
一种线路板无铅喷锡的控制方法.pdf

小代****回来

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种线路板无铅喷锡的控制方法.pdf
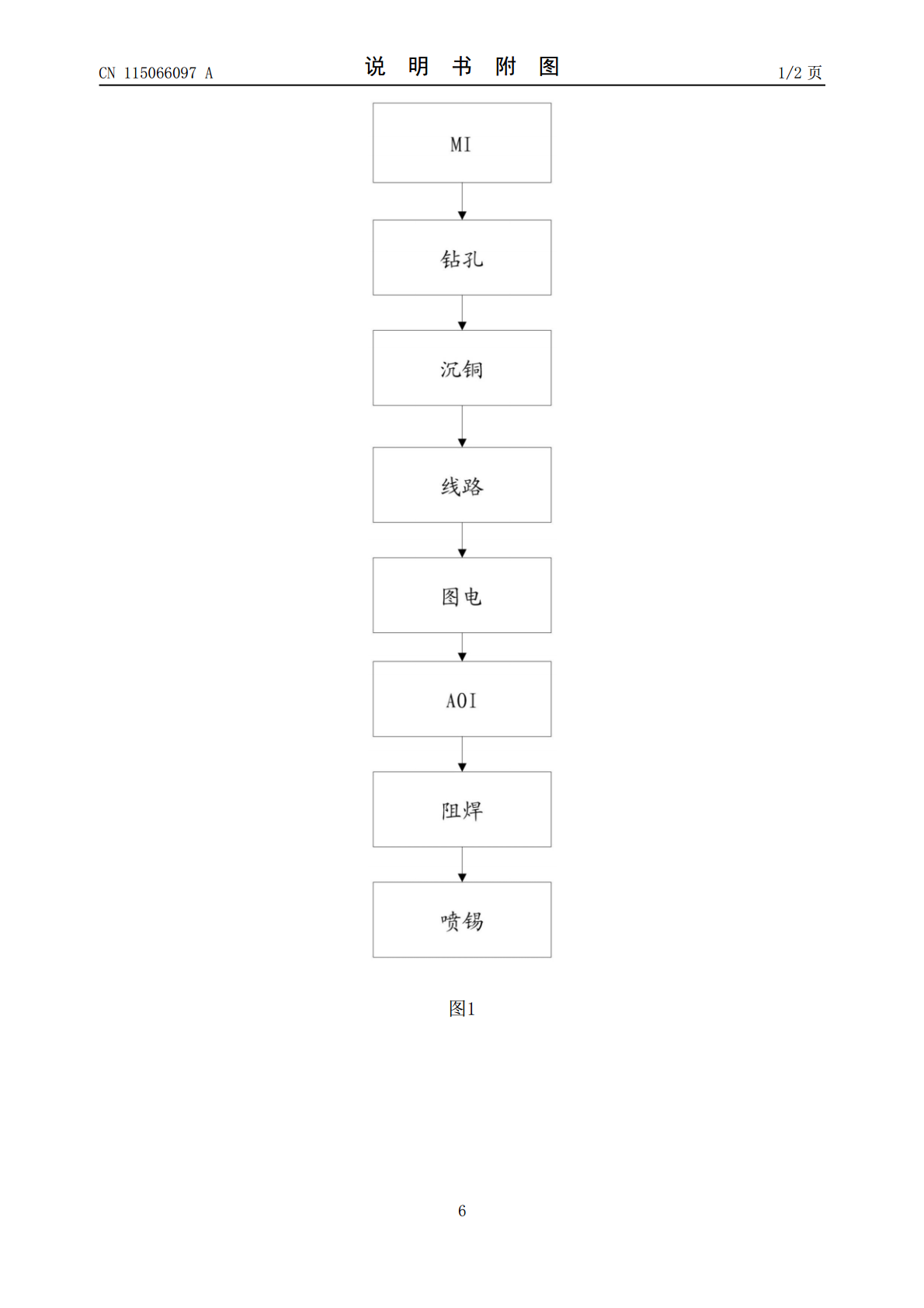
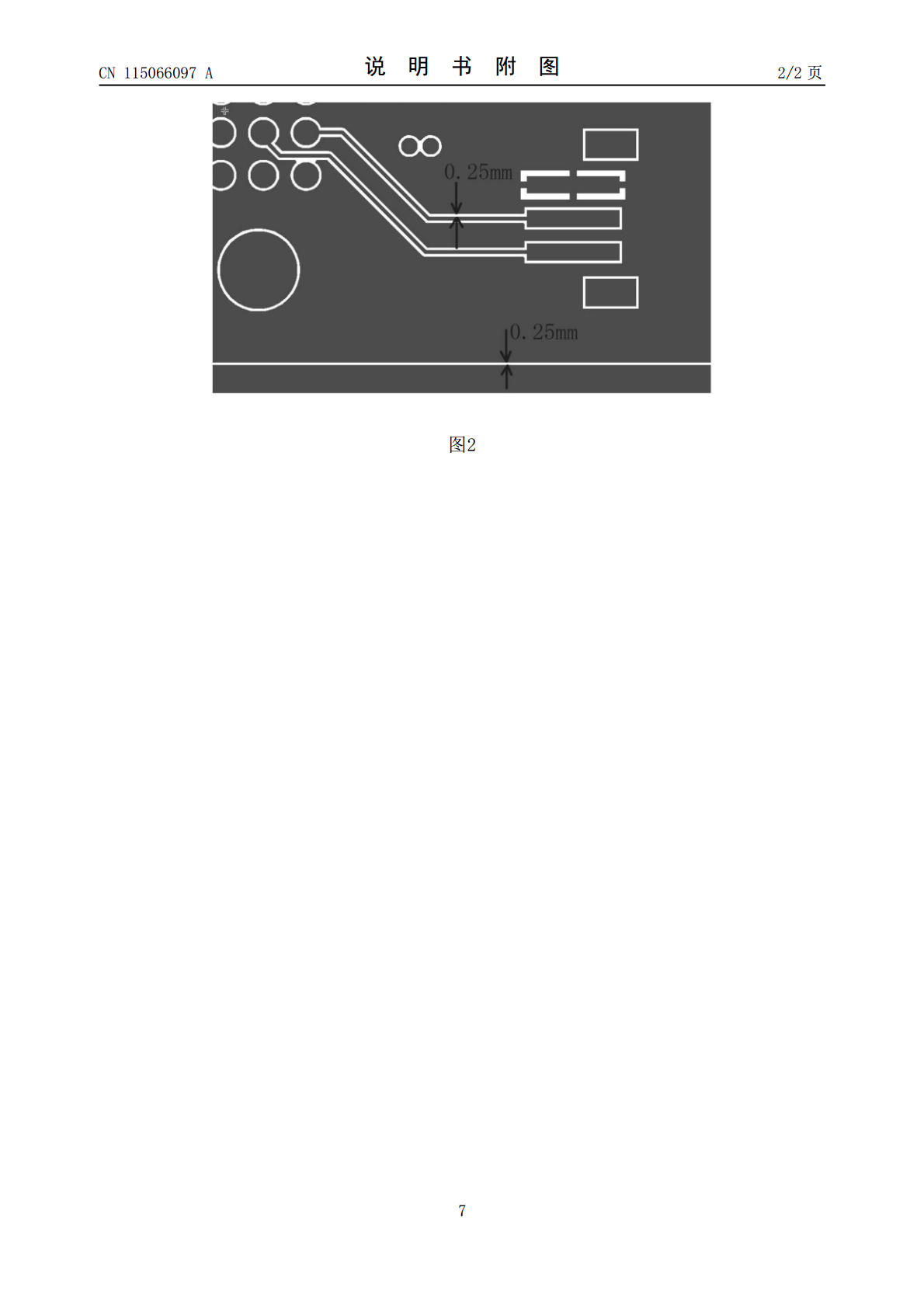
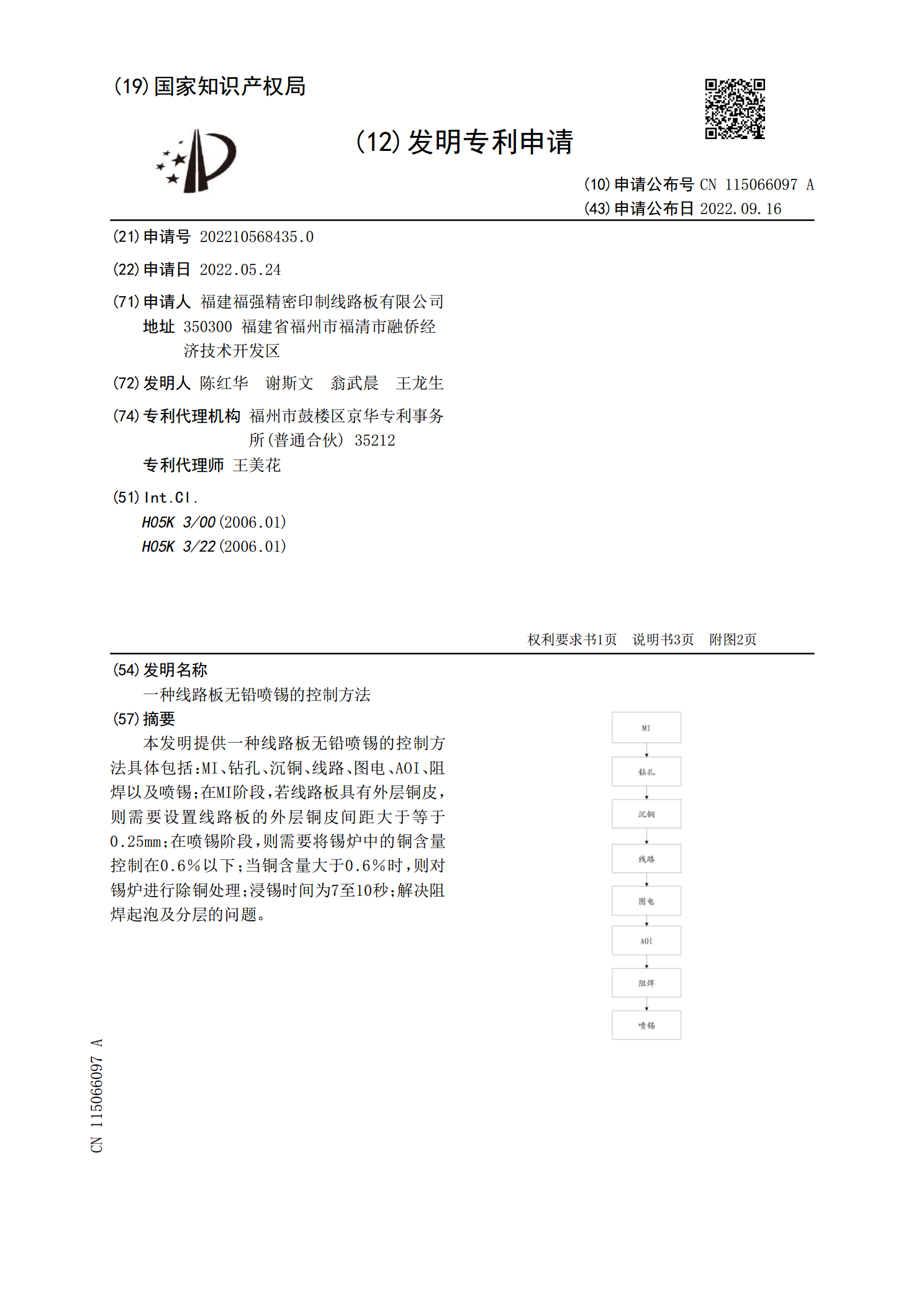
本发明提供一种线路板无铅喷锡的控制方法具体包括:MI、钻孔、沉铜、线路、图电、AOI、阻焊以及喷锡;在MI阶段,若线路板具有外层铜皮,则需要设置线路板的外层铜皮间距大于等于0.25mm;在喷锡阶段,则需要将锡炉中的铜含量控制在0.6%以下;当铜含量大于0.6%时,则对锡炉进行除铜处理;浸锡时间为7至10秒;解决阻焊起泡及分层的问题。
无铅喷锡生产指示.pdf
LF-HASLWorkInstructionStatus无铅喷锡工序操作指示状态Doc.No.文件编号:MEI032Issue-Rev.版本-修订:04-01

一种新型无铅无卤喷锡助焊剂.pdf
本发明涉及一种新型无铅无卤喷锡助焊剂,由以下成分及重量百分比制成:聚醚10%~70%、聚乙二醇10%~70%、特种全氟表面活性剂0.1%~0.5%、去离子水10%~50%、丁二酸0.1%~10%、已二酸0.1%~10%、辛二酸0.1%~10%、无水乙醇1%~20%、甲醇1%~20%、苯并三氮唑0.1%~10%。使用本新型无铅无卤喷锡助焊剂即可明显增强线路板表面的小焊盘和小孔的上锡性好,保证集成IC线路不会连线,且使板面残留物易清洗,锡炉残留物耐高温而很小烟雾,气味小,与其他产品比更加净化了工作环境。
一种均匀厚度的无铅焊锡喷锡工艺.pdf
本领域涉及焊锡工艺的技术领域,提供了一种均匀厚度的无铅焊锡喷锡工艺,步骤至少包括:(1)喷锡前处理:依次对PCB板进行微蚀清洗、水洗、吹干、涂布助焊剂;(2)喷锡机喷锡:对步骤(1)处理后的PCB板进行焊锡合金喷锡,锡炉温度为265‑275℃;(3)喷锡后处理:对步骤(2)处理后的PCB板依次经过浸泡热水洗、水洗、烘干处理。
一种喷锡均匀的厚度可调式电路板表面处理用无铅喷锡装置.pdf
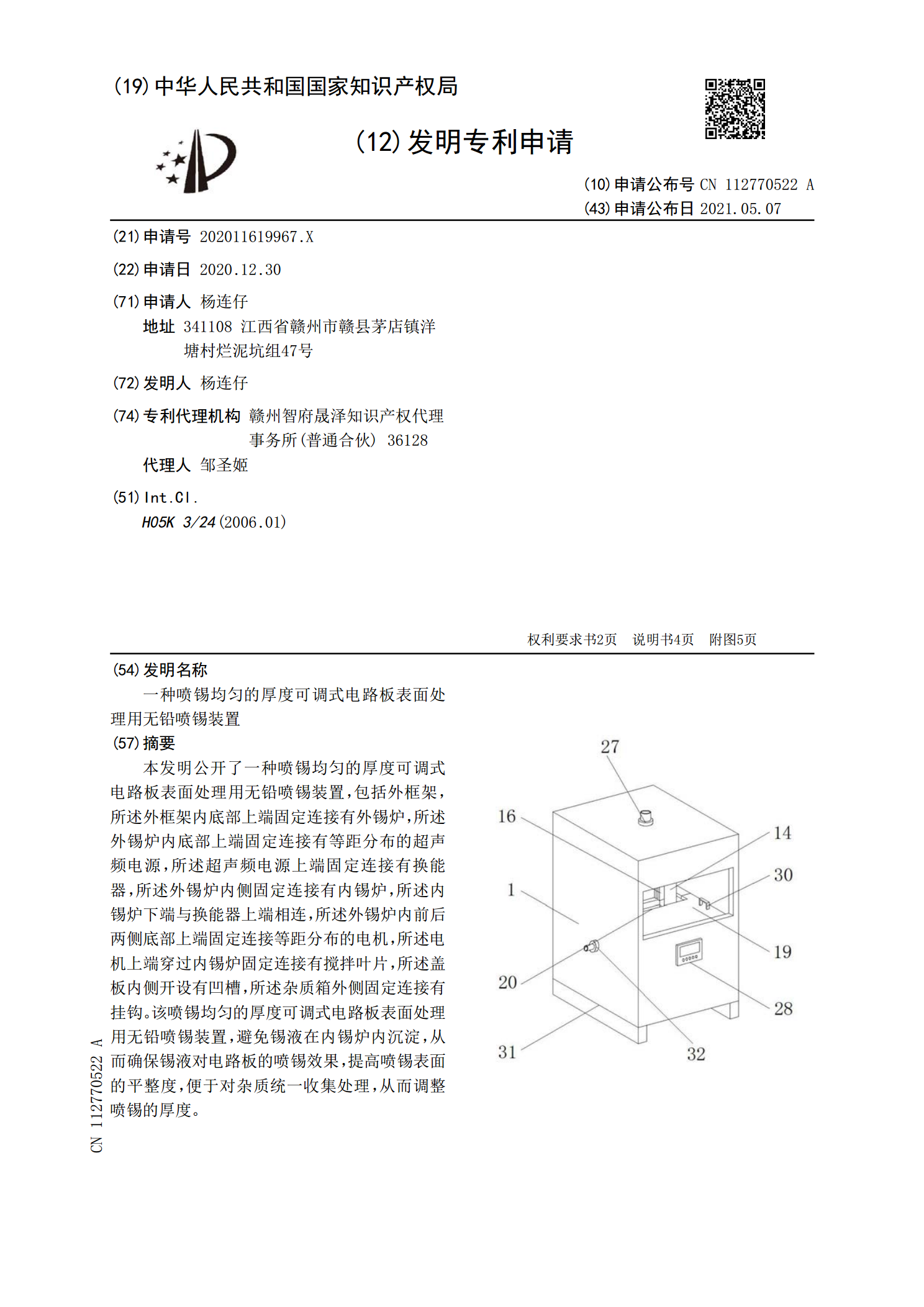
本发明公开了一种喷锡均匀的厚度可调式电路板表面处理用无铅喷锡装置,包括外框架,所述外框架内底部上端固定连接有外锡炉,所述外锡炉内底部上端固定连接有等距分布的超声频电源,所述超声频电源上端固定连接有换能器,所述外锡炉内侧固定连接有内锡炉,所述内锡炉下端与换能器上端相连,所述外锡炉内前后两侧底部上端固定连接等距分布的电机,所述电机上端穿过内锡炉固定连接有搅拌叶片,所述盖板内侧开设有凹槽,所述杂质箱外侧固定连接有挂钩。该喷锡均匀的厚度可调式电路板表面处理用无铅喷锡装置,避免锡液在内锡炉内沉淀,从而确保锡液对电路