
一种超大卷重铝合金盘圆杆料的制备工艺.pdf

斌斌****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超大卷重铝合金盘圆杆料的制备工艺.pdf
本发明涉及一种超大卷重铝合金盘圆杆料的制备工艺,其包括如下工序:S1、将铝合金熔体采用水平连续铸造方法得到直径为目标杆料直径2.5‑3.5倍的成卷铝合金盘圆杆坯;S2、将成卷铝合金盘圆杆坯在热循环炉内加热到均匀化温度保温6‑12h,随炉冷却到220‑280℃后出炉空冷,得到均匀化处理的成卷铝合金盘圆杆坯;S3、将成卷铝合金盘圆杆坯放料、校直、在线感应加热后送入热连轧机连续轧制成目标直径的杆料;热连轧总压下量≥85%;S4、收排成卷。本发明相比现有技术,更适于生产超大卷重高强度、高性能、难变形的铝合金棒材,
一种铝合金圆杆制备方法.pdf
本发明公开了一种铝合金圆杆制备方法,属于铝合金圆杆制备领域,所述的制备方法步骤如下:经过配料、熔化、精炼、保温、在线过滤处理后得到的合金液采用带多头水平连铸结晶器的铸造炉铸造得小盘圆杆坯;之后将小盘圆杆坯进行清洗、漂洗和干燥,之后将小盘圆杆坯在不超过24小时内送入连续挤压机进行连续挤压,得直径为Ф3~Ф16mm的圆杆,然后将圆杆直接通过水槽进行冷却,再利用恒张力收绕装置对圆杆进行收卷即可。本发明的铝合金圆杆制备方法和现有技术相比,具有投资小、工艺简单、操作方便、生产灵活、成材率高、生产成本低等特点。可广泛

大直径大卷重黄铜棒的盘圆/矫直机.pdf
大直径大卷重黄铜棒的盘圆/矫直机,包括机架,设于机架上方的内机座,设于机架外侧的导向轮和控制器,设于机架下的收线盘,内基座前后设横向导轨,内基座上设减速电机、内基座下设夹送机构和推顶机构,夹送机构由减速电机带动的主动夹送辊及其从动夹送辊,推顶机构的推顶轮侧向推顶黄铜棒向一侧弯曲的力使黄铜棒盘圆或矫直成形。本发明配合水平连铸后直接盘圆收线的工艺方法,实现了大直径铜棒的盘圆,设置侧向推进的推顶轮对铜棒进行弧线弯曲成形,能很好的控制铜棒盘圆曲率,得到所需的铜棒圆盘。盘圆/矫直机与车头机配套使用,不仅实现了已盘圆
一种高强度铝合金杆的制备工艺.pdf
本发明为一种高强度铝合金杆的制备工艺,在铝合金杆的生产过程中,通过对合金成分的调配及工艺流程中各温度的控制,以此来改变铝合金杆的导电率和强度,进轧过程温度的提高和结晶轮分段渐变冷却,利于合金补缩和晶粒细化,可以提高合金的强度和致密度,从而在保证合金高强度的同时进一步提高其导电率,最终得到铝合金杆能制备等效圆直径小于3.0mm以下的异型单丝,并保证单丝抗拉强度不小于320MPa,直流电阻率不大于32.75nΩ·m(20℃环境)。
一种销杆的振荡送料盘.pdf
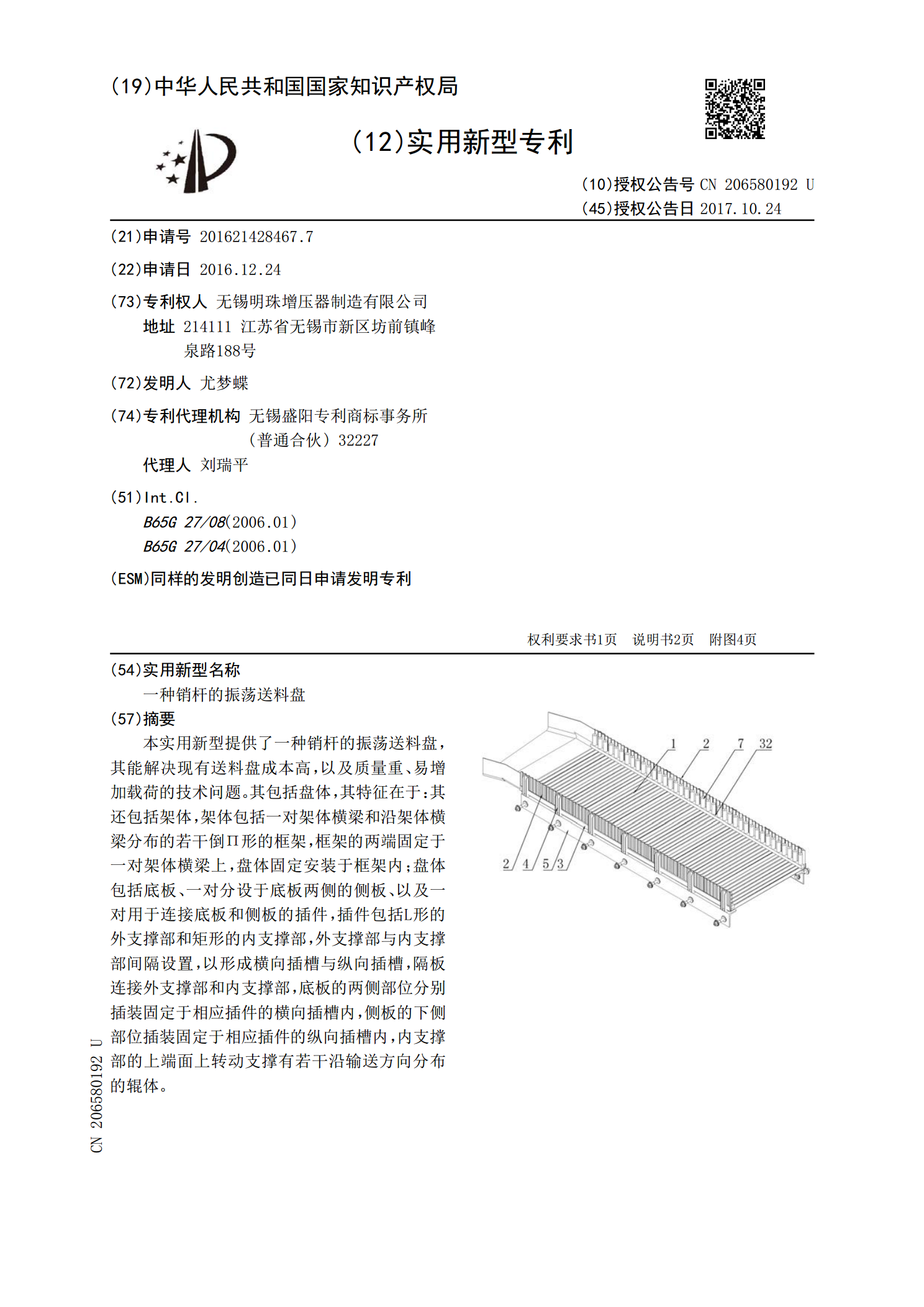
本实用新型提供了一种销杆的振荡送料盘,其能解决现有送料盘成本高,以及质量重、易增加载荷的技术问题。其包括盘体,其特征在于:其还包括架体,架体包括一对架体横梁和沿架体横梁分布的若干倒Π形的框架,框架的两端固定于一对架体横梁上,盘体固定安装于框架内;盘体包括底板、一对分设于底板两侧的侧板、以及一对用于连接底板和侧板的插件,插件包括L形的外支撑部和矩形的内支撑部,外支撑部与内支撑部间隔设置,以形成横向插槽与纵向插槽,隔板连接外支撑部和内支撑部,底板的两侧部位分别插装固定于相应插件的横向插槽内,侧板的下侧部位插装