
一种6063铝合金型材的生产工艺.pdf

傲丝****账号

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种6063铝合金型材的生产工艺.pdf
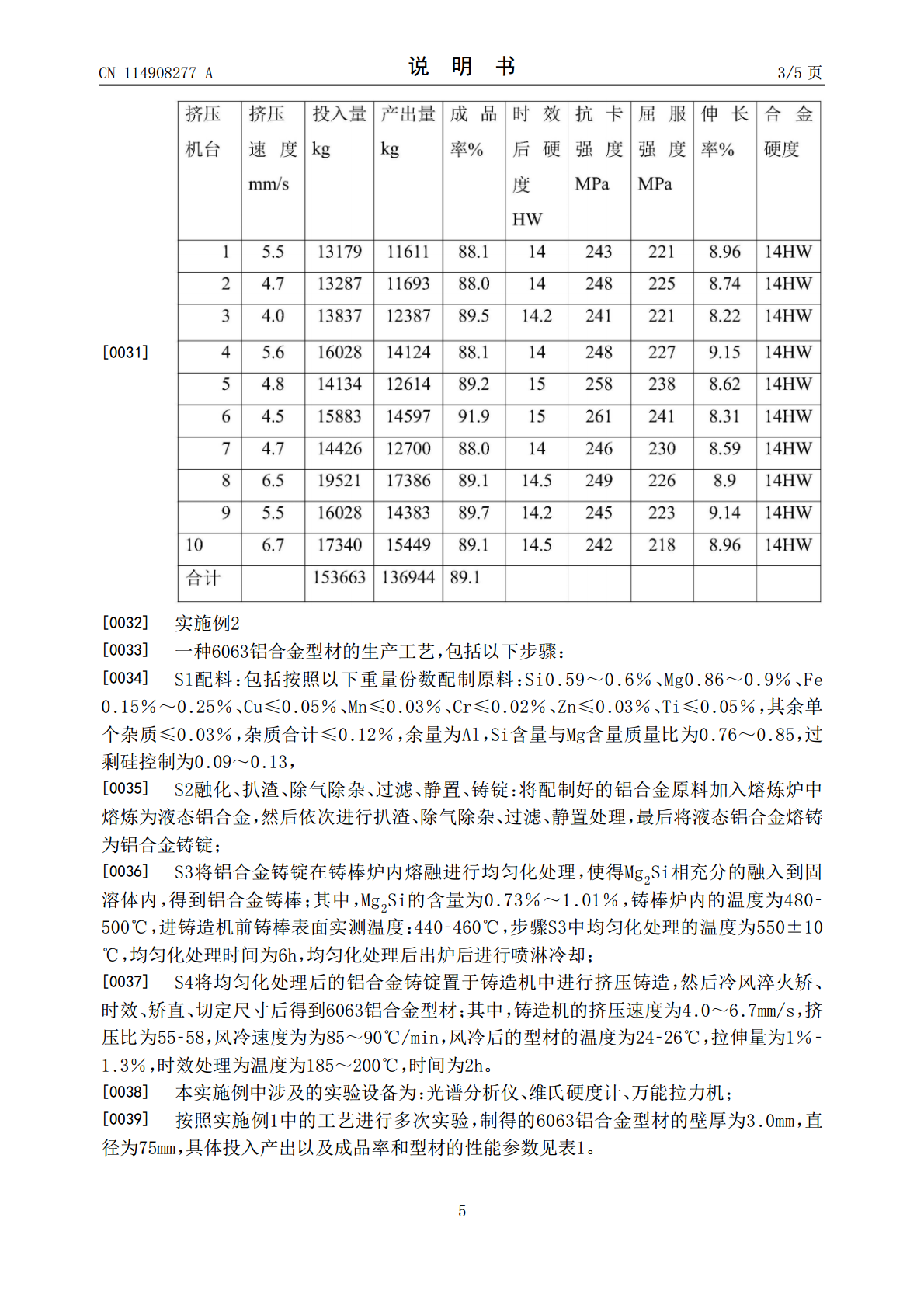
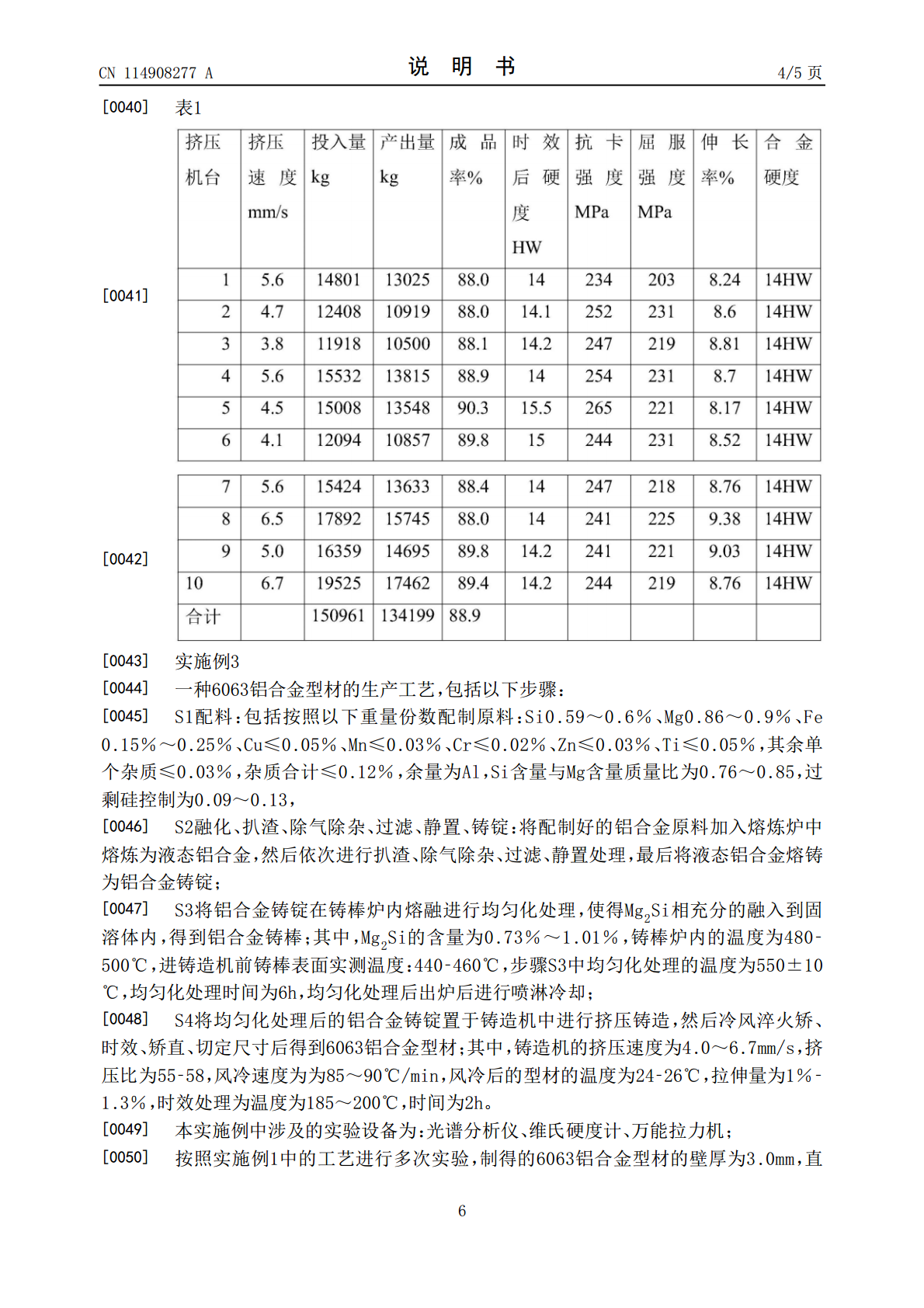
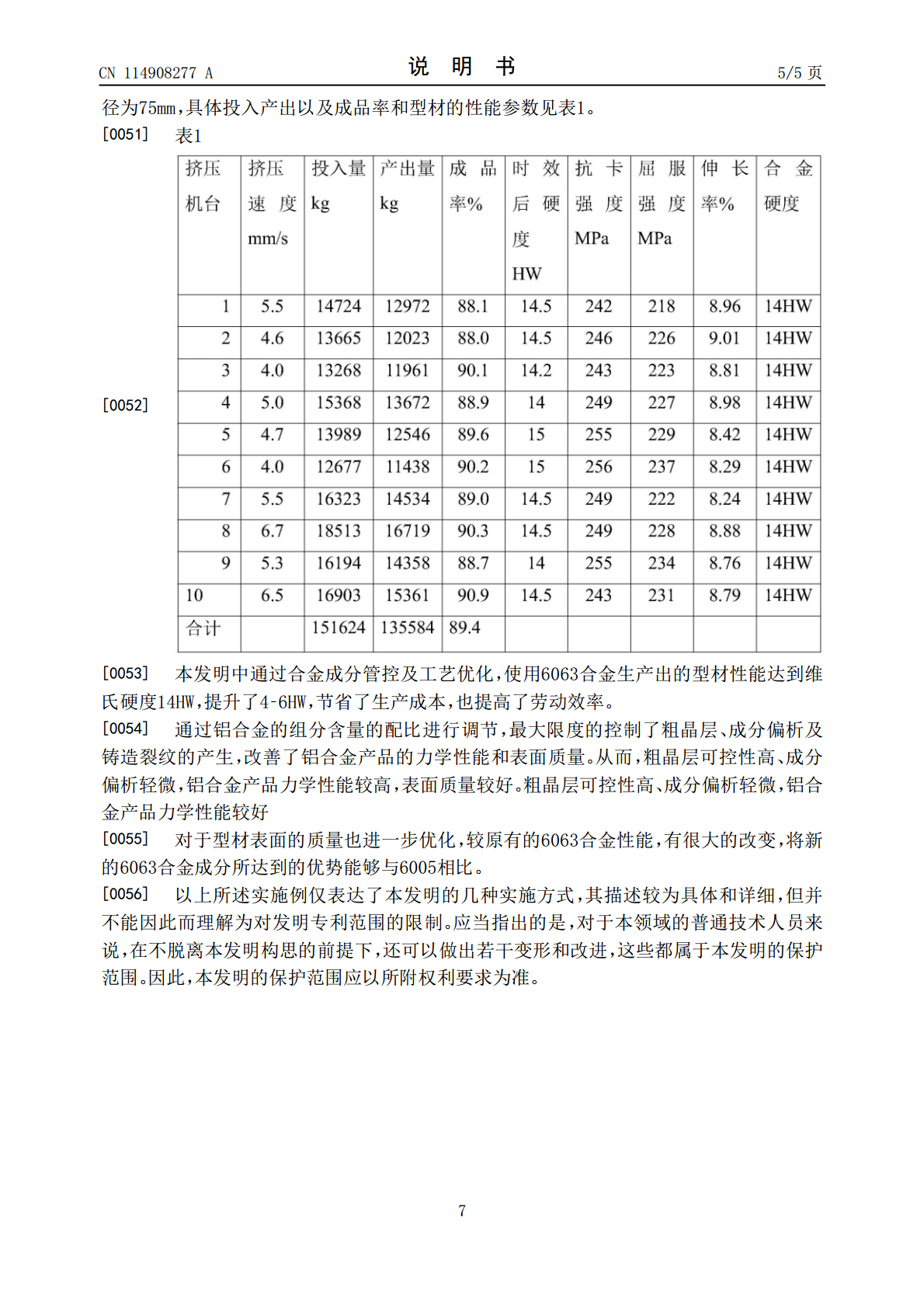
本发明涉及铝合金加工制造技术领域,尤其是一种6063铝合金型材的生产工艺;所述生产工艺包括以下步骤:配料,融化、扒渣、除气除杂、过滤、静置、铸锭:将配制好的铝合金原料加入熔炼炉中熔炼为液态铝合金,然后依次进行扒渣、除气除杂、过滤、静置处理,最后将液态铝合金熔铸为铝合金铸锭;将铝合金铸锭在铸棒炉内熔融进行均匀化处理,使得Mg
一种铝合金型材制造生产工艺.pdf
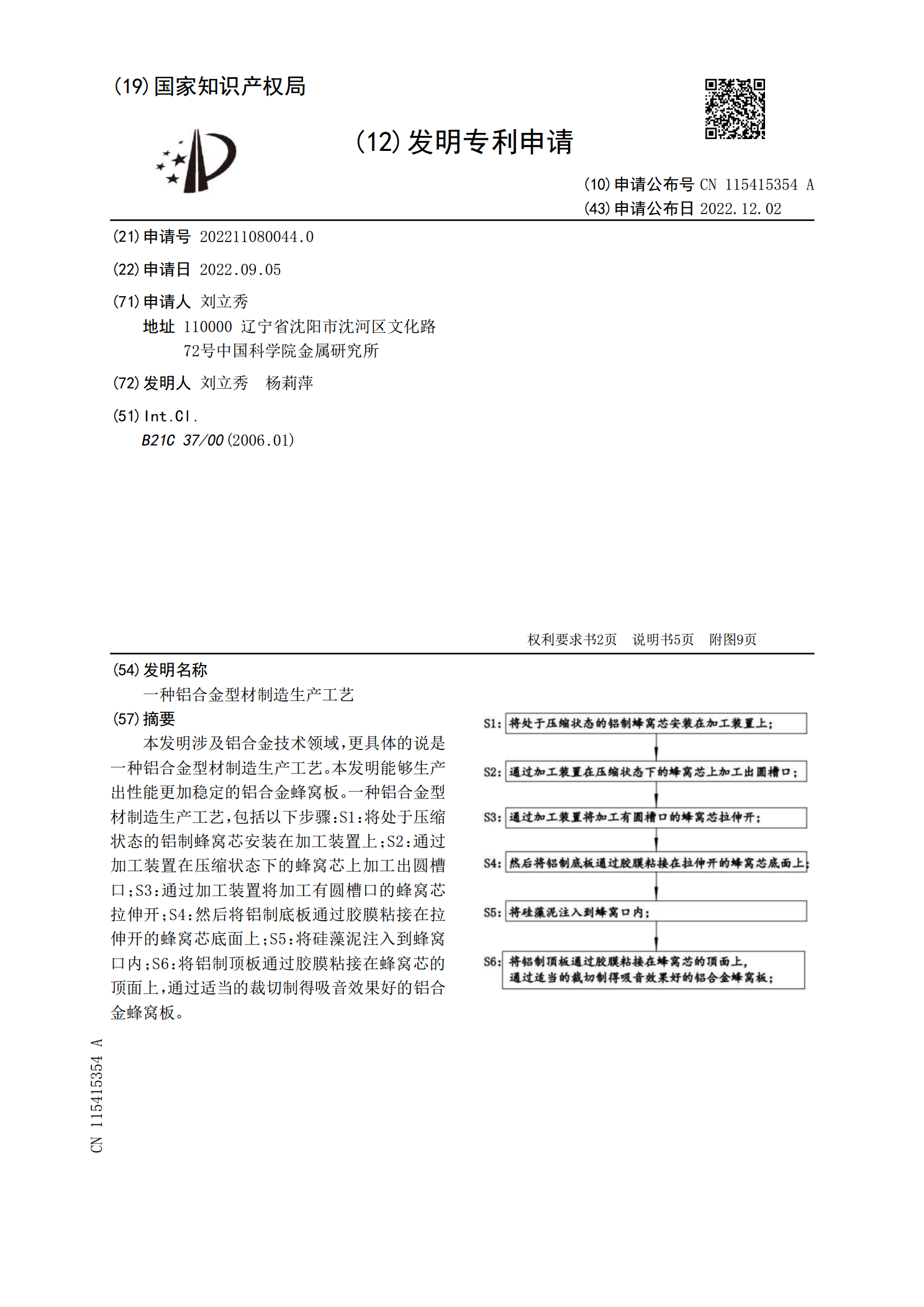
本发明涉及铝合金技术领域,更具体的说是一种铝合金型材制造生产工艺。本发明能够生产出性能更加稳定的铝合金蜂窝板。一种铝合金型材制造生产工艺,包括以下步骤:S1:将处于压缩状态的铝制蜂窝芯安装在加工装置上;S2:通过加工装置在压缩状态下的蜂窝芯上加工出圆槽口;S3:通过加工装置将加工有圆槽口的蜂窝芯拉伸开;S4:然后将铝制底板通过胶膜粘接在拉伸开的蜂窝芯底面上;S5:将硅藻泥注入到蜂窝口内;S6:将铝制顶板通过胶膜粘接在蜂窝芯的顶面上,通过适当的裁切制得吸音效果好的铝合金蜂窝板。
一种6063铝合金及其加工工艺.pdf
本发明公开了一种6063铝合金及其加工工艺,包括如下步骤:按照成分设计要求,将铝锭和Al‑Si中间合金放入炉内,待其熔化后依次加入镁锭和Al‑稀土中间合金、Al‑Ti‑B;经过除气、精炼、搅拌、扒渣等工序后,于730℃采用半连续水冷铸造法铸造100mm×4000mm的铸棒;将其切割为100mm×390mm的锭坯,锭坯在560℃均匀化处理6h;最后用6MN挤压机热挤压成型材。本发明向6063铝合金中加入稀土并严格控制镁、硅含量后,可提高其热挤压性能。向6063铝合金中加入稀土后,改善析出物的形状,对铸锭组织
一种铝合金多空腔型材挤压生产工艺.pdf
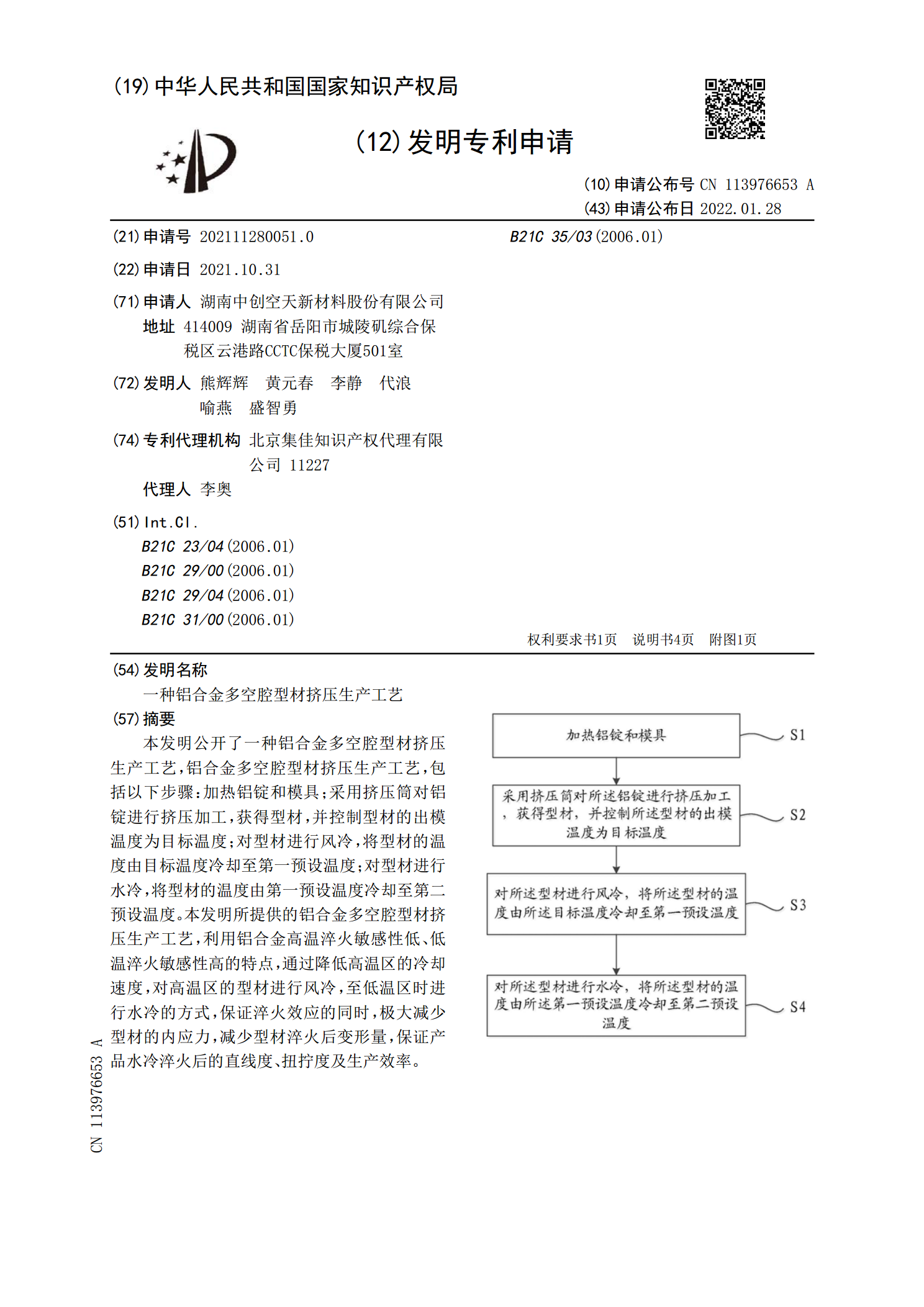
本发明公开了一种铝合金多空腔型材挤压生产工艺,铝合金多空腔型材挤压生产工艺,包括以下步骤:加热铝锭和模具;采用挤压筒对铝锭进行挤压加工,获得型材,并控制型材的出模温度为目标温度;对型材进行风冷,将型材的温度由目标温度冷却至第一预设温度;对型材进行水冷,将型材的温度由第一预设温度冷却至第二预设温度。本发明所提供的铝合金多空腔型材挤压生产工艺,利用铝合金高温淬火敏感性低、低温淬火敏感性高的特点,通过降低高温区的冷却速度,对高温区的型材进行风冷,至低温区时进行水冷的方式,保证淬火效应的同时,极大减少型材的内应力
一种铝合金飞机行李架型材生产工艺.pdf
本发明提供了一种铝合金飞机行李架型材生产工艺,以解决现有技术中的飞机行李架强度差、不易焊接和笨重的技术问题。本发明主要包括成分确定、材料熔炼、材料精炼和炉前分析等十个步骤。本发明在材料上选用了7003铝合金,且详细计算和严格控制了金属元素的含量,提高了型材的强度,使型材更易焊接、不易断裂且更轻便。