
一种耐磨耐高温镍基合金轴套加工方法.pdf

是你****噩呀

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种耐磨耐高温镍基合金轴套加工方法.pdf
本发明公开了一种耐磨耐高温镍基合金轴套加工方法,选择刀具,刀具的外侧设有PVD涂层,切削刃进行钝化处理;备料,选择相应的毛坯件,预热毛坯件;定位,通过卡盘或者定位装置固定,装卡住毛坯件的一个端面;在铣削车床上先对毛坯件进行孔加工,以孔为基准加工外圆;进行机加工,先粗加工后精加工,将毛坯件的尺寸加工为设计尺寸。刀具外侧设有PVD涂层,PVD涂层的耐磨性更好,而且PVD涂层较薄,能更好地保持刀具切削刃的锋利;更加方便刀具的切入,切削产生的破损量小;先进行孔加工,以孔为基准加工外圆,可保证较高的相互位置精度;添
一种耐高温镍基合金加工工艺.pdf
一种耐高温镍基合金加工工艺,其加工工艺包括以下步骤:(1)选用新的面层耐火材料:由于Ni基合金具有较高的熔化温度,需要采用耐火性能较好的面层材料,确定选取刚玉粉或刚玉砂;(2)浇注前的炉料处理:提前将炉料装入炉中,温度控制在700±10℃范围,并保温4~5h;然后取出炉料,并直接送至中频炉熔炼;(3)熔炼浇注过程控制;(4)从Ni基合金开始熔炼至合金液出炉的整个过程,采用氩气吹气装置对电炉进行吹气,维持氩气吹气流量稳定。选取耐火性能较好的面层材料;在合金的中频炉熔炼与浇注过程中,采用氩气进行保护,同时可防
一种耐磨镍钛基合金及其制备方法.pdf
本发明为一种耐磨镍钛基合金及其制备方法。本发明涉及一种具有高硬度、低密度、无磁性、优良耐磨性和耐蚀性的镍钛基合金的组分构成及其制备方法。该镍钛基合金的特征在于该合金主要由Ni、Ti、Al、V、Ce五种元素组成,按重量百分比为:Ni:57%-63%、V:2%-4%、Al:0.5%-2.5%、Ce:0.5%-1.5%、Ti:余量。该合金制备方法的特征是采用海绵钛、电解镍、99.9%的Ce粉为原料,经感应熔炼炉熔炼成铸锭。经锻造、轧制、热处理等加工工序制造出本发明的合金。固溶时效态该合金硬度Hv=580~620
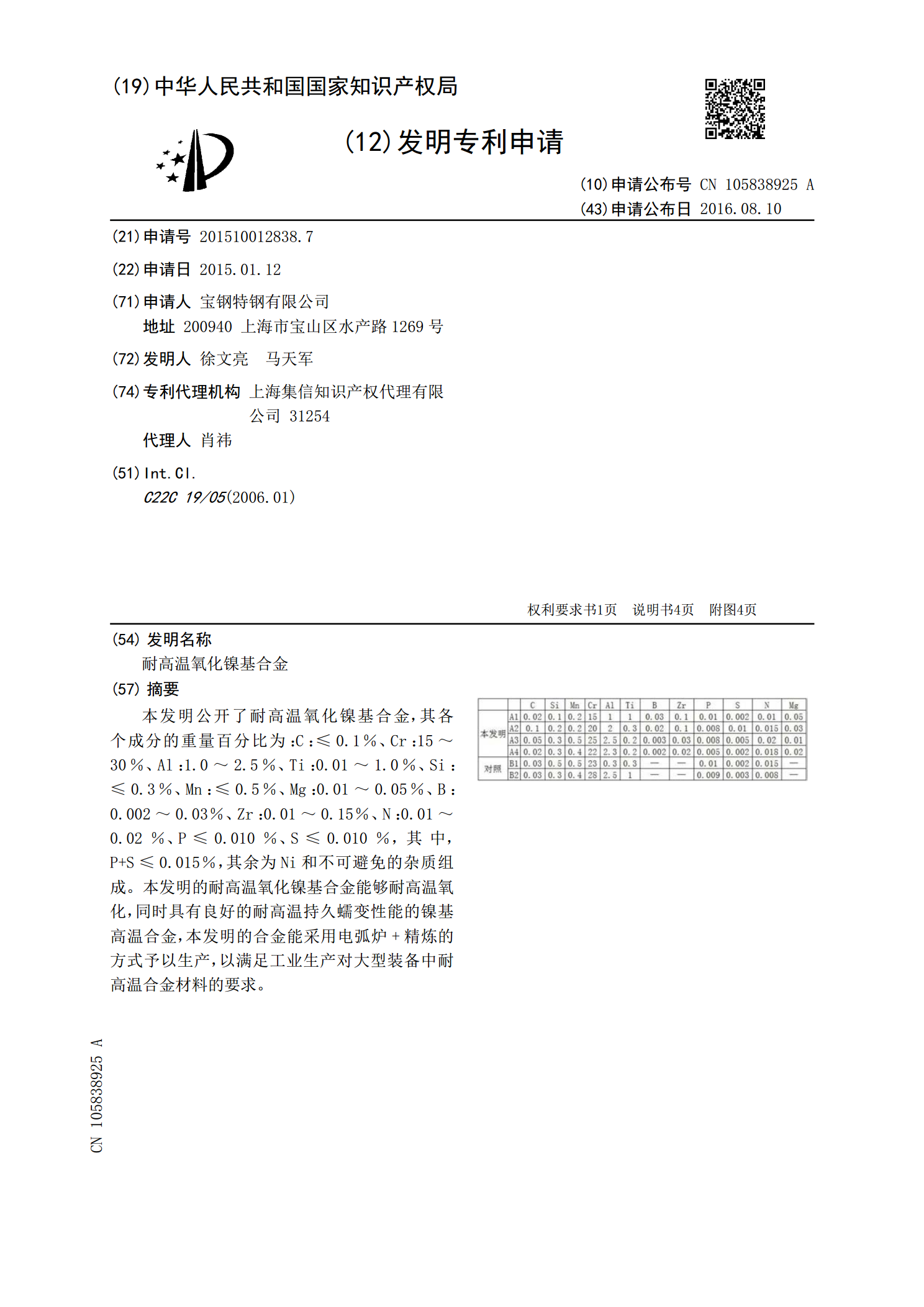
耐高温氧化镍基合金.pdf
本发明公开了耐高温氧化镍基合金,其各个成分的重量百分比为:C:≤0.1%、Cr:15~30%、Al:1.0~2.5%、Ti:0.01~1.0%、Si:≤0.3%、Mn:≤0.5%、Mg:0.01~0.05%、B:0.002~0.03%、Zr:0.01~0.15%、N:0.01~0.02%、P≤0.010%、S≤0.010%,其中,P+S≤0.015%,其余为Ni和不可避免的杂质组成。本发明的耐高温氧化镍基合金能够耐高温氧化,同时具有良好的耐高温持久蠕变性能的镍基高温合金,本发明的合金能采用电弧炉+精炼的方
一种耐磨耐蚀镍基高温合金.pdf
本发明提供了一种新型耐磨耐蚀镍基高温合金,涉及高温材料领域。所述耐磨耐蚀镍基高温合金,其化学成分(wt.%)为:C0.15~0.30%、Cr25~30%、Mo10~12%、Al1.0~1.5%,其余为Ni,合金中会存在生产过程的少量杂质。所述镍基高温合金熔点高达1430~1455℃,在1300℃以上超高温条件下具有较高的蠕变强度、良好的抗氧化腐蚀性能和优异的耐磨损性能,有效地延长使用寿命,适用于工业生产大气熔炼,同时也适用于粉末冶金方法生产。所述镍基高温合金用于钢坯加热炉耐热垫块、滑轨及CSP均热炉辊环等