
铝卷的中间退火方法.pdf

曦晨****22

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝卷的中间退火方法.pdf
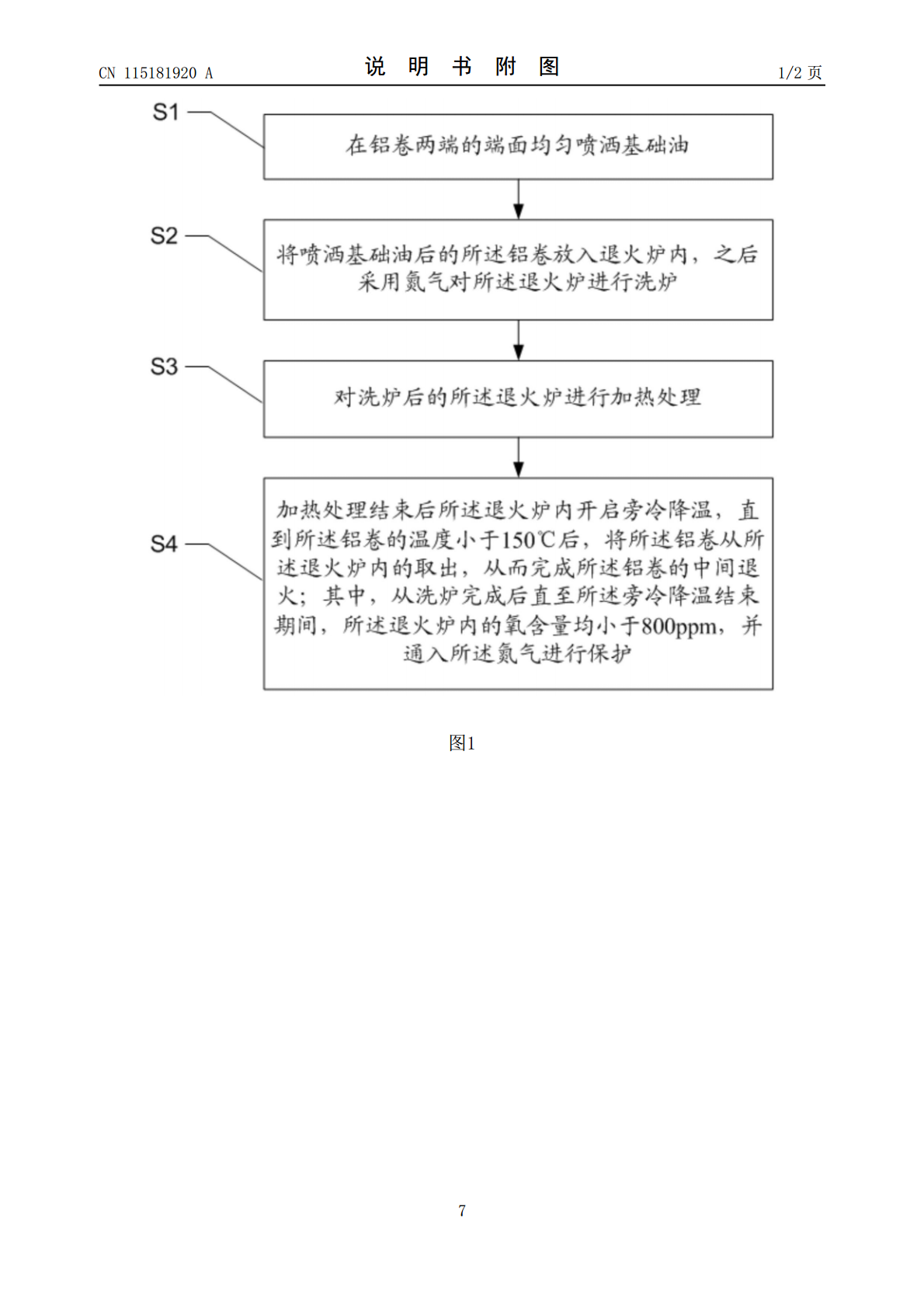
本发明公开了一种铝卷的中间退火方法,其包括步骤:S1、在铝卷两端的端面均匀喷洒基础油;S2、将喷洒基础油后的所述铝卷放入退火炉内,之后采用氮气对所述退火炉进行洗炉;S3、对洗炉后的所述退火炉进行加热处理;S4、加热处理结束后所述退火炉内开启旁冷降温,直到所述铝卷的温度小于150℃后,将所述铝卷从所述退火炉内的取出,从而完成所述铝卷的中间退火。本发明降低了铝卷轧制后出现边部发白色差的现象,相应的避免了铝卷的改制或改切,另外,该铝卷的中间退火方法技术简单、操作难度低、工艺周期短、生产效率高且无需配合非铝合金生
消除冷轧铝卷退火起皱缺陷的方法.pdf
本发明公开一种消除冷轧铝卷退火起皱缺陷的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝卷的卷取张应力≤12MPa;完全退火时,炉气温度升至200℃~220℃,当铝卷温度升至150℃~180℃后,进行保温,保温时间≥6小时;保温结束后,炉气温度升至400℃~500℃,升温时间≥6小时;当铝卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除冷轧铝卷退火起皱缺陷的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。
一种铝卷退火除油方法.pdf
本发明公开了一种铝卷退火除油方法,在负压和换气条件下进行如下步骤:S1.将铝卷置于退火炉内后,升温至180~220℃,保温8~16h;S2.然后以升温速率5~20℃/h升温至230~258℃,保温8~16h;S3.再升温并在高温下进行机械性能调整,冷却。本发明在负压和换气的条件下,采用三段式退火除油工艺,同时控制第二段低温除油的升温速率和保温温度,从而有效去除铝卷表面的轧制油,除油效果非常好,而且退火时间较短,生产效率较高,能耗较少,生产成本适中,极具应用价值。
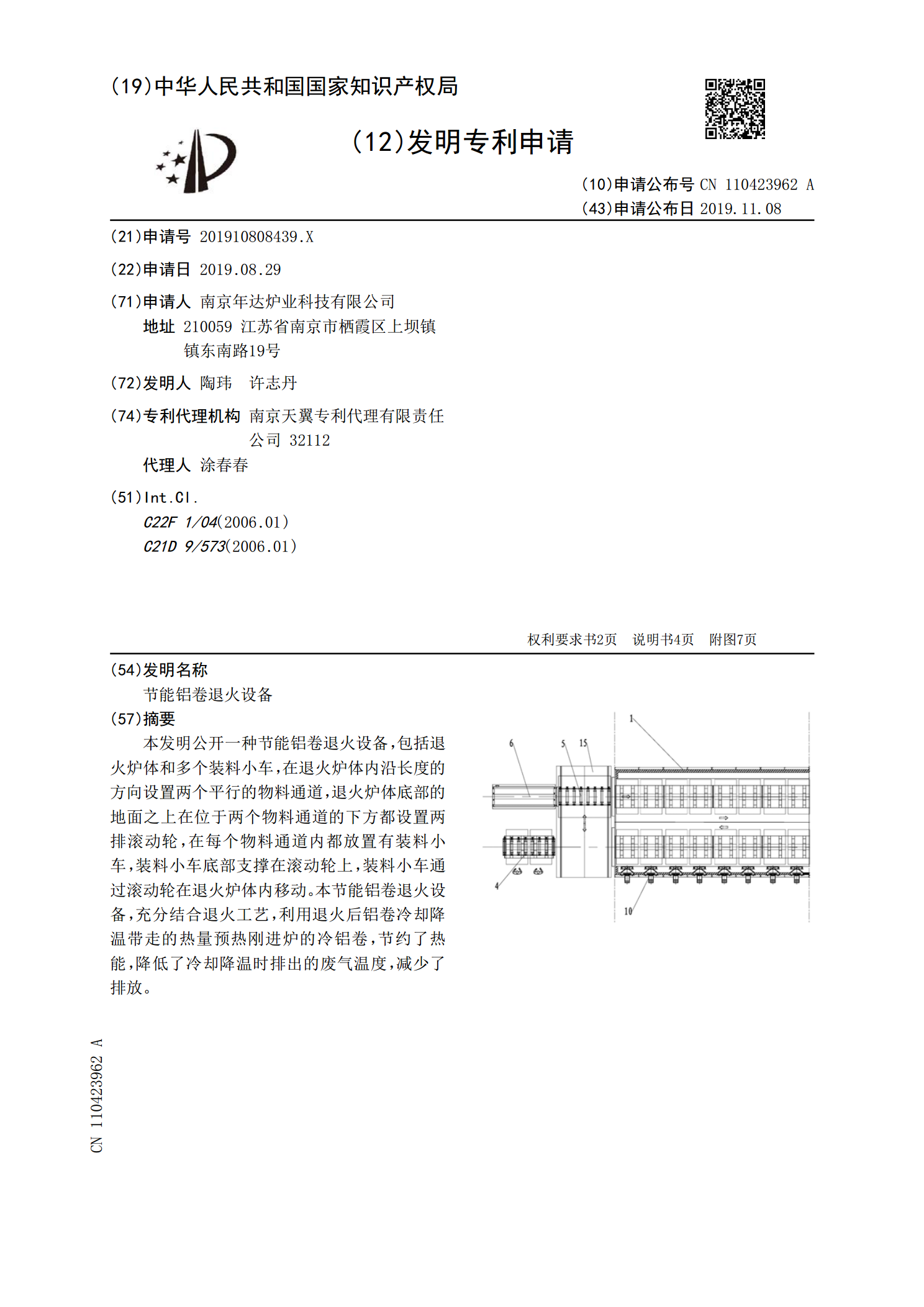
节能铝卷退火设备.pdf
本发明公开一种节能铝卷退火设备,包括退火炉体和多个装料小车,在退火炉体内沿长度的方向设置两个平行的物料通道,退火炉体底部的地面之上在位于两个物料通道的下方都设置两排滚动轮,在每个物料通道内都放置有装料小车,装料小车底部支撑在滚动轮上,装料小车通过滚动轮在退火炉体内移动。本节能铝卷退火设备,充分结合退火工艺,利用退火后铝卷冷却降温带走的热量预热刚进炉的冷铝卷,节约了热能,降低了冷却降温时排出的废气温度,减少了排放。
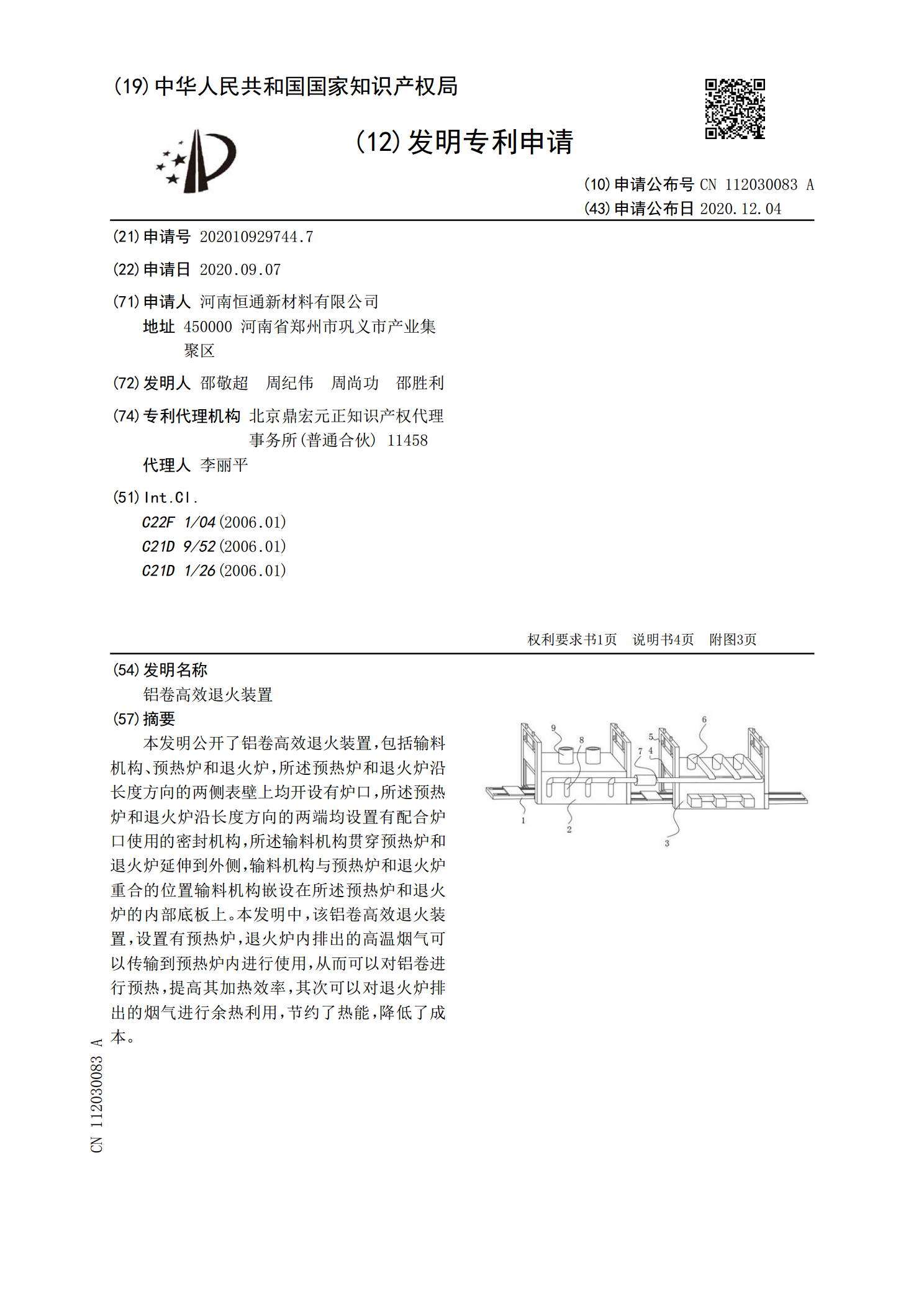
铝卷高效退火装置.pdf
本发明公开了铝卷高效退火装置,包括输料机构、预热炉和退火炉,所述预热炉和退火炉沿长度方向的两侧表壁上均开设有炉口,所述预热炉和退火炉沿长度方向的两端均设置有配合炉口使用的密封机构,所述输料机构贯穿预热炉和退火炉延伸到外侧,输料机构与预热炉和退火炉重合的位置输料机构嵌设在所述预热炉和退火炉的内部底板上。本发明中,该铝卷高效退火装置,设置有预热炉,退火炉内排出的高温烟气可以传输到预热炉内进行使用,从而可以对铝卷进行预热,提高其加热效率,其次可以对退火炉排出的烟气进行余热利用,节约了热能,降低了成本。