
一种具有腹板孔的热轧H型钢及其生产方法.pdf

一吃****昕靓

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种具有腹板孔的热轧H型钢及其生产方法.pdf
本发明公开了一种具有腹板孔的热轧H型钢及其生产方法。该方法包括如下步骤:转炉冶炼或电路冶炼→异形坯连铸→坯料加热→开坯轧制→万能轧制→空冷;所述万能轧制所使用的水平辊沿圆周分布有凸台,所述凸台高度tg范围是tw+0.5mm~tw+2mm,凸台外弧长度bg与bk相同,凸台间距dg与dk相同。该生产方法在其他工序不变动的情况下,利用沿圆周分布凸台的万能精轧水平辊,在最后一道次轧制将腹板轧出周期分布的腹板孔,从而生产出具有腹板孔的热轧H型钢,简化了生产工序,提高了生产效率,且H型钢的腹板孔边缘光洁,腹板孔的一致
一种热轧H型钢及其生产方法.pdf
本发明涉及一种热轧H型钢及其生产方法,钢按照重量百分比含有化学成分:碳0.07~0.15%、硅0.15~0.35%、锰1.00~1.45%、磷≤0.020%、硫≤0.015%、钒含量0.020~0.060%、铌含量0.010~0.060%、Als≥0.015%,包括如下步骤:转炉冶炼;吹氩站;LF精炼;浇铸;轧制。用一种-50℃低温韧性热轧H型钢的生产方法生产的428x407x20x35规格H型钢,其-50℃低温韧性超过167J,具有极低的韧脆转变温度和良好低温韧性,提高了产品质量。
一种H型钢热轧生产方法.pdf
本发明涉及一种H型钢热轧生产方法,所述方法包括钢坯加热、高压水除鳞、开坯轧制、可逆式万能轧机轧制、热锯锯切、冷床冷却、长定尺矫直、冷锯定尺、码垛打捆,其中,钢坯加热步骤中加热炉的均热温度为1250~1320℃,炉内坯料间隔为500~1500mm;开坯轧制过程中增加1~3个轻压下立轧道次;可逆式万能轧机轧制工序前和工序后增加压缩气体吹扫步骤,轧材的规格为H700×300、H800×300、H900×300H型钢。本发明可较好地清除热轧过程中大规格H型钢的表面氧化铁皮,提高产品表面质量。
一种具有Z向性能的厚重热轧H型钢及其生产方法.pdf
本发明公开了一种具有Z向性能的厚重热轧H型钢及其生产方法,所述热轧H型钢包括以下化学成分:C、Si、Mn、Nb、Ti、N、B、Als,余量为铁和不可避免的杂质;所述生产方法包括以下步骤:铁水预处理→转炉冶炼→吹氩精炼→RH→异型坯全保护浇注→堆垛缓冷→轧制→轧后空冷;本发明通过合理的成分配比和工艺控制,通过开坯轧制+万能轧制+轧后空冷工艺,利用相变+析出+细晶组合强化的方式,调控第二向粒子析出数量,获得轧后粒状贝氏体含量在10~20%之间,使得翼缘厚度80mm以下重型热轧H型钢具备优良强韧性、Z向性能,Z
一种耐候热轧H型钢生产方法.pdf
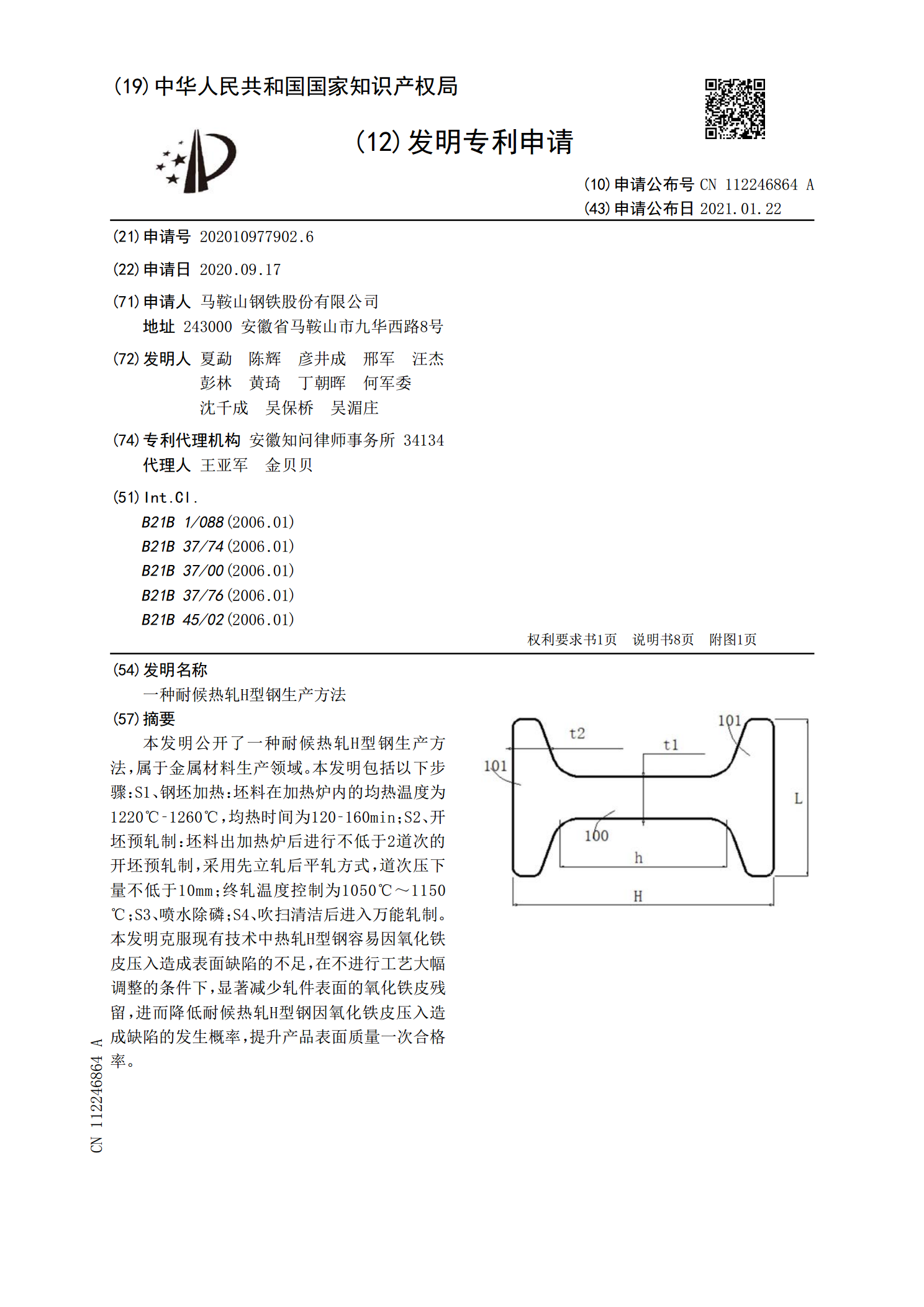
本发明公开了一种耐候热轧H型钢生产方法,属于金属材料生产领域。本发明包括以下步骤:S1、钢坯加热:坯料在加热炉内的均热温度为1220℃‑1260℃,均热时间为120‑160min;S2、开坯预轧制:坯料出加热炉后进行不低于2道次的开坯预轧制,采用先立轧后平轧方式,道次压下量不低于10mm;终轧温度控制为1050℃~1150℃;S3、喷水除磷;S4、吹扫清洁后进入万能轧制。本发明克服现有技术中热轧H型钢容易因氧化铁皮压入造成表面缺陷的不足,在不进行工艺大幅调整的条件下,显著减少轧件表面的氧化铁皮残留,进而降