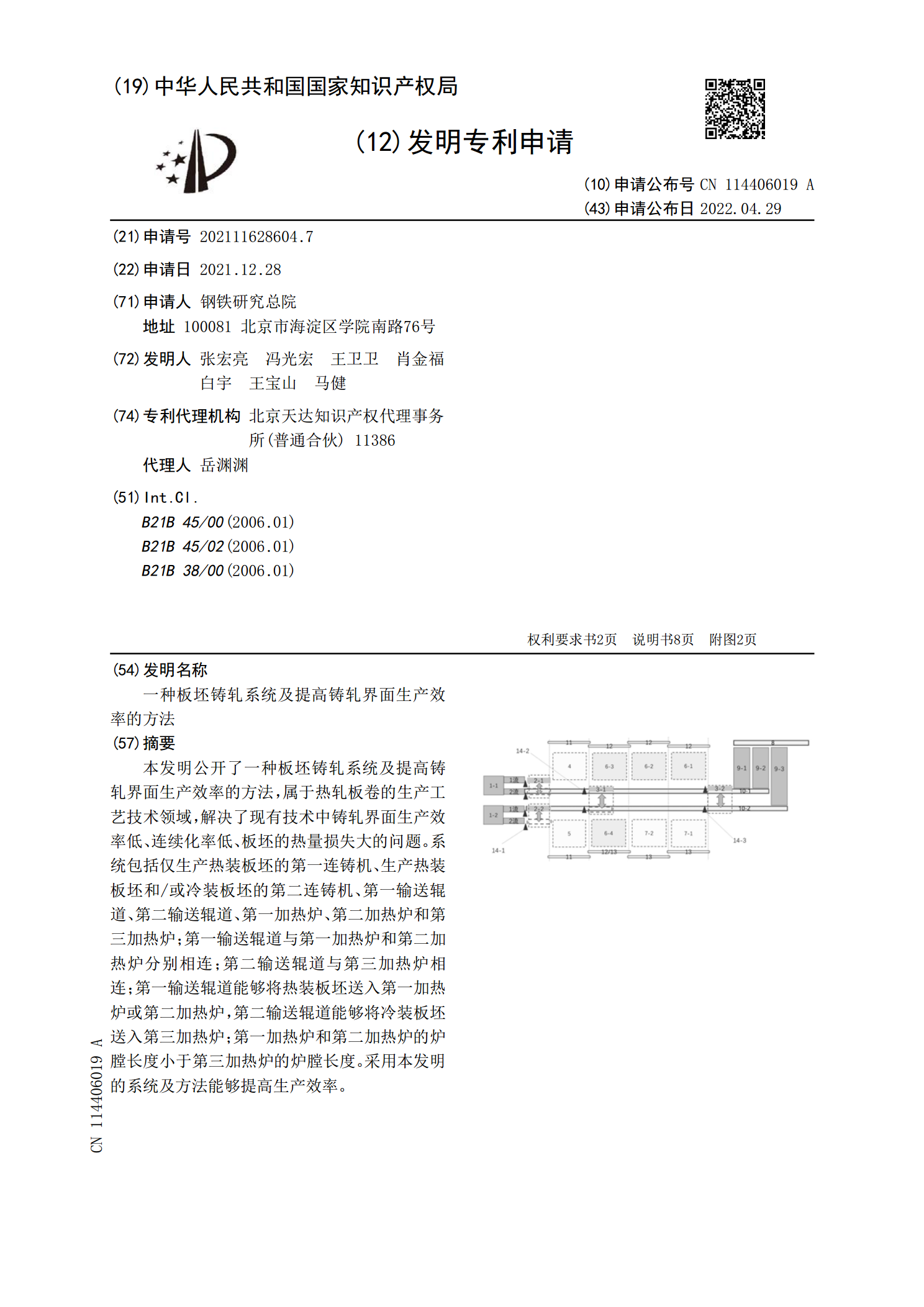
本发明公开了一种板坯铸轧系统及提高铸轧界面生产效率的方法,属于热轧板卷的生产工艺技术领域,解决了现有技术中铸轧界面生产效率低、连续化率低、板坯的热量损失大的问题。系统包括仅生产热装板坯的第一连铸机、生产热装板坯和/或冷装板坯的第二连铸机、第一输送辊道、第二输送辊道、第一加热炉、第二加热炉和第三加热炉;第一输送辊道与第一加热炉和第二加热炉分别相连;第二输送辊道与第三加热炉相连;第一输送辊道能够将热装板坯送入第一加热炉或第二加热炉,第二输送辊道能够将冷装板坯送入第三加热炉;第一加热炉和第二加热炉的炉膛长度小于
一种钢筋铸轧系统以及钢筋铸轧方法.pdf
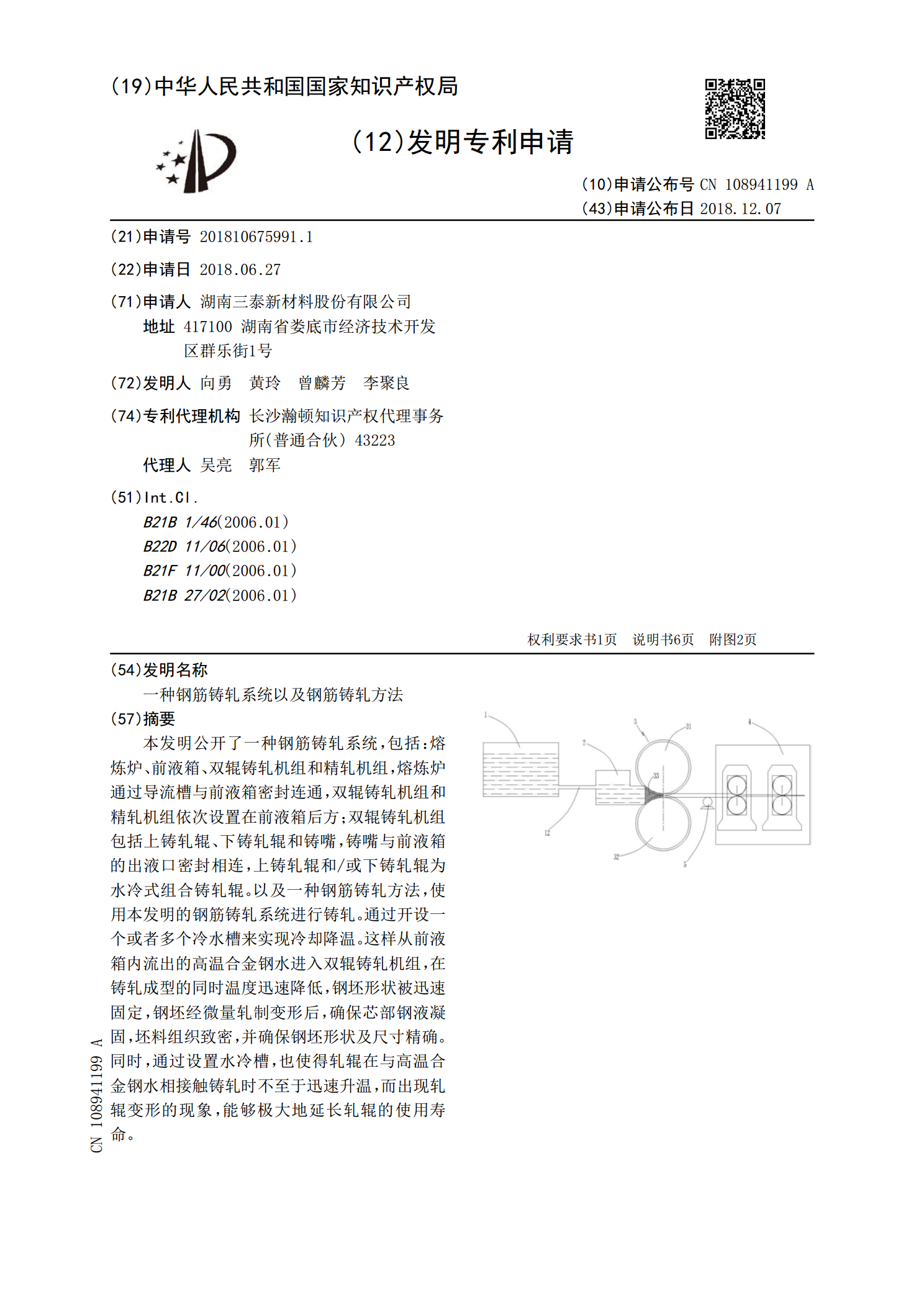
本发明公开了一种钢筋铸轧系统,包括:熔炼炉、前液箱、双辊铸轧机组和精轧机组,熔炼炉通过导流槽与前液箱密封连通,双辊铸轧机组和精轧机组依次设置在前液箱后方;双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,铸嘴与前液箱的出液口密封相连,上铸轧辊和/或下铸轧辊为水冷式组合铸轧辊。以及一种钢筋铸轧方法,使用本发明的钢筋铸轧系统进行铸轧。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温度迅速降低,钢坯形状被迅速固定,钢坯经微量轧制变形后,确保芯部钢液凝固,坯料
一种钢筋连铸连轧系统以及钢筋连铸连轧生产方法.pdf
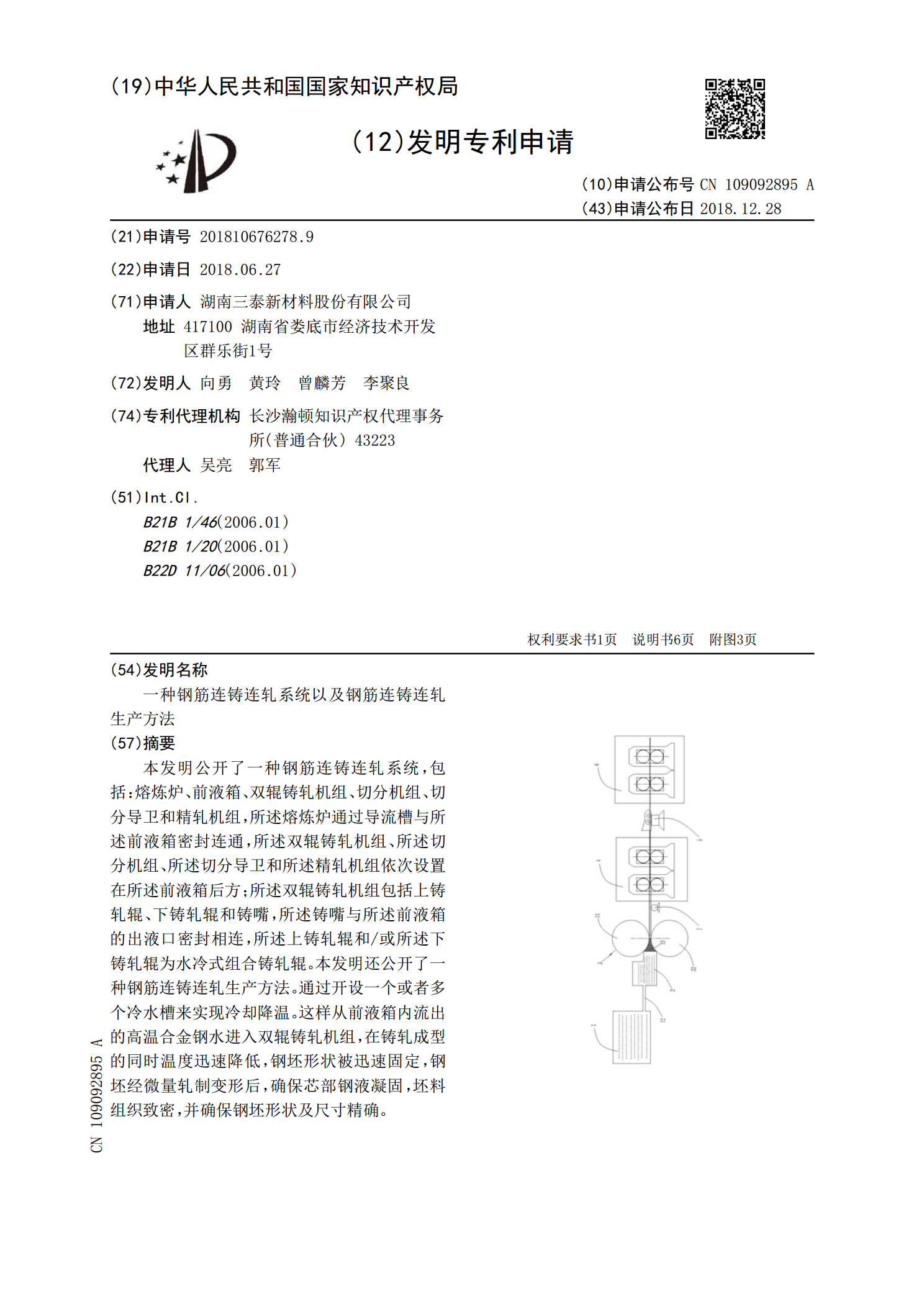
本发明公开了一种钢筋连铸连轧系统,包括:熔炼炉、前液箱、双辊铸轧机组、切分机组、切分导卫和精轧机组,所述熔炼炉通过导流槽与所述前液箱密封连通,所述双辊铸轧机组、所述切分机组、所述切分导卫和所述精轧机组依次设置在所述前液箱后方;所述双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,所述铸嘴与所述前液箱的出液口密封相连,所述上铸轧辊和/或所述下铸轧辊为水冷式组合铸轧辊。本发明还公开了一种钢筋连铸连轧生产方法。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温
一种超薄宽幅铸轧铝板带连续化铸轧系统.pdf
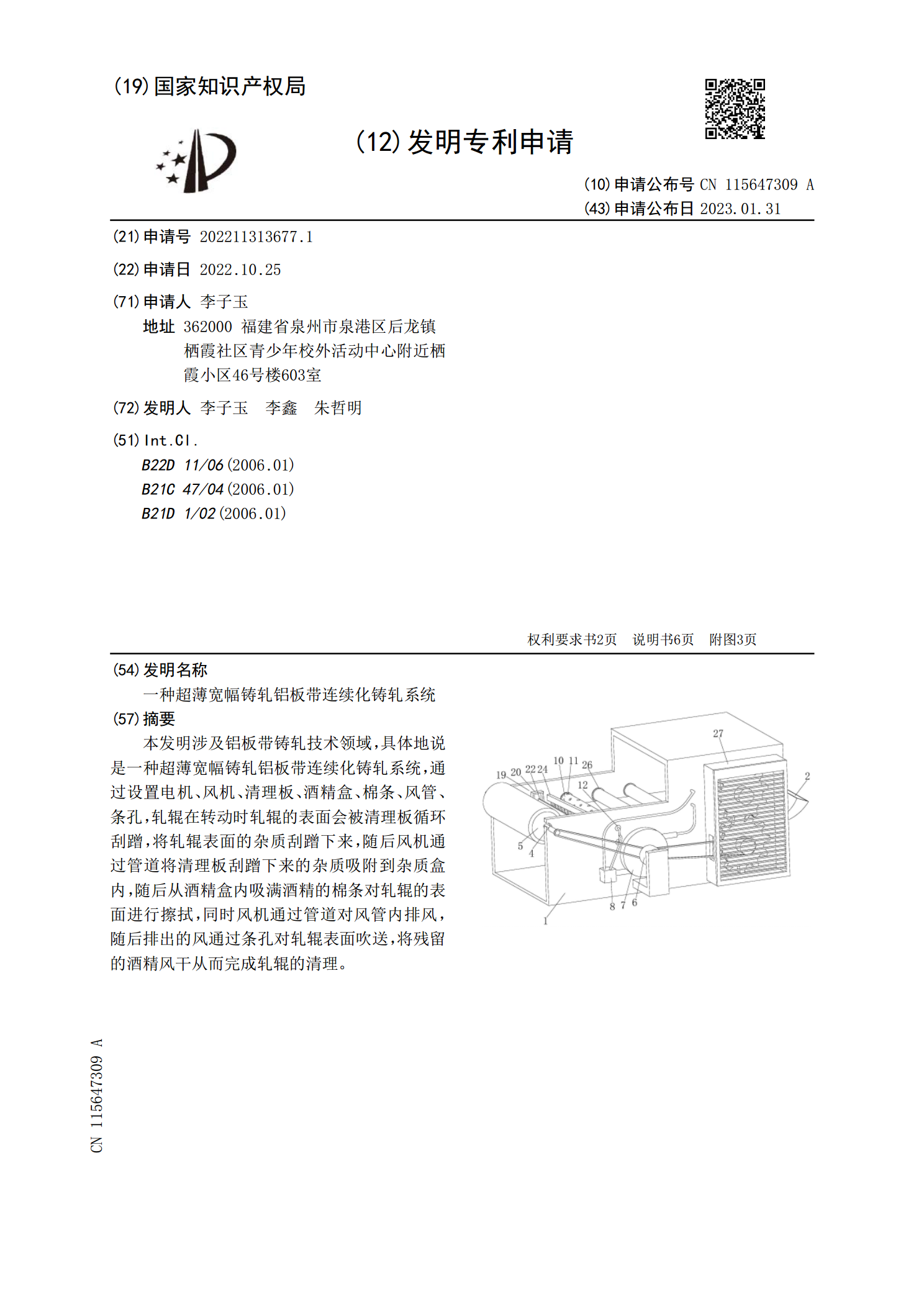
本发明涉及铝板带铸轧技术领域,具体地说是一种超薄宽幅铸轧铝板带连续化铸轧系统,通过设置电机、风机、清理板、酒精盒、棉条、风管、条孔,轧辊在转动时轧辊的表面会被清理板循环刮蹭,将轧辊表面的杂质刮蹭下来,随后风机通过管道将清理板刮蹭下来的杂质吸附到杂质盒内,随后从酒精盒内吸满酒精的棉条对轧辊的表面进行擦拭,同时风机通过管道对风管内排风,随后排出的风通过条孔对轧辊表面吹送,将残留的酒精风干从而完成轧辊的清理。

薄板坯连铸连轧的技术组成.doc
薄板坯连铸连轧的技术组成唐荻蔡庆伍米振莉TheCompositionoftheTechniqwueofThinSlabContinuousCastingandContinuousRollingTangDiCaiQingwuMiZhengli(NationalEngineeringResearchCenterforAdvancedRollingTechnology,UniversityofScienceandtechnologyBeijing,100083)1发展历史薄板坯连铸连轧是80年代末出现的新技术,