
一种汽车用大梁钢的精炼制备方法.pdf

是你****馨呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车用大梁钢的精炼制备方法.pdf
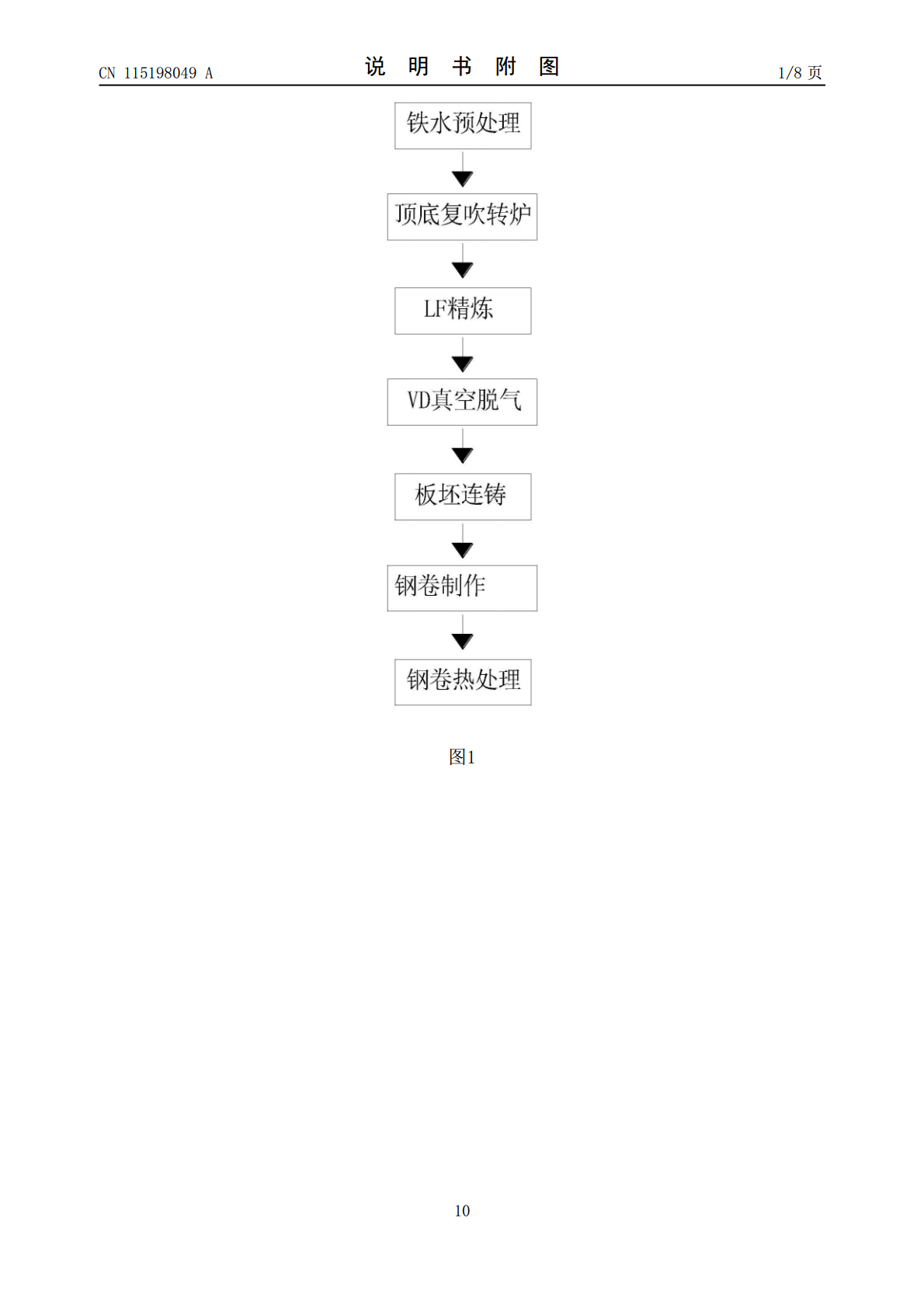
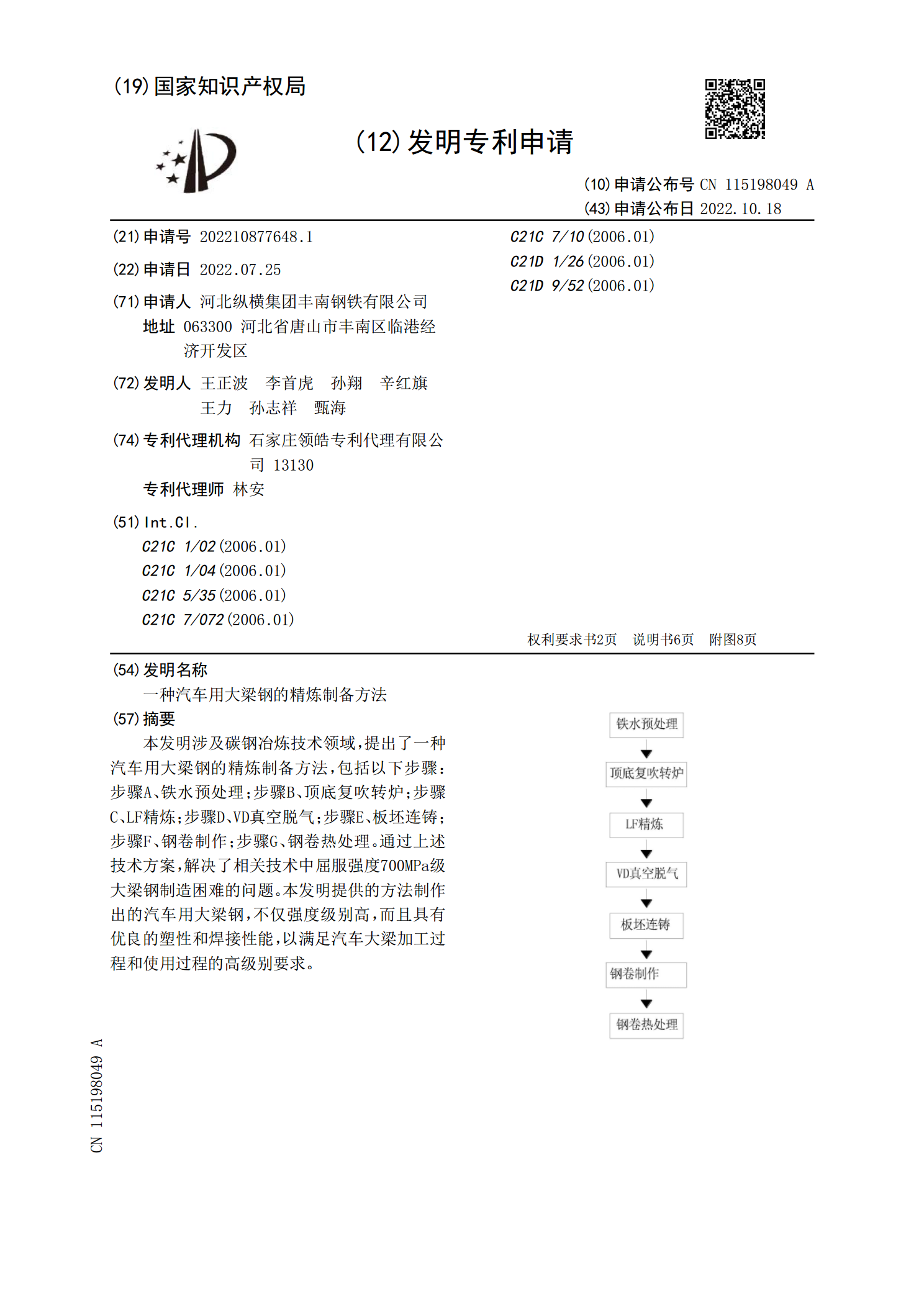
本发明涉及碳钢冶炼技术领域,提出了一种汽车用大梁钢的精炼制备方法,包括以下步骤:步骤A、铁水预处理;步骤B、顶底复吹转炉;步骤C、LF精炼;步骤D、VD真空脱气;步骤E、板坯连铸;步骤F、钢卷制作;步骤G、钢卷热处理。通过上述技术方案,解决了相关技术中屈服强度700MPa级大梁钢制造困难的问题。本发明提供的方法制作出的汽车用大梁钢,不仅强度级别高,而且具有优良的塑性和焊接性能,以满足汽车大梁加工过程和使用过程的高级别要求。
一种590L汽车大梁用钢及其CSP制备方法.pdf
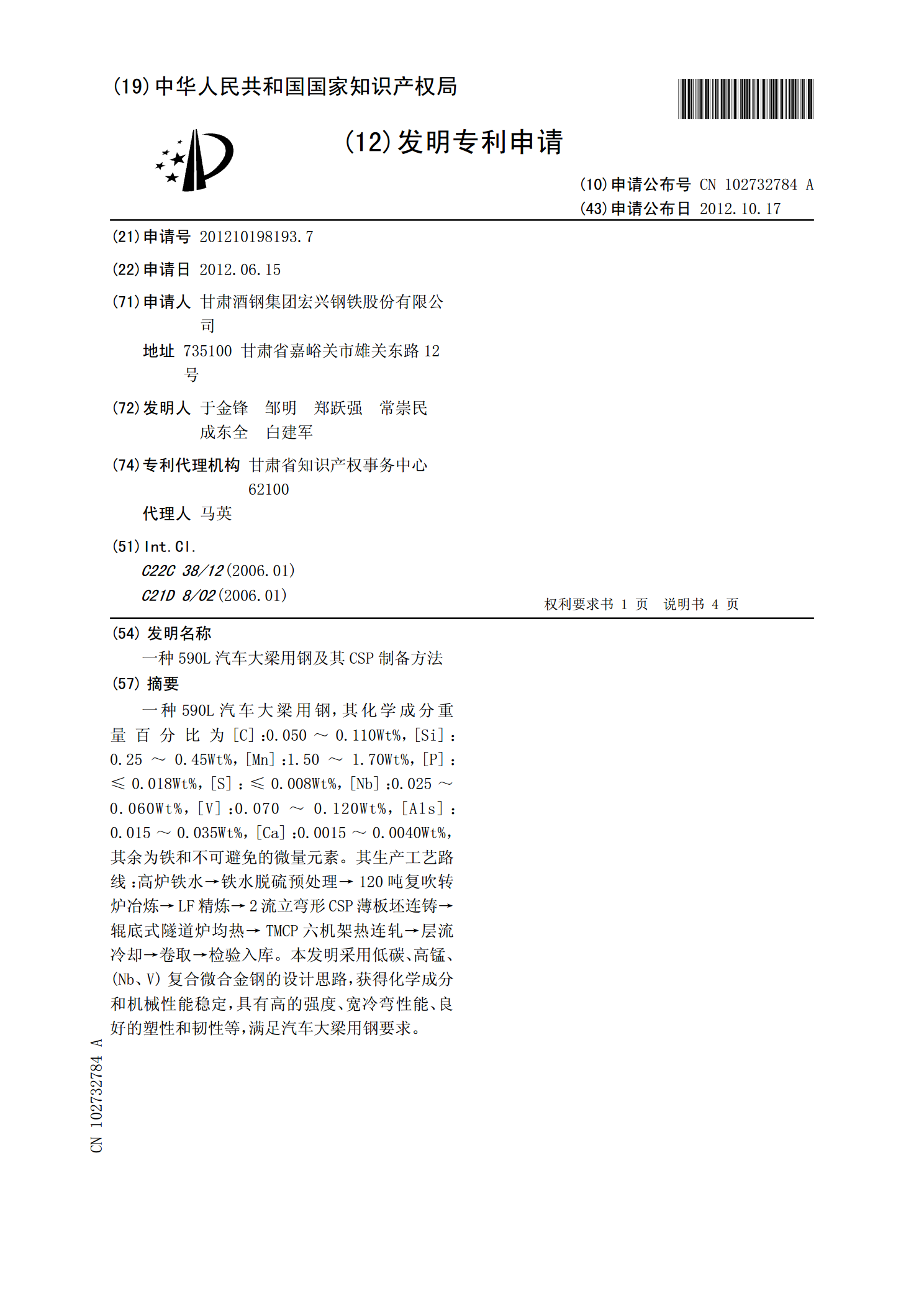
一种590L汽车大梁用钢,其化学成分重量百分比为[C]:0.050~0.110Wt%,[Si]:0.25~0.45Wt%,[Mn]:1.50~1.70Wt%,[P]:≤0.018Wt%,[S]:≤0.008Wt%,[Nb]:0.025~0.060Wt%,[V]:0.070~0.120Wt%,[Als]:0.015~0.035Wt%,[Ca]:0.0015~0.0040Wt%,其余为铁和不可避免的微量元素。其生产工艺路线:高炉铁水→铁水脱硫预处理→120吨复吹转炉冶炼→LF精炼→2流立弯形CSP薄板坯连铸→
一种610L汽车大梁用钢及其CSP制备方法.pdf
一种610L汽车大梁用钢,其化学成分重量百分比为[C]:0.040~0.100Wt%,[Si]:0.25~0.40Wt%,[Mn]:1.45~1.60Wt%,[P]:≤0.018Wt%,[S]:≤0.008Wt%,[Nb]:0.030~0.052Wt%,[V]:0.080~0.120Wt%,[Als]:0.015~0.035Wt%,[Ca]:0.0015~0.0040Wt%,其余为铁和不可避免的微量元素。其生产工艺路线为:高炉铁水→铁水脱硫预处理→120吨复吹转炉冶炼→LF精炼→2流立弯形CSP薄板坯连铸
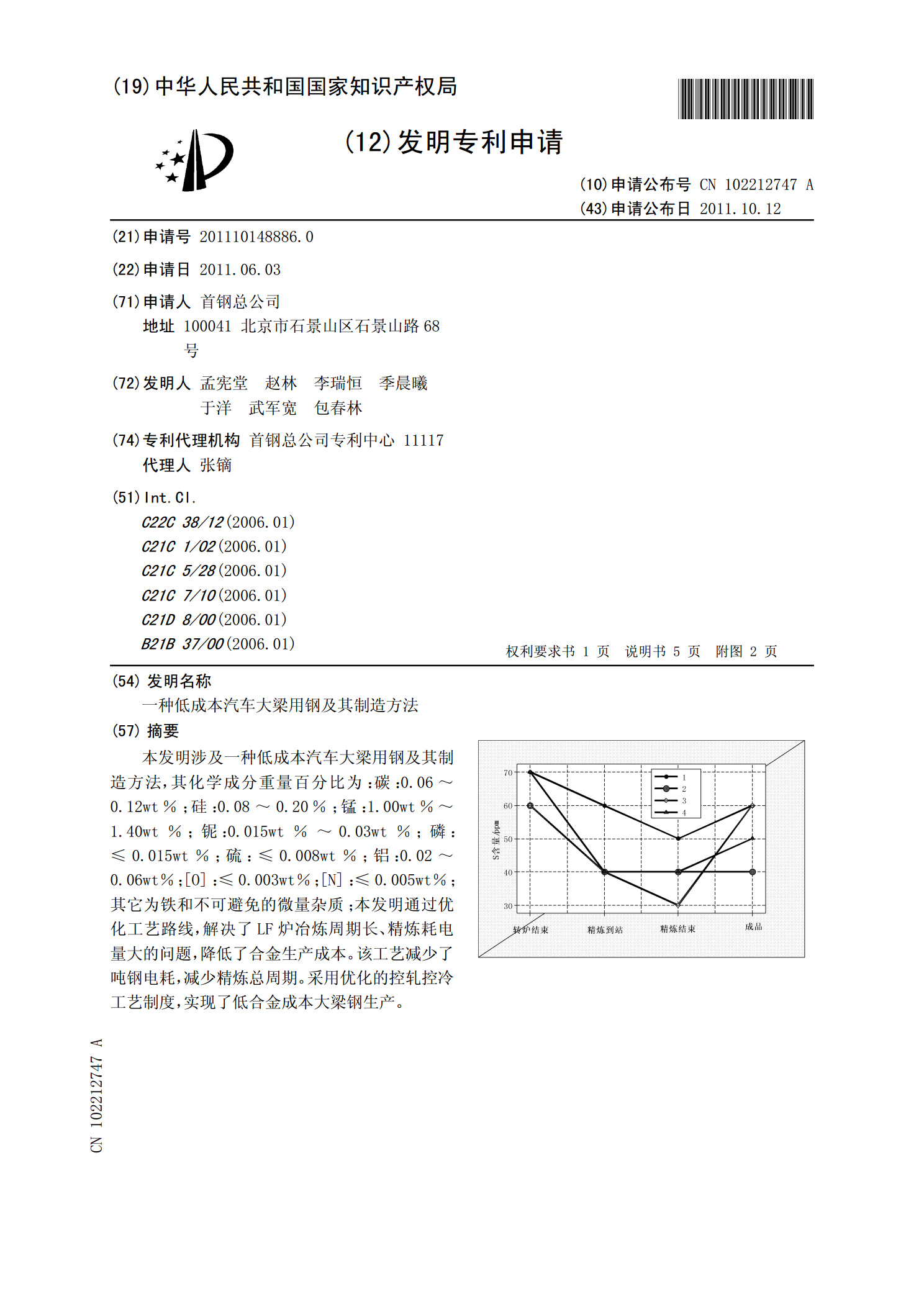
一种低成本汽车大梁用钢及其制造方法.pdf
本发明涉及一种低成本汽车大梁用钢及其制造方法,其化学成分重量百分比为:碳:0.06~0.12wt%;硅:0.08~0.20%;锰:1.00wt%~1.40wt%;铌:0.015wt%~0.03wt%;磷:≤0.015wt%;硫:≤0.008wt%;铝:0.02~0.06wt%;[O]:≤0.003wt%;[N]:≤0.005wt%;其它为铁和不可避免的微量杂质;本发明通过优化工艺路线,解决了LF炉冶炼周期长、精炼耗电量大的问题,降低了合金生产成本。该工艺减少了吨钢电耗,减少精炼总周期。采用优化的控轧控冷工
一种汽车大梁用热轧钢的制备方法.pdf
本发明公开了一种汽车大梁用热轧钢的制备方法,该热轧钢各化学成分质量百分比为:C0.05-0.1、Si0.08-0.15、Mn2.2-3.6、Ni0.6-1.2、Mo0.2-0.4、Ti0.04-0.08、Als0.03-0.05、V0.02-0.03、W0.04-0.08、Nb0.015-0.025、Bi0.02-0.03、Se0.01-0.02、Pr0.008-0.016、Er0.014-0.022、P≤0.025、S≤0.015,余量为铁及不可避免的杂质。本发明热轧钢具有较高的强度和韧性以及良好的焊接