
高表面质量汽车钢及其生产方法.pdf

子璇****君淑

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高表面质量汽车钢及其生产方法.pdf
本发明公开了一种高表面质量汽车钢及其生产方法,其化学成分及重量百分比含量:C0.07~0.12%,Mn1.5~2.0%,P≤0.01%,S≤0.004%,Al0.1~0.2%,Ti0.15~0.20%,V0.02~0.04%,Cr0.9~1.5%,B0.002~0.004%,N0.003~0.006%,余量为Fe及不可避免的杂质;包括以下步骤:经过转炉冶炼后进入真空处理,其后将钢水连铸成坯;铸坯采用热装炉方式,装炉温度400~700℃;对铸坯加热进行三段式加热,包括预热、加热和均热;对加热后铸坯进行分段轧
高表面质量弹簧钢盘条及其生产方法.pdf
本发明揭示了一种高表面质量弹簧钢盘条及其生产方法。所述生产方法包括铁水预脱硫、转炉冶炼、炉外精炼、大方坯连铸、开坯、修磨、高线轧制、风冷和打包;在大方坯连铸工序中,中间包过热度为20~30℃,增氮量≤0.0002%,结晶器液位波动小于2mm,矫直段的铸坯表面温度≥920℃;修磨工序中,边部修磨深度≥1.2mm,角部修磨深度≥1.5mm;高线连轧工序中,加热炉温度≤1070℃,高压水除鳞的水压≥15MPa,在线表面缺陷检测仪的横向精度为0.05mm;盘条和打包线之间采用柔性耐磨材料间隔开。盘条的表面裂纹最大
一种采用CSP生产的高表面质量汽车大梁钢的方法.pdf
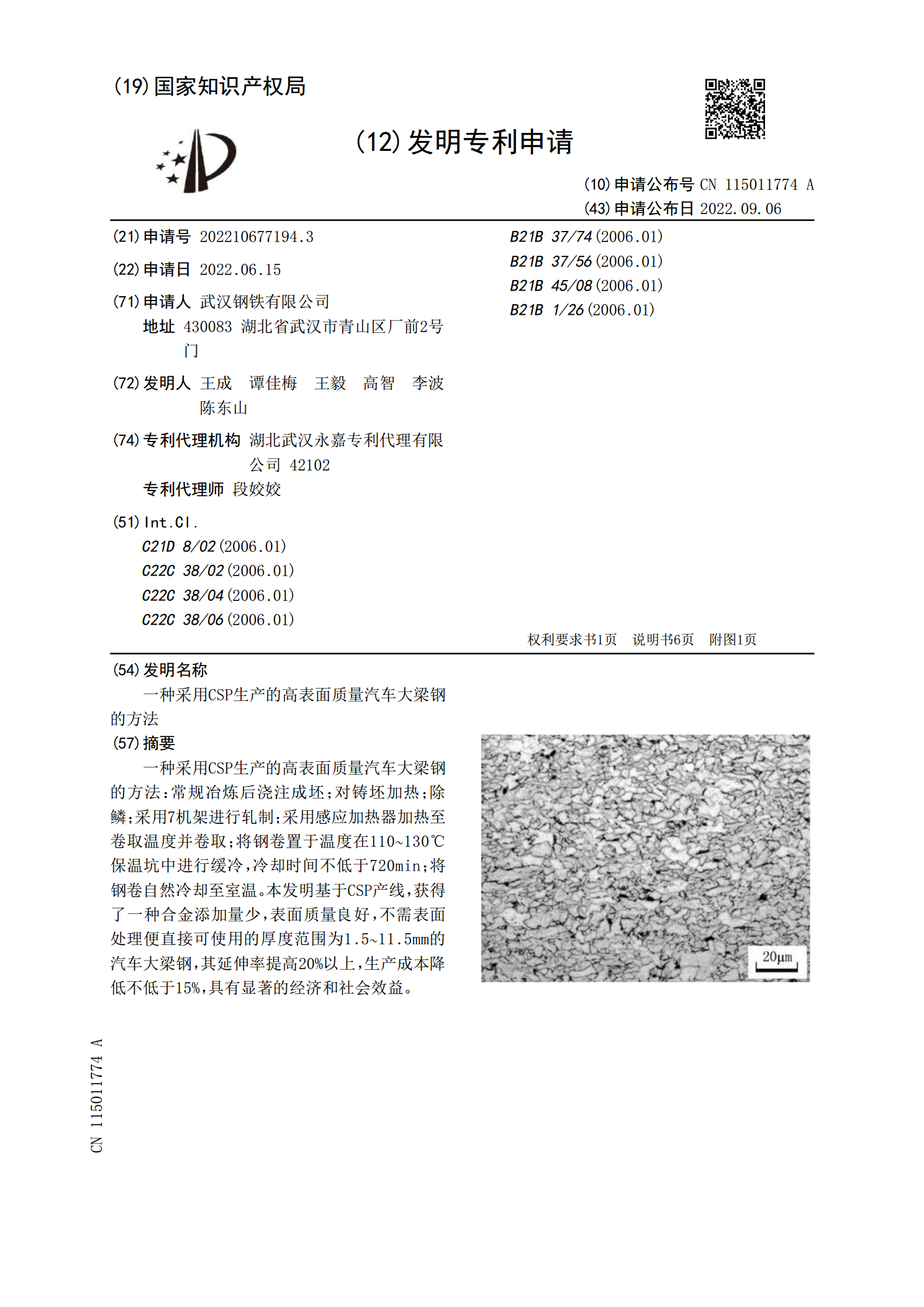
一种采用CSP生产的高表面质量汽车大梁钢的方法:常规冶炼后浇注成坯;对铸坯加热;除鳞;采用7机架进行轧制;采用感应加热器加热至卷取温度并卷取;将钢卷置于温度在110~130℃保温坑中进行缓冷,冷却时间不低于720min;将钢卷自然冷却至室温。本发明基于CSP产线,获得了一种合金添加量少,表面质量良好,不需表面处理便直接可使用的厚度范围为1.5~11.5mm的汽车大梁钢,其延伸率提高20%以上,生产成本降低不低于15%,具有显著的经济和社会效益。

环保型高表面质量免酸洗汽车大梁钢的生产方法.pdf
一种环保型高表面质量免酸洗汽车大梁钢的生产方法,属于轧钢技术领域。铁水经过KR脱硫处理、全三脱转炉炼钢、LF炉精练处理后,再进行连铸;板坯经过再加热、粗轧、精轧、层流冷却后,进行卷曲;最后获得满足生产需要的汽车大梁钢。因此在满足汽车大梁钢性能的基础上,通过优化汽车大梁钢的化学成分和加热制度和轧制工艺等,控制汽车大梁钢表面氧化铁皮的结构,生产出高表面质量的免酸洗汽车大梁钢。采用2250mm热连轧宽带钢轧机生产1100~2100mm宽、1.6~14.0mm厚的免酸洗510L和610L汽车大梁用钢板。通过控制化
高表面质量1200MPa级热镀锌双相钢及其生产方法.pdf
本发明涉及一种高表面质量1200MPa级热镀锌双相钢,化学成分质量百分比为:C:0.07~0.10%,Si:0.25~0.55%,Mn:1~4%,P≤0.016%,S≤0.008%,Als:0.01~0.05%,N≤0.006%,Ti:0.04~0.08%,Nb:0.015~0.055%,Mo:0.15~0.45%,B:0.008~0.010%,剩余为Fe。生产方法包括连铸、热轧和冷轧镀锌工序,热轧工序中,采取U型卷取工艺对卷取温度进行控制,钢卷头部和尾部的卷取温度为600±20℃,中间段卷取温度为550