
一种套啤注塑生产设备及其设计方法.pdf

春景****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种套啤注塑生产设备及其设计方法.pdf
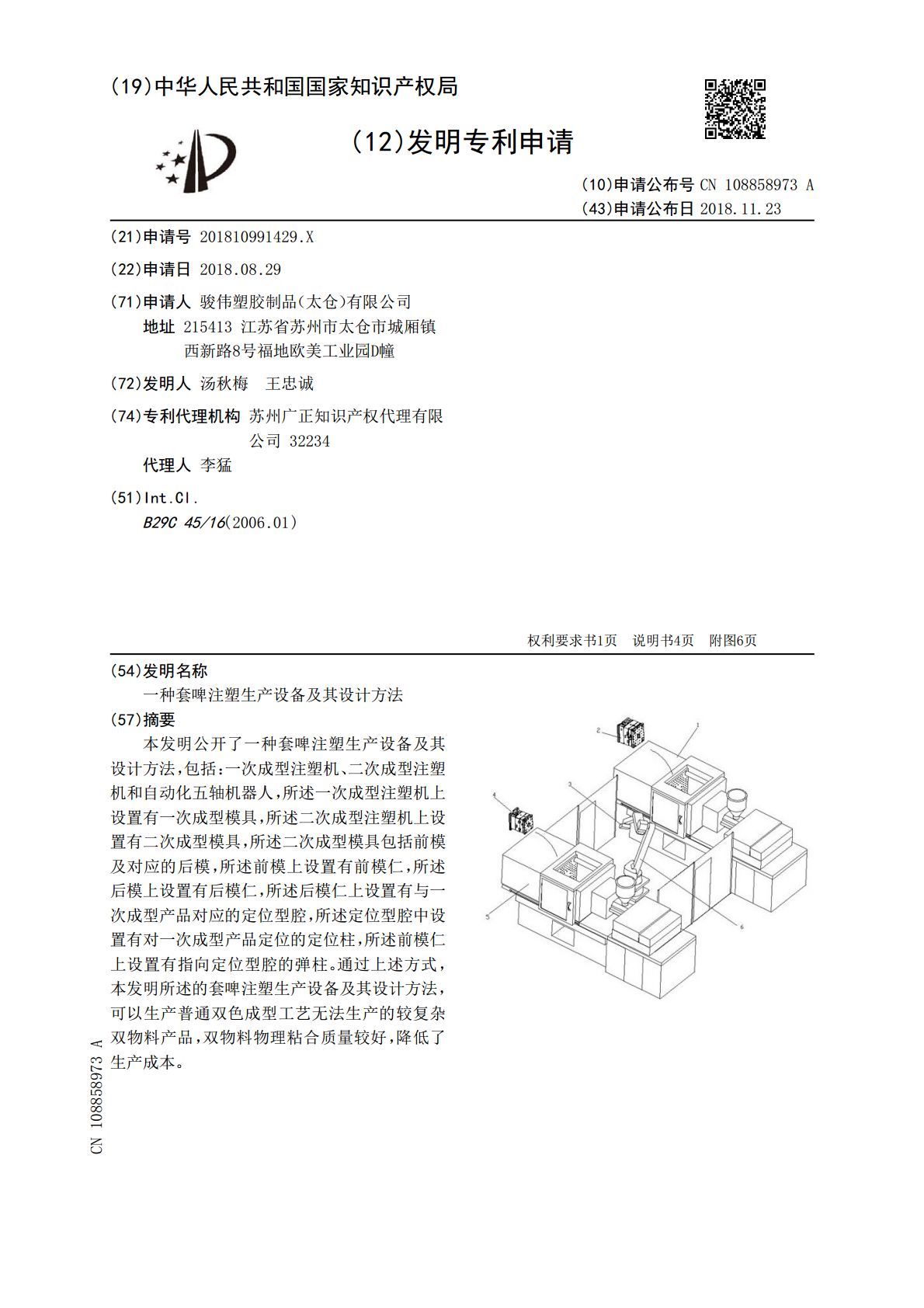
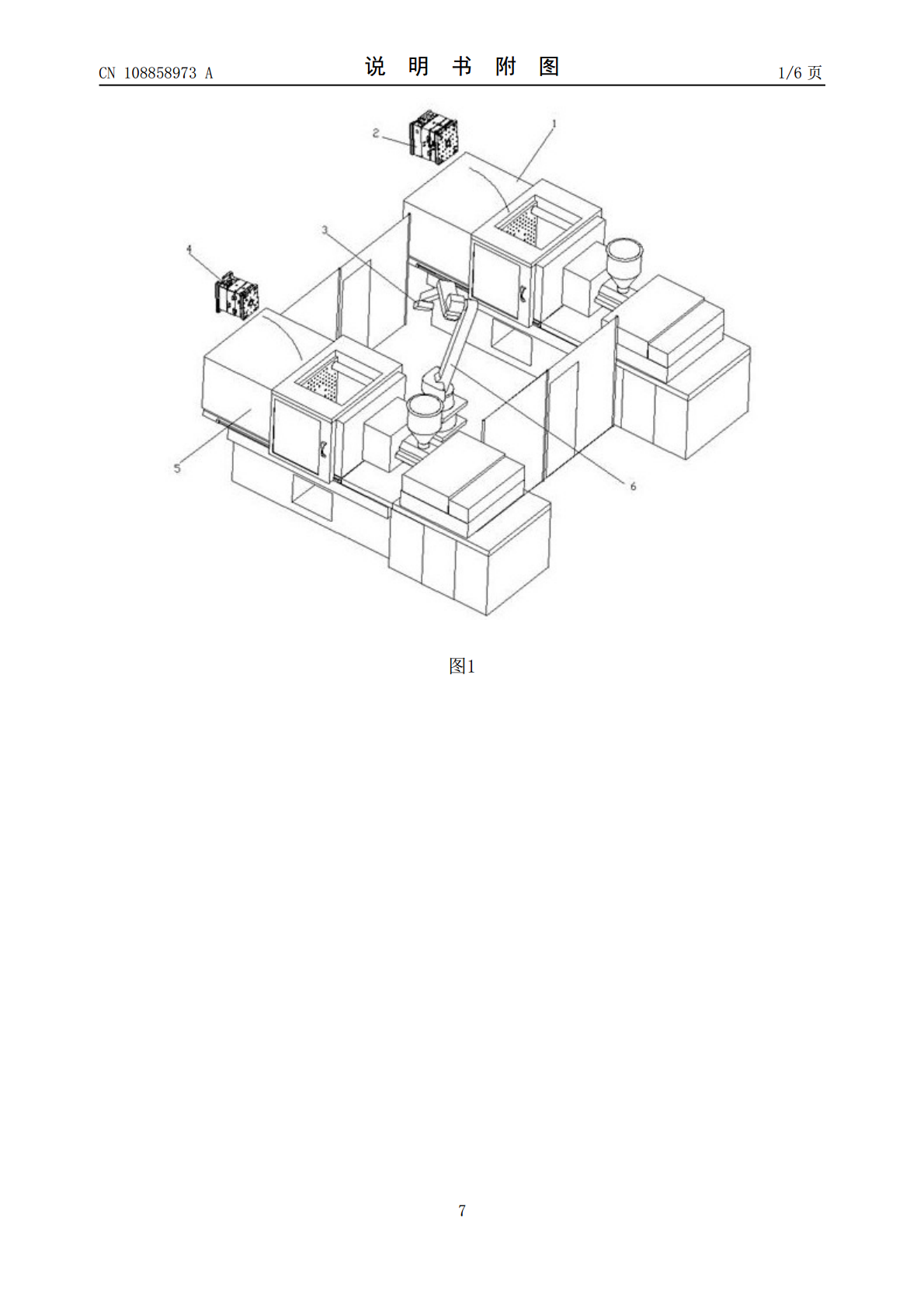
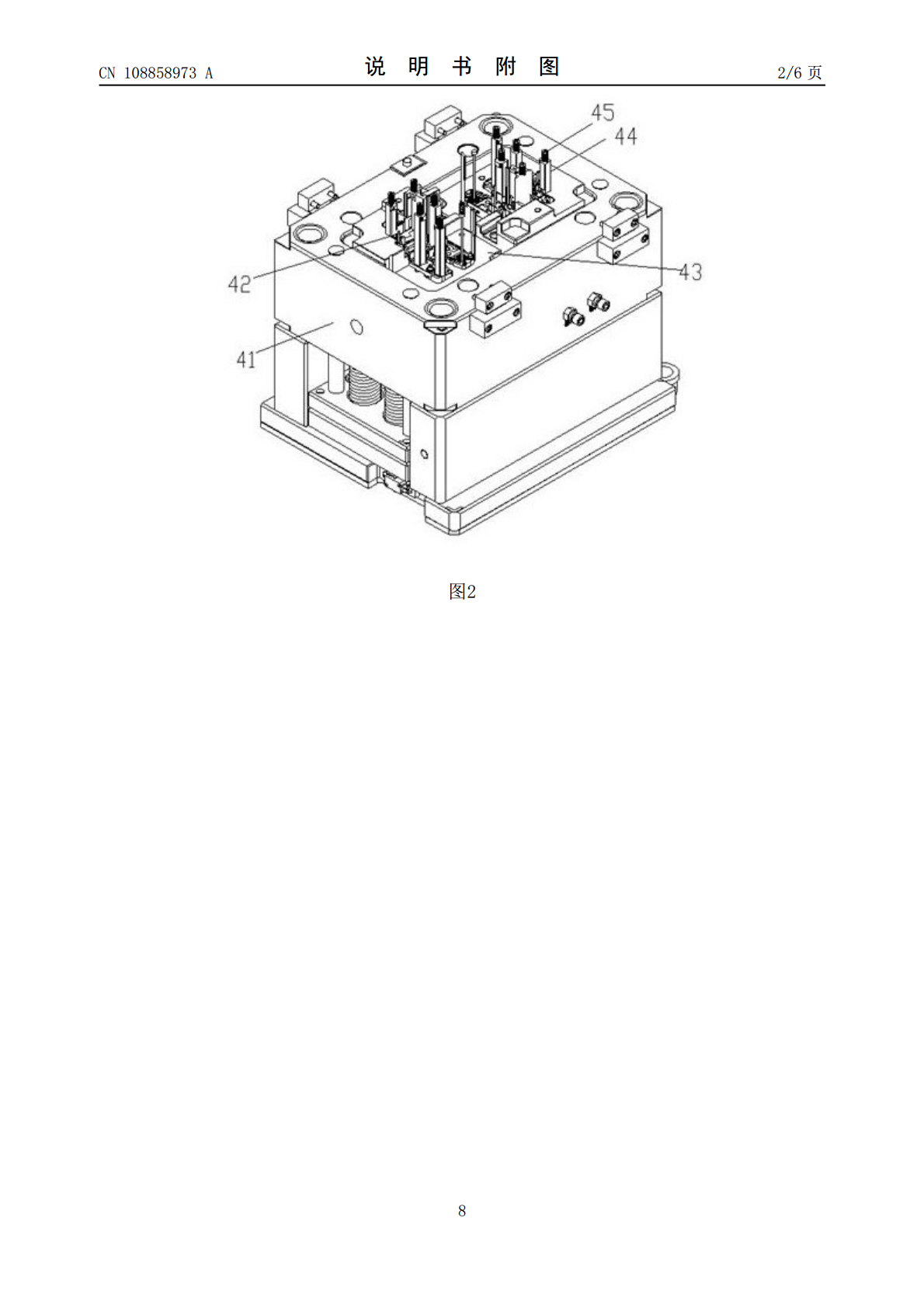
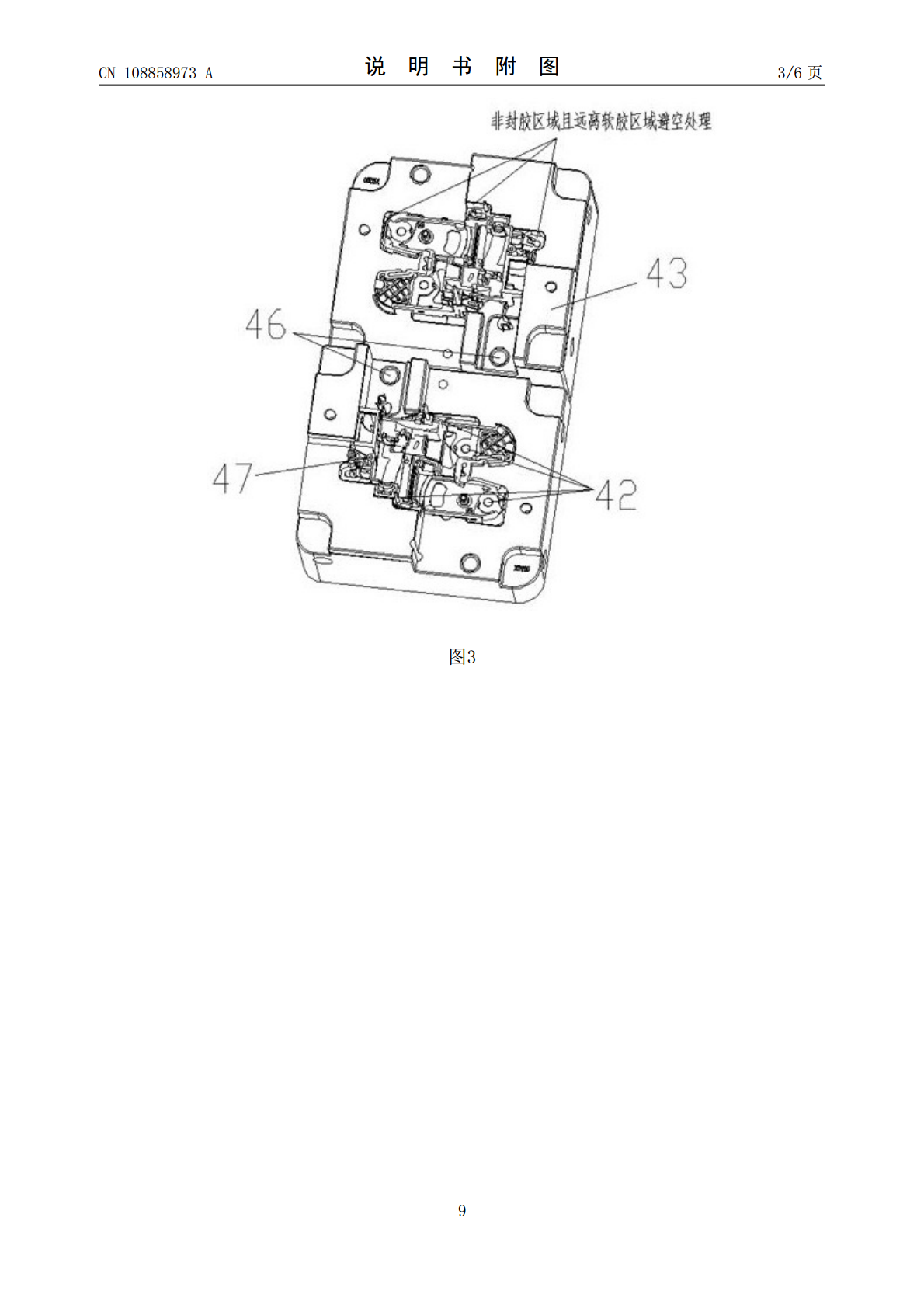
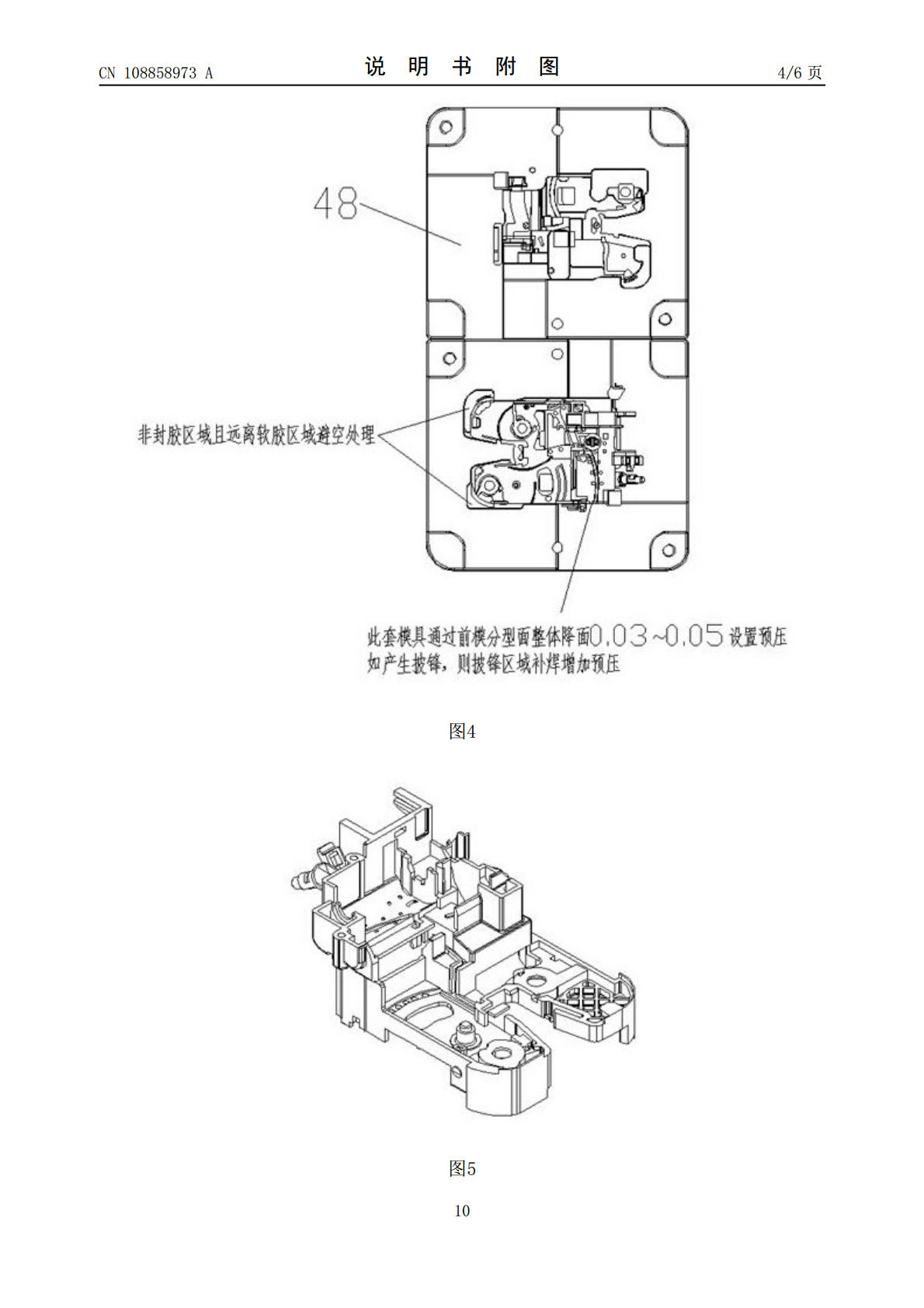
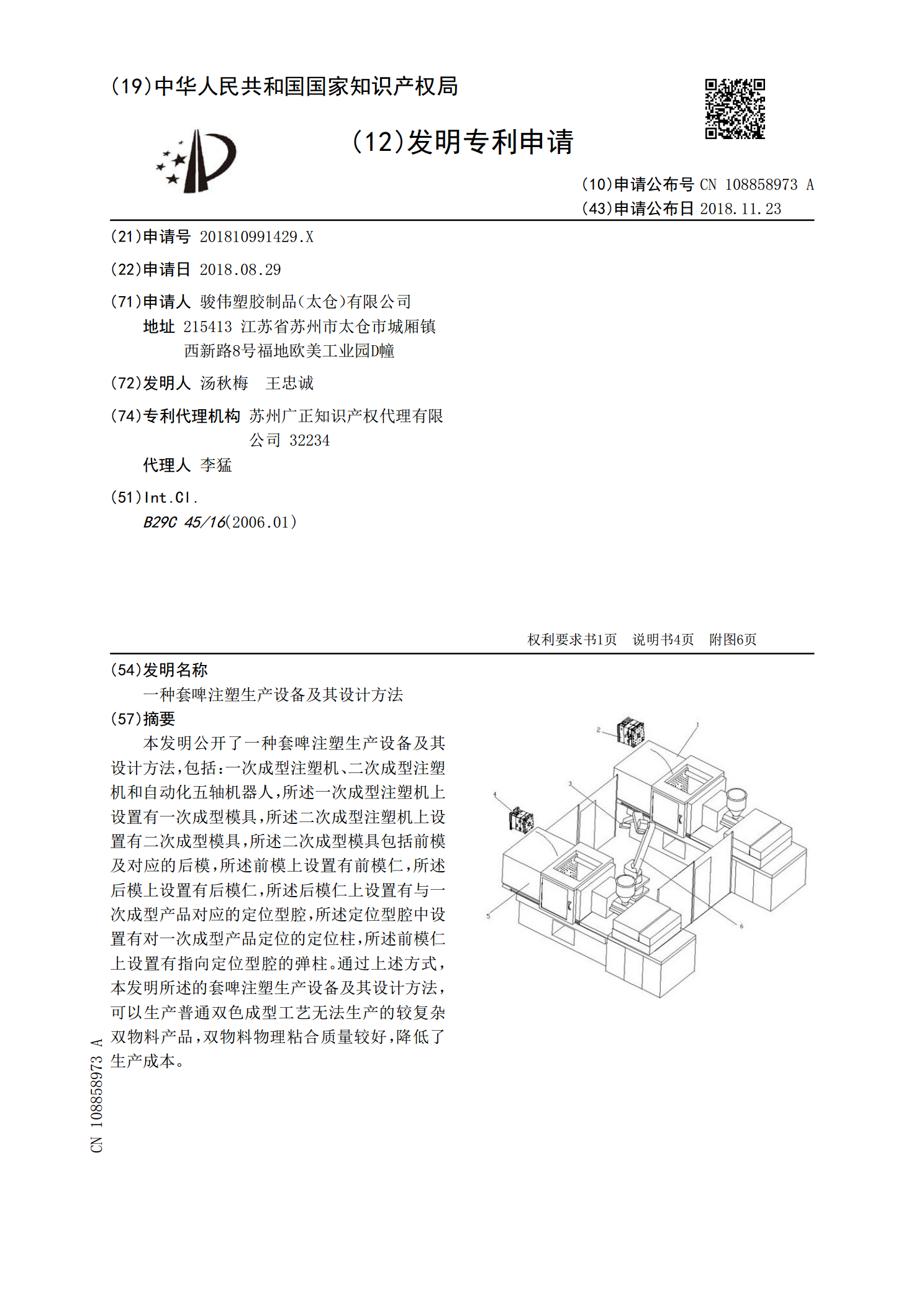
本发明公开了一种套啤注塑生产设备及其设计方法,包括:一次成型注塑机、二次成型注塑机和自动化五轴机器人,所述一次成型注塑机上设置有一次成型模具,所述二次成型注塑机上设置有二次成型模具,所述二次成型模具包括前模及对应的后模,所述前模上设置有前模仁,所述后模上设置有后模仁,所述后模仁上设置有与一次成型产品对应的定位型腔,所述定位型腔中设置有对一次成型产品定位的定位柱,所述前模仁上设置有指向定位型腔的弹柱。通过上述方式,本发明所述的套啤注塑生产设备及其设计方法,可以生产普通双色成型工艺无法生产的较复杂双物料产品,

一种手柄外壳的软胶套啤硬胶注塑产品及其加工工艺.pdf
本发明涉及注塑产品技术领域,具体涉及一种手柄外壳的软胶套啤硬胶注塑产品及其加工工艺,加工工艺包括以下步骤:(1)通过双色注塑生产出较小的零部件;(2)将零部件镶嵌在模具上,再将模具放入套啤注塑模具中;(3)进行套啤注塑,最终使零部件与主体成为一个无缝隙的结合体,所述产品包括主体导光功能柱和按键,主体和按键为软胶材质,所述导光功能柱为光导材料,所述导光功能柱为带有四个导光突起的方头导光零件,在其方头位置预留有按键孔,按键孔内缘设置有齿状的弹力臂,通过双色注塑的方法在按键孔内注塑成型按键。
一种注塑鞋及其生产方法.pdf
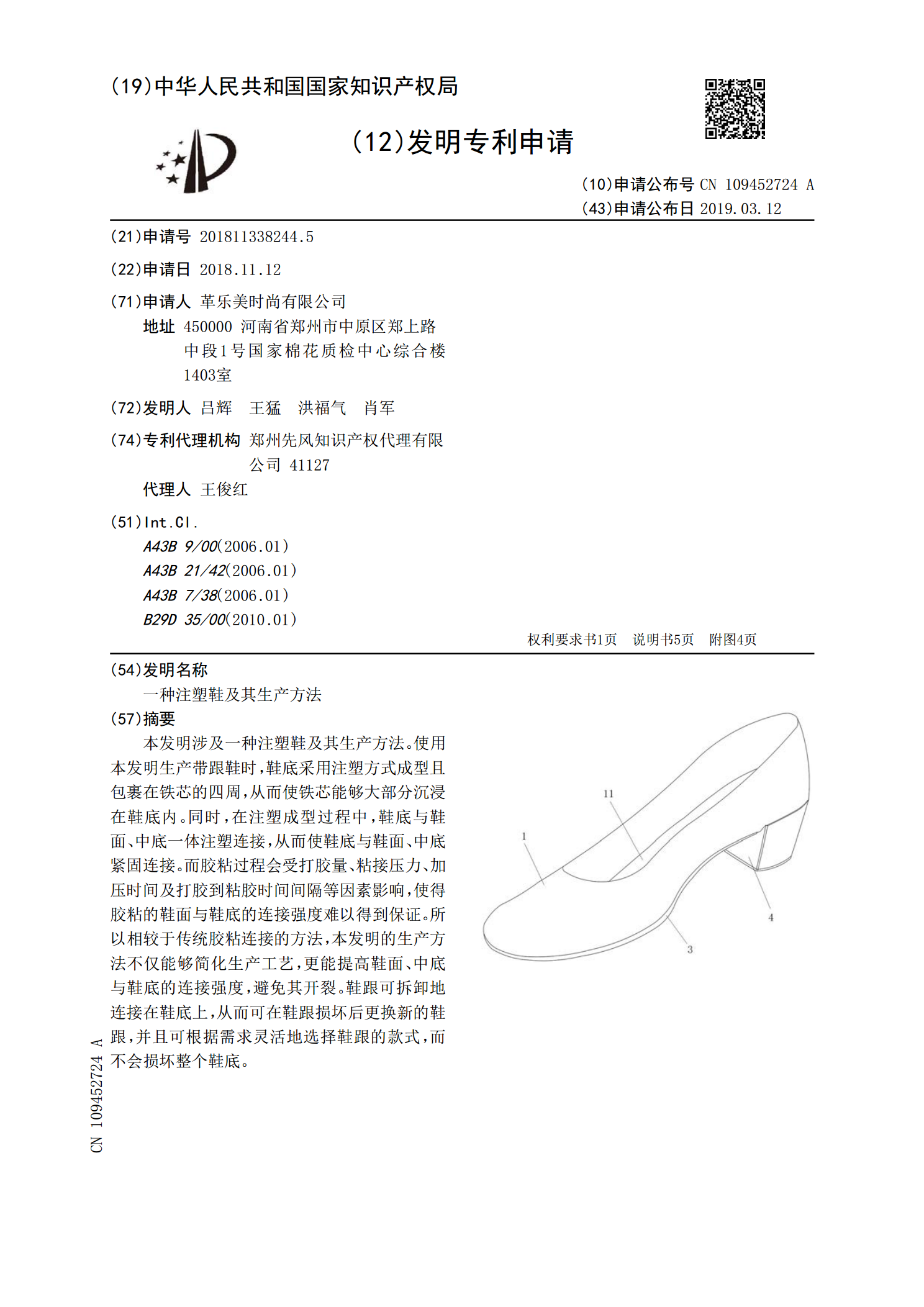
本发明涉及一种注塑鞋及其生产方法。使用本发明生产带跟鞋时,鞋底采用注塑方式成型且包裹在铁芯的四周,从而使铁芯能够大部分沉浸在鞋底内。同时,在注塑成型过程中,鞋底与鞋面、中底一体注塑连接,从而使鞋底与鞋面、中底紧固连接。而胶粘过程会受打胶量、粘接压力、加压时间及打胶到粘胶时间间隔等因素影响,使得胶粘的鞋面与鞋底的连接强度难以得到保证。所以相较于传统胶粘连接的方法,本发明的生产方法不仅能够简化生产工艺,更能提高鞋面、中底与鞋底的连接强度,避免其开裂。鞋跟可拆卸地连接在鞋底上,从而可在鞋跟损坏后更换新的鞋跟,并

一种菠萝果啤及其制备方法.pdf
本发明提供一种菠萝果啤及其制备方法,涉及啤酒酿造技术领域。该制备方法包括以下步骤:以大米粉和麦芽粉为原料,经酶解、糖化、煮沸,煮沸期间加入颗粒酒花,煮沸后冷却,得到基础麦汁,备用;向所述基础麦汁中接入酵母、充氧,进行前期发酵,前期发酵温度为8~18℃,待糖度降到2~4°P,转为中期发酵;加入菠萝果汁,混合均匀,中期发酵的温度为11~20℃,待双乙酰浓度≤0.20ppm,且发酵度达55~60%后,转为后期发酵;后期发酵的温度为0~4℃,发酵时间≥5天,即得菠萝果啤。本发明制备得到的菠萝果啤口感柔和,具有典型
一种注塑模具及其注塑方法.pdf
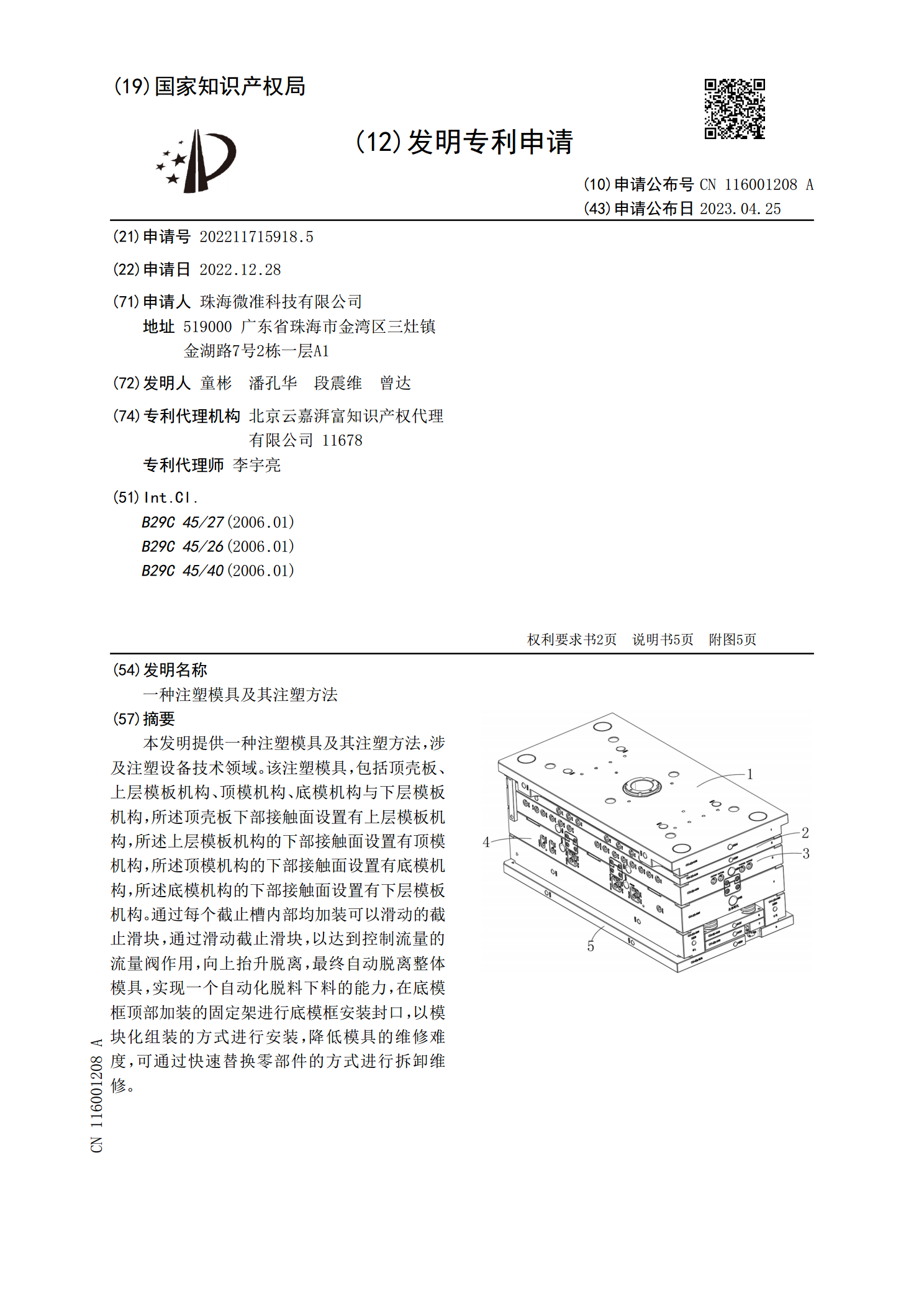
本发明提供一种注塑模具及其注塑方法,涉及注塑设备技术领域。该注塑模具,包括顶壳板、上层模板机构、顶模机构、底模机构与下层模板机构,所述顶壳板下部接触面设置有上层模板机构,所述上层模板机构的下部接触面设置有顶模机构,所述顶模机构的下部接触面设置有底模机构,所述底模机构的下部接触面设置有下层模板机构。通过每个截止槽内部均加装可以滑动的截止滑块,通过滑动截止滑块,以达到控制流量的流量阀作用,向上抬升脱离,最终自动脱离整体模具,实现一个自动化脱料下料的能力,在底模框顶部加装的固定架进行底模框安装封口,以模块化组装