
一种淬火配分钢及其加工方法.pdf

莉娜****ua

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种淬火配分钢及其加工方法.pdf
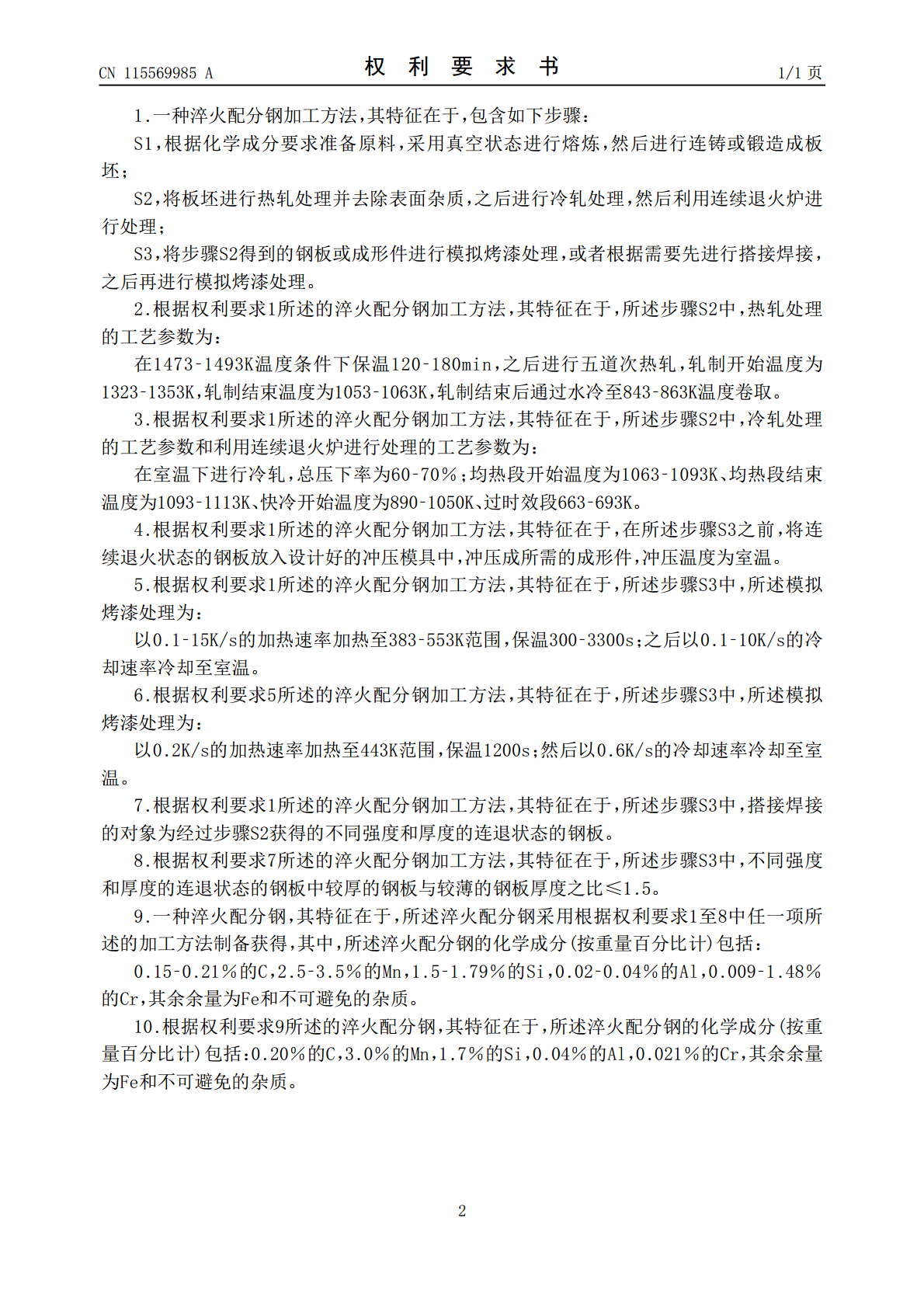
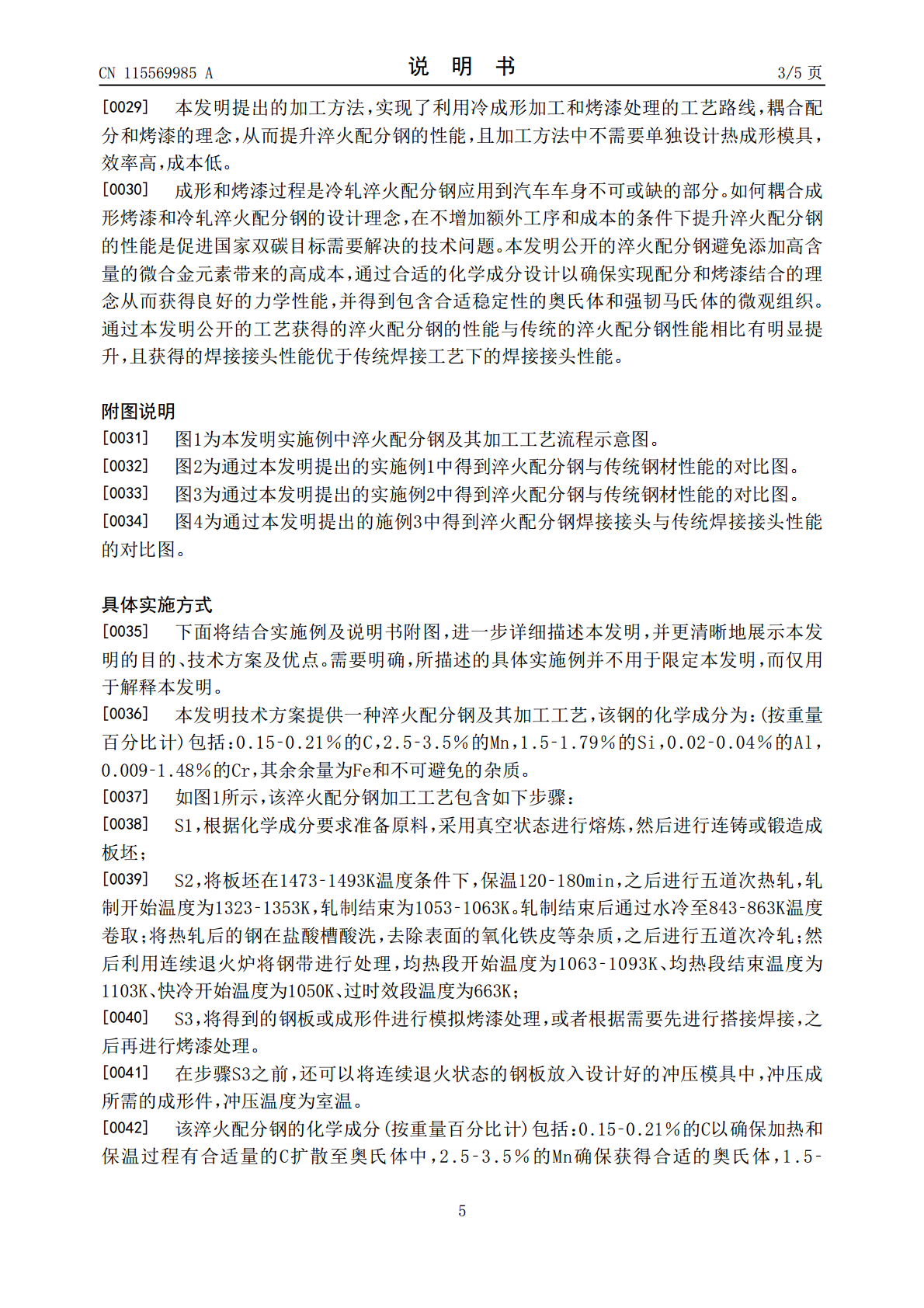
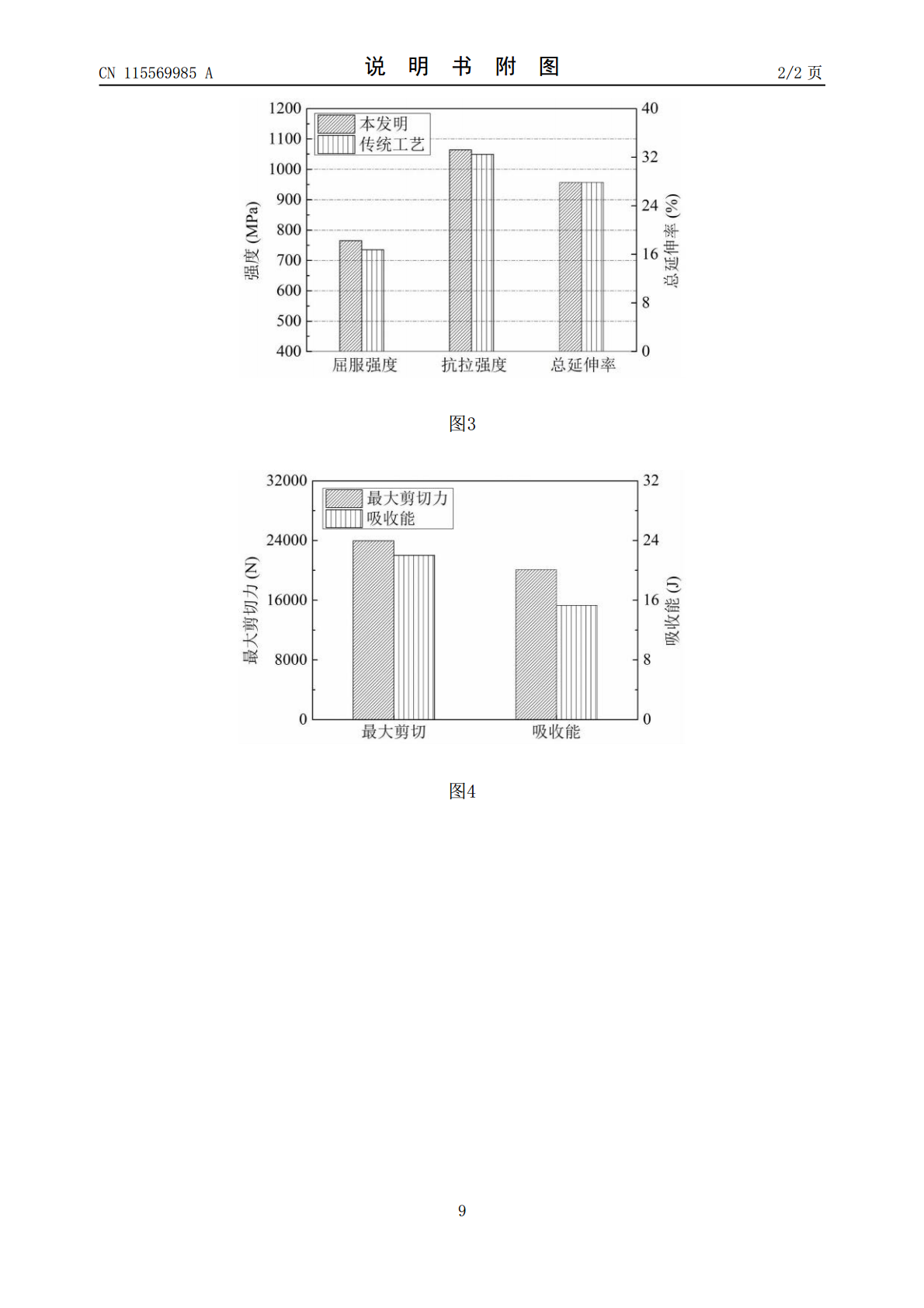
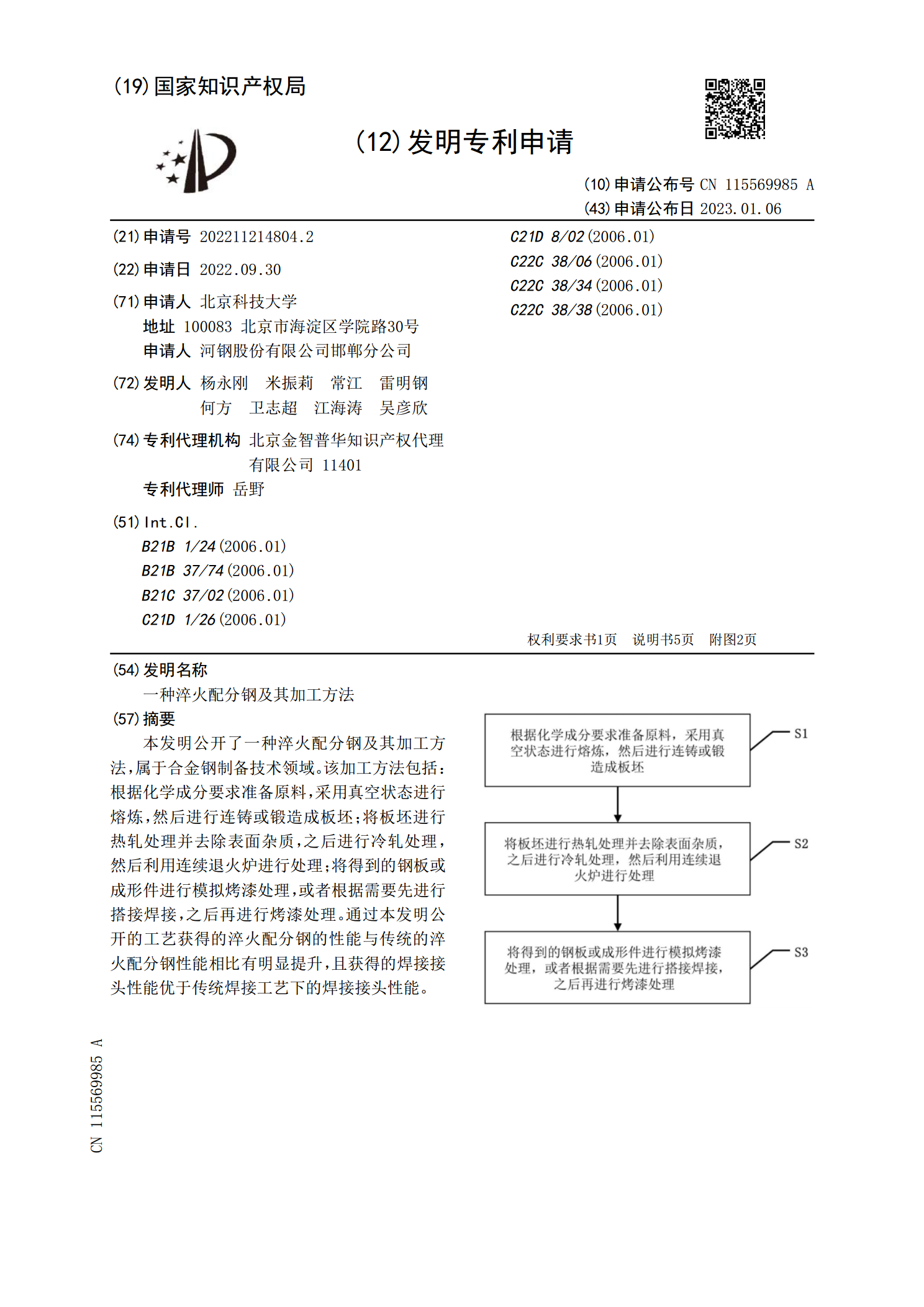
本发明公开了一种淬火配分钢及其加工方法,属于合金钢制备技术领域。该加工方法包括:根据化学成分要求准备原料,采用真空状态进行熔炼,然后进行连铸或锻造成板坯;将板坯进行热轧处理并去除表面杂质,之后进行冷轧处理,然后利用连续退火炉进行处理;将得到的钢板或成形件进行模拟烤漆处理,或者根据需要先进行搭接焊接,之后再进行烤漆处理。通过本发明公开的工艺获得的淬火配分钢的性能与传统的淬火配分钢性能相比有明显提升,且获得的焊接接头性能优于传统焊接工艺下的焊接接头性能。
一种冷轧淬火配分钢板及其制备方法.pdf
本发明属于钢产品生产技术领域,具体涉及冷轧淬火配分钢板,按重量百分比含量,控制钢板的化学成分为C:0.10‑0.30%、Si:0.50‑2.00%、Mn:1.20‑2.60%、Nb:0.02‑0.08%、Ti:0.02‑0.08%、P≤0.05%、S≤0.01%、Al≤0.10%,余量为Fe及不可避免的夹杂物。同时还提供了该配分钢板的制备方法,工艺流程如下,铁水预处理→转炉冶炼→炉外精炼→连铸→加热→控轧控冷→卷取→酸洗→冷轧→连续退火→平整→机能检验→包装出厂。通过合理设置钢板各化学成分,并通过淬火后过
一种980MPa级低成本冷轧淬火配分钢及其制备方法.pdf
本发明提供一种980MPa级低成本冷轧淬火配分钢及其制备方法,以质量分数计,所述淬火配分钢的化学成分为,C:0.10~0.30%;Si:1.00~2.20%;Mn:1.50~2.80%;P:≤0.05%;S:≤0.01%;Al:≤0.10%;余量为Fe及不可避免的夹杂物。所述淬火配分钢的制备工艺流程为:铁水预处理→转炉冶炼→炉外精炼→连铸→加热→控轧控冷→卷取→酸洗→冷轧→连续退火→平整→机能检验→包装出厂;本发明通过热轧控轧控冷获得较细的原始晶粒组织,采用连退工艺和炉内气氛控制,保证产品表面质量,该制备
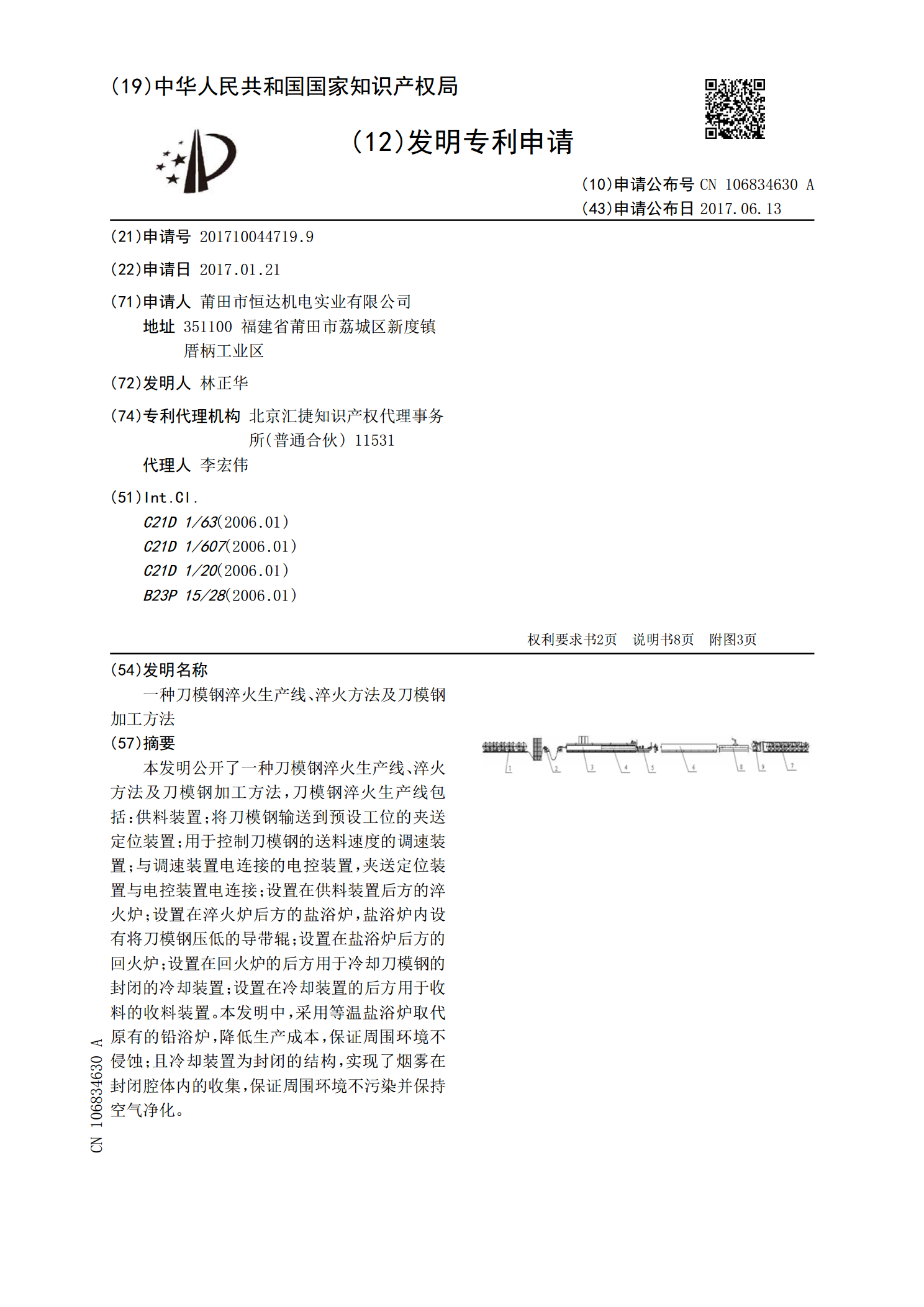
一种刀模钢淬火生产线、淬火方法及刀模钢加工方法.pdf
本发明公开了一种刀模钢淬火生产线、淬火方法及刀模钢加工方法,刀模钢淬火生产线包括:供料装置;将刀模钢输送到预设工位的夹送定位装置;用于控制刀模钢的送料速度的调速装置;与调速装置电连接的电控装置,夹送定位装置与电控装置电连接;设置在供料装置后方的淬火炉;设置在淬火炉后方的盐浴炉,盐浴炉内设有将刀模钢压低的导带辊;设置在盐浴炉后方的回火炉;设置在回火炉的后方用于冷却刀模钢的封闭的冷却装置;设置在冷却装置的后方用于收料的收料装置。本发明中,采用等温盐浴炉取代原有的铅浴炉,降低生产成本,保证周围环境不侵蚀;且冷却
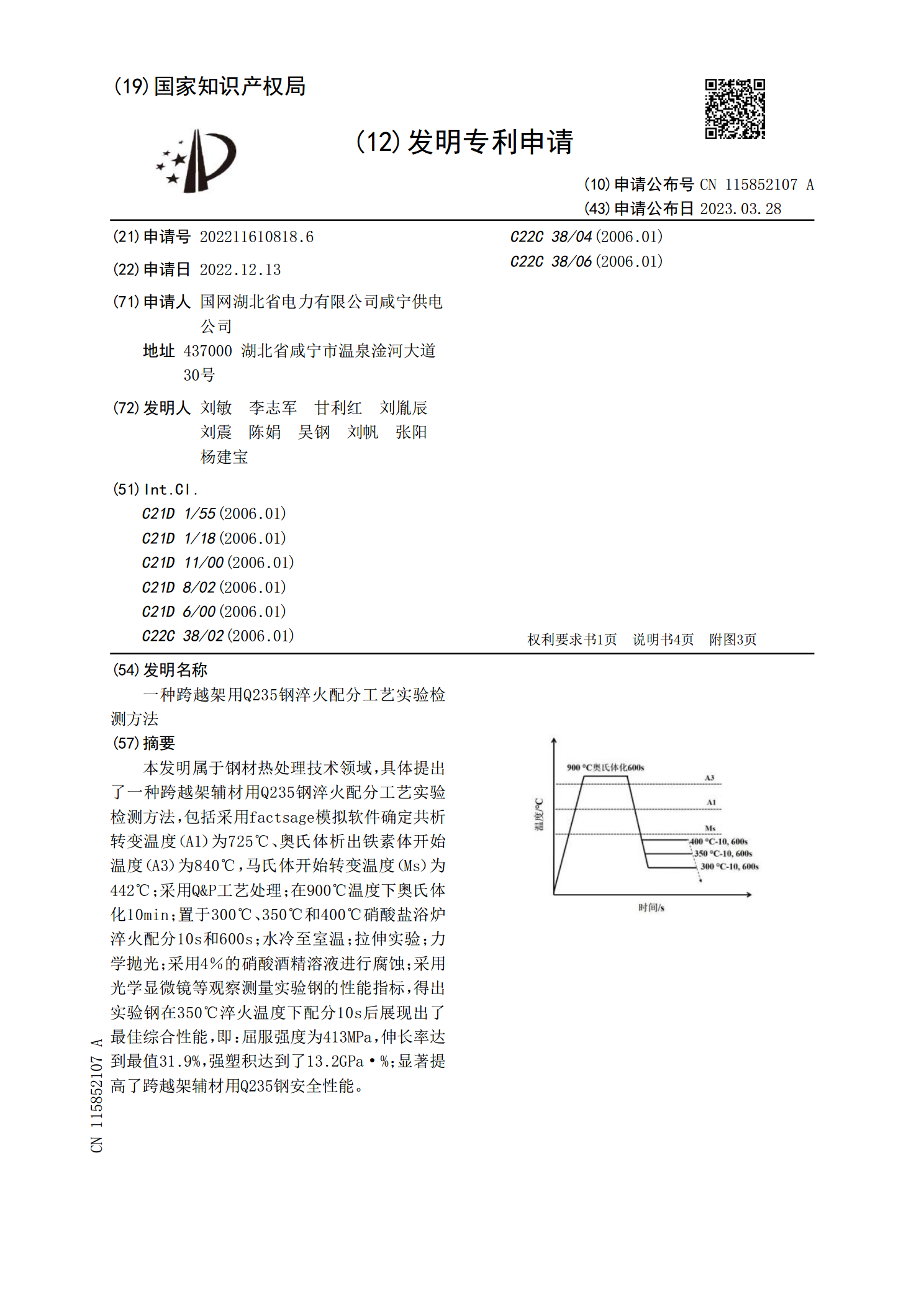
一种跨越架用Q235钢淬火配分工艺实验检测方法.pdf
本发明属于钢材热处理技术领域,具体提出了一种跨越架辅材用Q235钢淬火配分工艺实验检测方法,包括采用factsage模拟软件确定共析转变温度(A1)为725℃、奥氏体析出铁素体开始温度(A3)为840℃,马氏体开始转变温度(Ms)为442℃;采用Q&P工艺处理;在900℃温度下奥氏体化10min;置于300℃、350℃和400℃硝酸盐浴炉淬火配分10s和600s;水冷至室温;拉伸实验;力学抛光;采用4%的硝酸酒精溶液进行腐蚀;采用光学显微镜等观察测量实验钢的性能指标,得出实验钢在350℃淬火温度下