
一种耐低温高强高韧钢锻件及其锻造方法.pdf

明轩****la

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐低温高强高韧钢锻件及其锻造方法.pdf
本发明提供了一种耐低温高强高韧钢锻件及其锻造方法。本发明提供的锻造方法包括:绘图、均质化处理和锻造成型;其中,绘图是将多个零件的图纸进行模拟镶套组合成一个整体件的图纸,根据所述整体件的图纸中的尺寸进行后续锻造生产;所述锻造为四镦四拔,前三次处理中,均镦粗到钢锭高度的一半,再拔长到高径比为2.3~2.7,回炉于1140℃保温2~4h;最后一次处理中,出炉后镦粗到钢锭高度的一半,拔长成荒坯,预留一定的变形量(50%~60%),回炉于1000~1040℃保温2~3h,出炉后将坯料拔长到设计的成品尺寸。本发明提供
一种高强高韧锻件用钢的制备方法.pdf
本发明公开了一种高强高韧锻件用钢的制备方法,所述制备方法包括如下步骤:1)冶炼浇注:电弧炉内依次添加铁水、废钢,控制氧的含量小于0.015%的范围,并进行精炼及真空脱气处理;成分满足要求后氩气保护浇注成铸坯;2)锻造:将铸坯加热至1220-1250℃,保温2-4小时,然后进行锻造,终锻温度为960-970℃,3)热处理:将锻件加热至920-930℃,保温1-2小时,然后进行水淬;再将其加热至890-900℃,保温1-2小时,然后再进行水淬;然后加热到回火温度260-270℃,保温3-4小时进行回火处理。
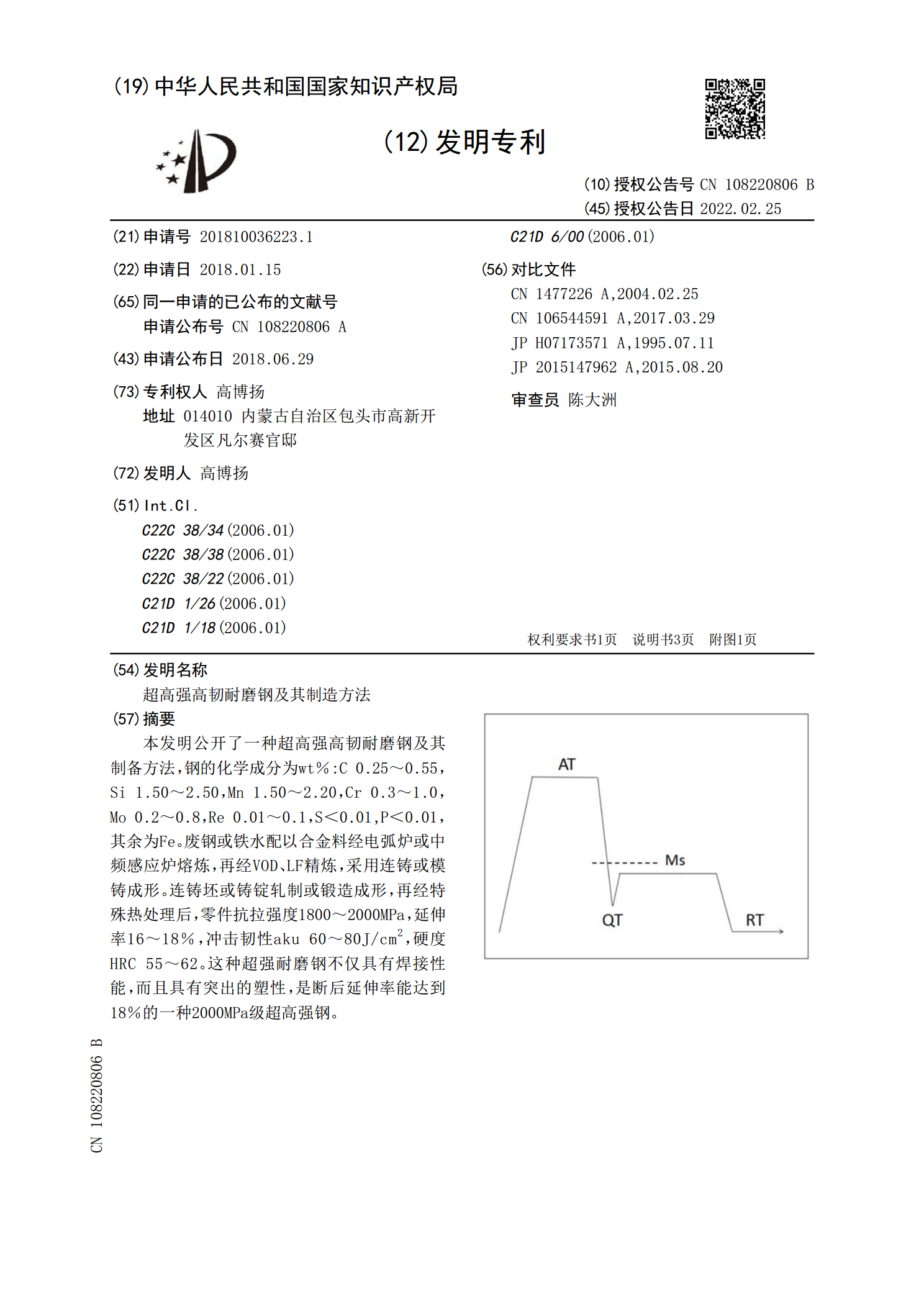
超高强高韧耐磨钢及其制造方法.pdf
本发明公开了一种超高强高韧耐磨钢及其制备方法,钢的化学成分为wt%:C0.25~0.55,Si1.50~2.50,Mn1.50~2.20,Cr0.3~1.0,Mo0.2~0.8,Re0.01~0.1,S<0.01,P<0.01,其余为Fe。废钢或铁水配以合金料经电弧炉或中频感应炉熔炼,再经VOD、LF精炼,采用连铸或模铸成形。连铸坯或铸锭轧制或锻造成形,再经特殊热处理后,零件抗拉强度1800~2000MPa,延伸率16~18%,冲击韧性aku60~80J/cm
一种高强高韧含Cu钢及其生产方法.pdf
本发明提供了一种高强高韧含Cu钢及其生产方法,钢的化学成分的重量百分比为:C?0.04%~0.07%、Si?0.25%~0.45%、Mn?0.60%~1.00%、Als0.01%~0.03%、Ni2.40%~3.20%、Cu?1.20%~1.60%、Cr?0.65%~0.90%、Mo?0.30%~0.60%、Nb?0.02%~0.04%、Ti?0.01%~0.03%、P≤0.015%、S≤0.010%,余量为铁及不可避免的杂质。采用双联法全铁水冶炼,通过转炉顶吹或顶底复合吹炼,炉外精炼处理,连铸采用全程保

一种高强高韧齿轮钢的制造方法.pdf
本发明涉及一种高强高韧齿轮钢的制造方法,其特征是:所述高强高韧齿轮钢的成分为(质量百分数):C?0.17~0.24%;Si?0.15~0.35%;Mn?0.80~1.20%;Cr?0.85~1.15%;Mo?0.15~0.35%;V??0.05~0.15%;Re?0.001%~0.003%;余量为铁和不可避免的杂质元素;采用上述化学成分,通过热轧后正火处理,经淬火和回火工艺达到高强高韧齿轮钢要求,具体按以下步骤进行:(1)钢坯加热至1150~1250℃,保温2.5~3.5小时;(2)保温后进行热轧,控制开