
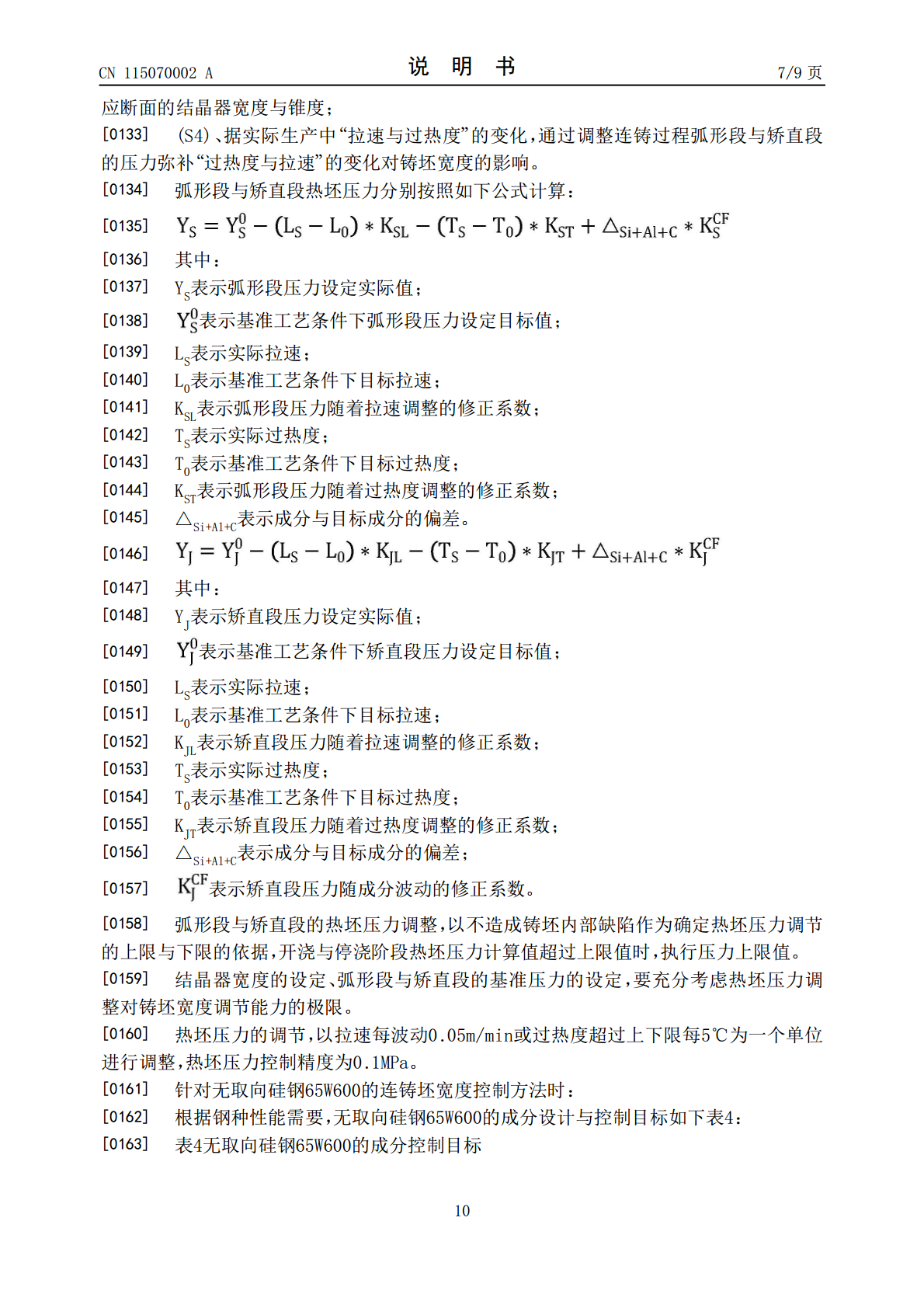
一种连铸坯宽度的精确控制的方法.pdf

Ro****44

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸坯宽度的精确控制的方法.pdf
本发明公开了一种连铸坯宽度的精确控制的方法,通过控制连铸过程热坯压力与拉速、成分、过热度的匹配关系,控制连铸坯宽度的偏差值为0~10mm,铸坯连铸之前需要对其进行铁水预处理、转炉冶炼、吹氩和RH精炼处理。本发明提供的一种连铸坯宽度的精确控制的方法,根据钢种,确定其基准工艺参数、结晶器下口宽度与二冷区热坯基准压力,针对生产节奏不匹配等异常情况造成的拉速、过热度波动,通过调整热坯压力来弥补拉速、过热度偏离基准值对铸坯宽度的影响,从而保证铸坯宽度控制精度满足0‑15mm的要求,该方法可以较好的解决生产异常情况下
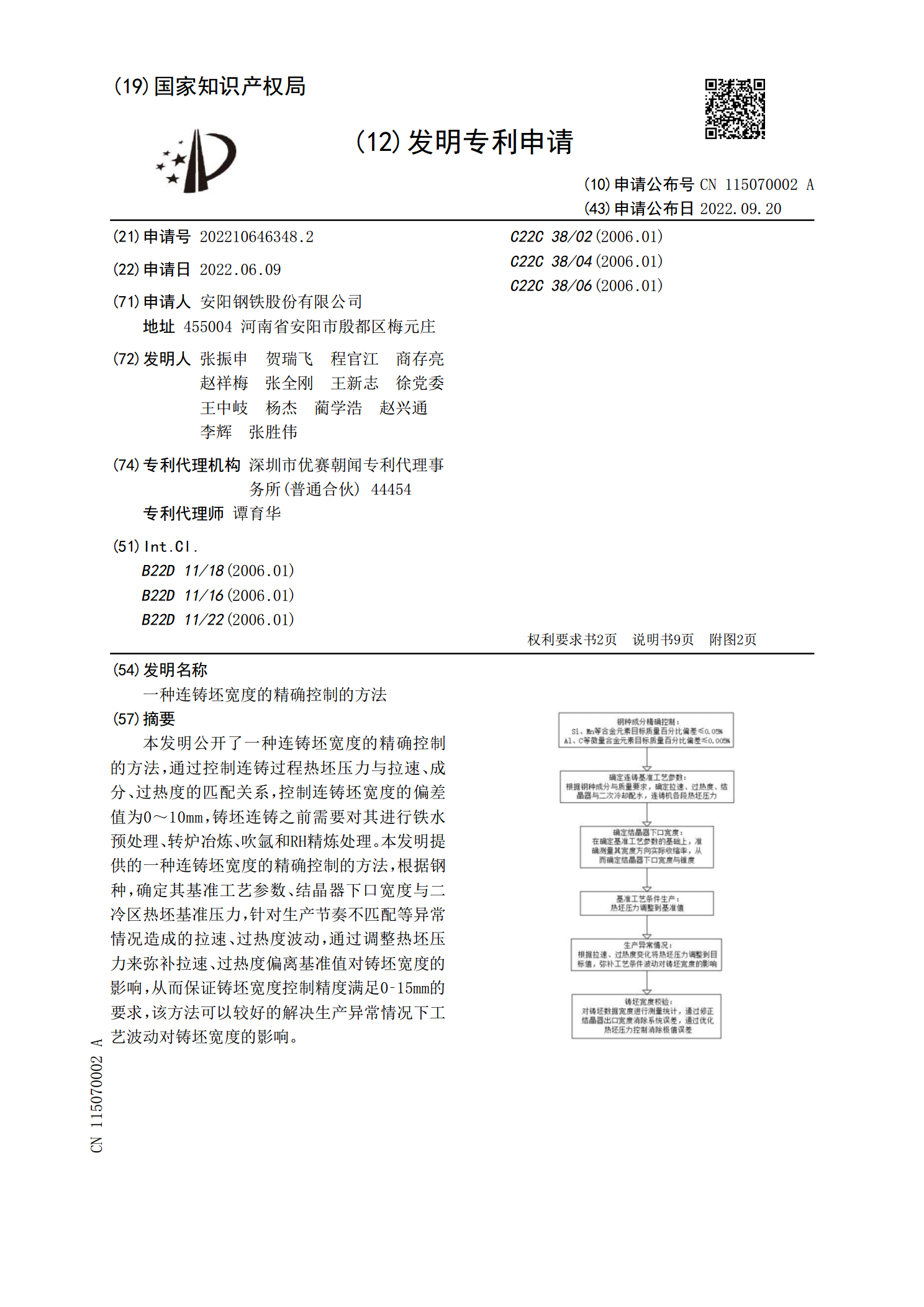
一种连铸铸坯宽度的自动、快速、准确预报方法.pdf
本发明公开了一种连铸铸坯宽度的自动、快速、准确预报方法,属于炼钢连铸技术领域。本发明建立了铸坯实际宽度与主要影响因子之间的模型,通过数据采集系统和连铸一级系统、连铸二级系统,对连铸机生产中的拉速曲线、铸流浇铸长度曲线、钢种、炉号、结晶器下口宽度等铸坯信息进行采集及匹配,再将数据采集系统与QMS管理应用平台建立通讯,将其相应数据传输至QMS管理应用平台进行铸坯宽度计算,并将计算结果反馈给热轧产线,从而能够自动、快速、准确地预报连铸铸坯宽度,减少了铸坯实际宽度与理论宽度的偏差,降低铸坯入库后宽度测量的工作量,
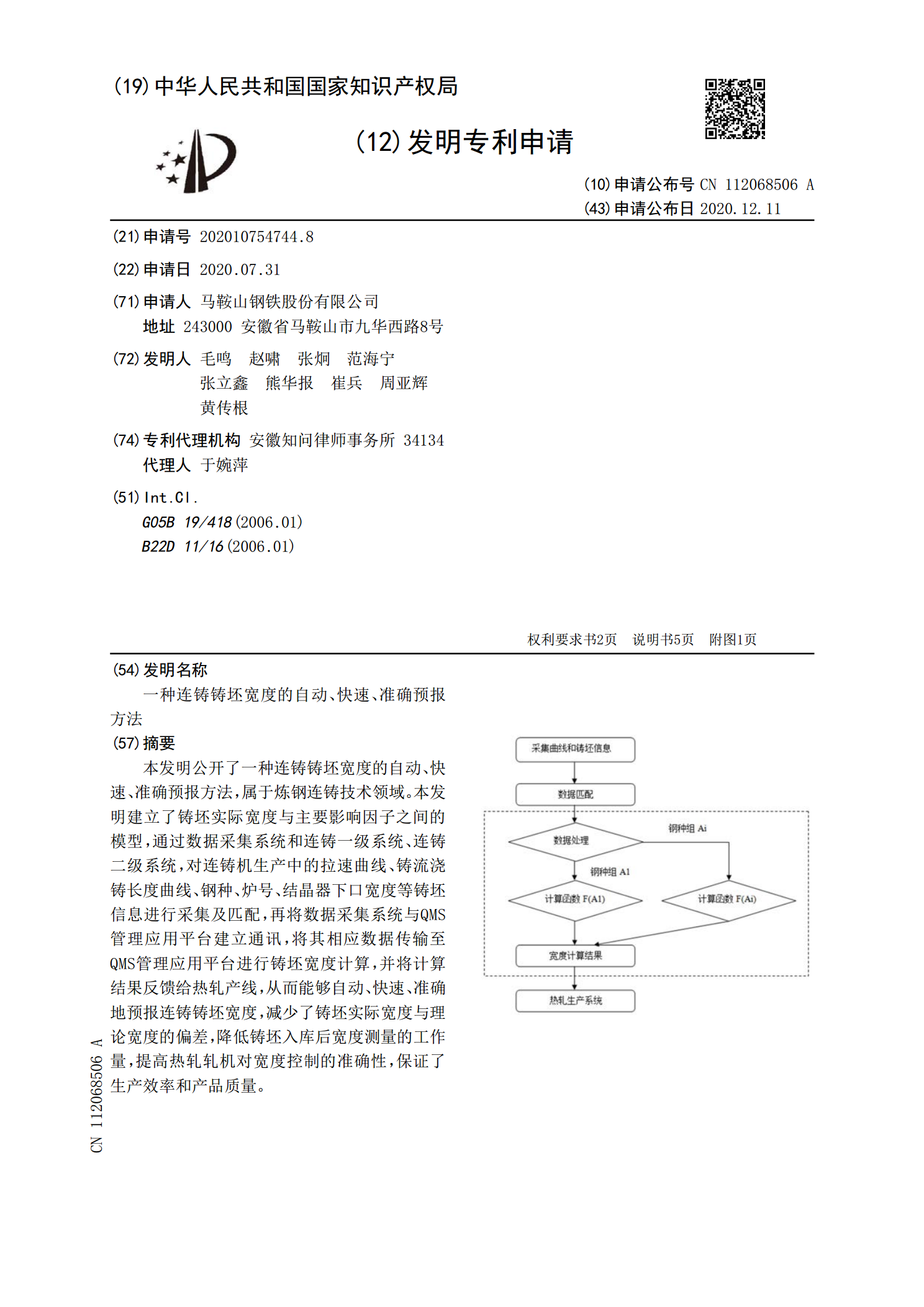
一种连铸坯长度精确测量方法.pdf
本发明提供一种连铸坯长度精确测量方法。本发明的方法包括:(1)通过切割机大车位置检测系统采集当切割机主压下并铸坯切割开始时大车位置为S
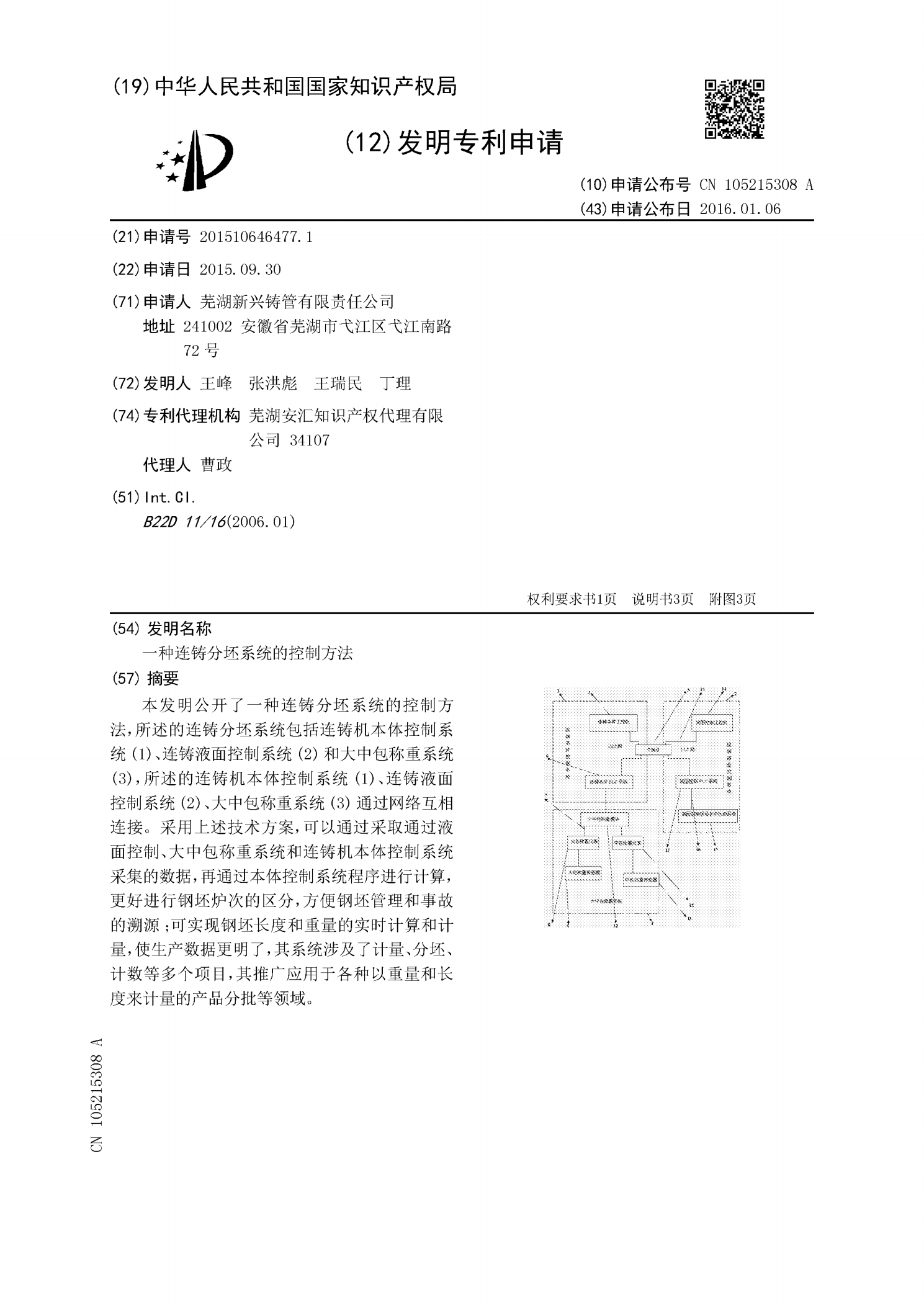
一种连铸分坯系统的控制方法.pdf
本发明公开了一种连铸分坯系统的控制方法,所述的连铸分坯系统包括连铸机本体控制系统(1)、连铸液面控制系统(2)和大中包称重系统(3),所述的连铸机本体控制系统(1)、连铸液面控制系统(2)、大中包称重系统(3)通过网络互相连接。采用上述技术方案,可以通过采取通过液面控制、大中包称重系统和连铸机本体控制系统采集的数据,再通过本体控制系统程序进行计算,更好进行钢坯炉次的区分,方便钢坯管理和事故的溯源;可实现钢坯长度和重量的实时计算和计量,使生产数据更明了,其系统涉及了计量、分坯、计数等多个项目,其推广应用于各
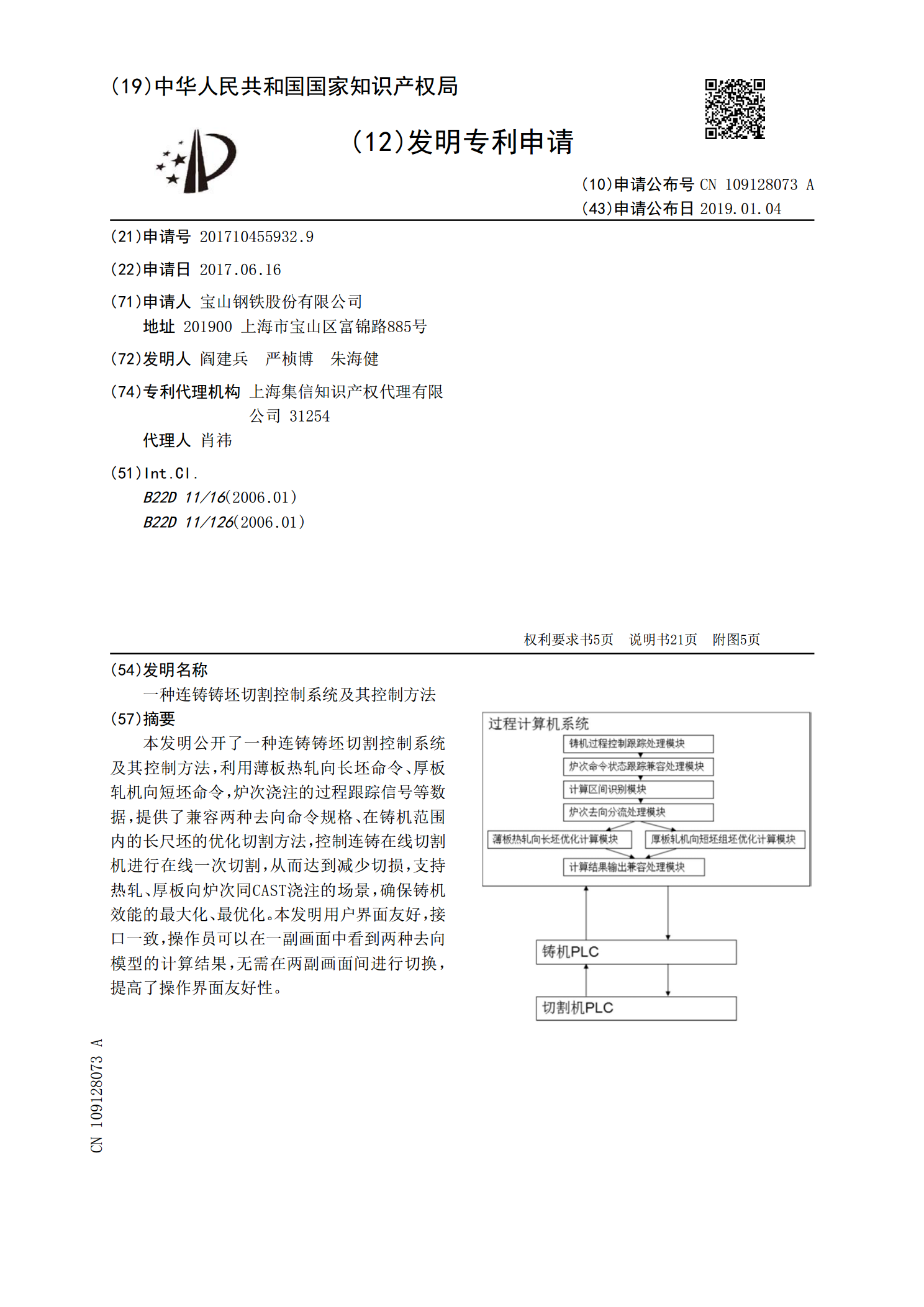
一种连铸铸坯切割控制系统及其控制方法.pdf
本发明公开了一种连铸铸坯切割控制系统及其控制方法,利用薄板热轧向长坯命令、厚板轧机向短坯命令,炉次浇注的过程跟踪信号等数据,提供了兼容两种去向命令规格、在铸机范围内的长尺坯的优化切割方法,控制连铸在线切割机进行在线一次切割,从而达到减少切损,支持热轧、厚板向炉次同CAST浇注的场景,确保铸机效能的最大化、最优化。本发明用户界面友好,接口一致,操作员可以在一副画面中看到两种去向模型的计算结果,无需在两副画面间进行切换,提高了操作界面友好性。