
自动组装点胶工艺.pdf

努力****亚捷

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动组装点胶工艺.pdf
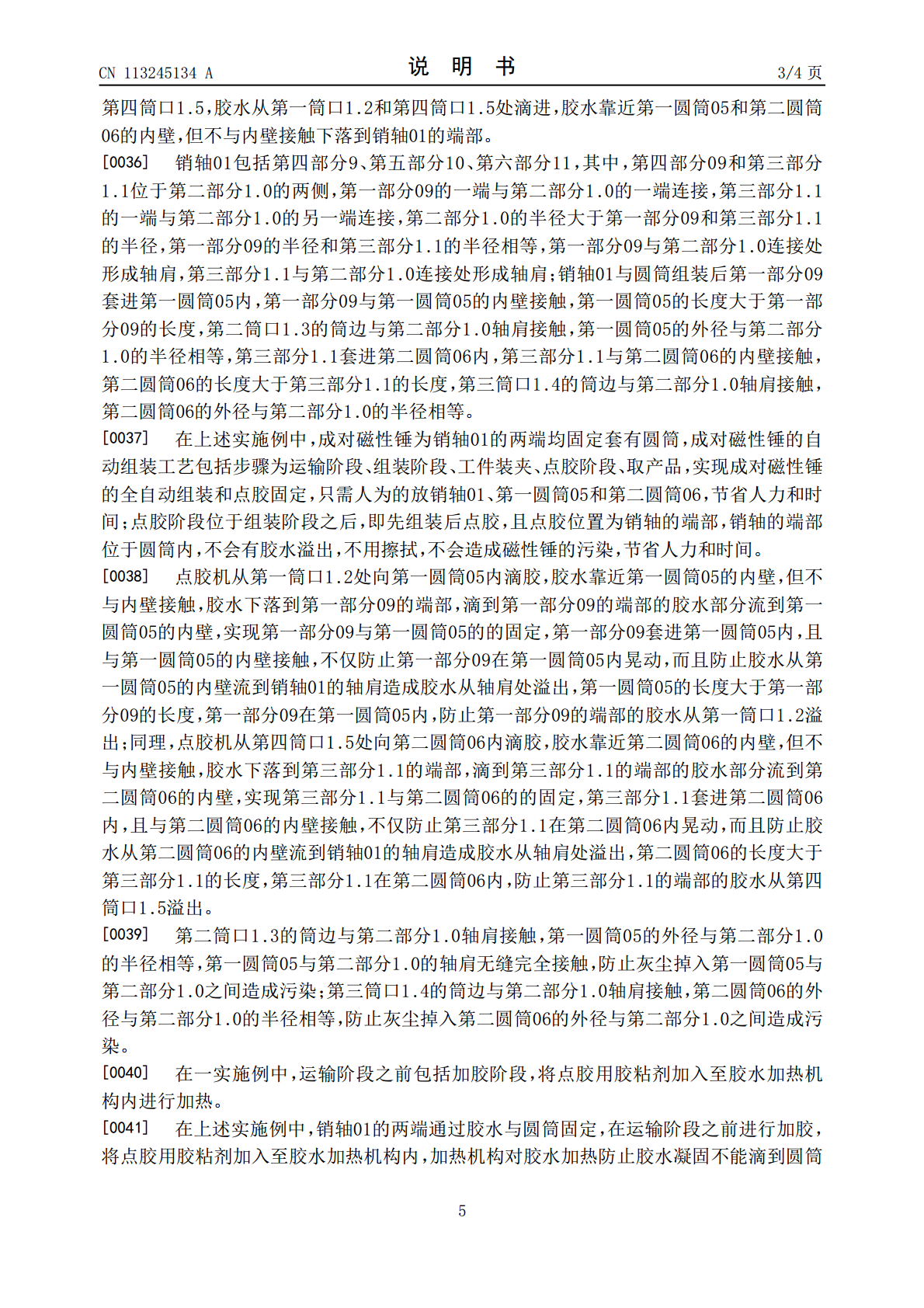
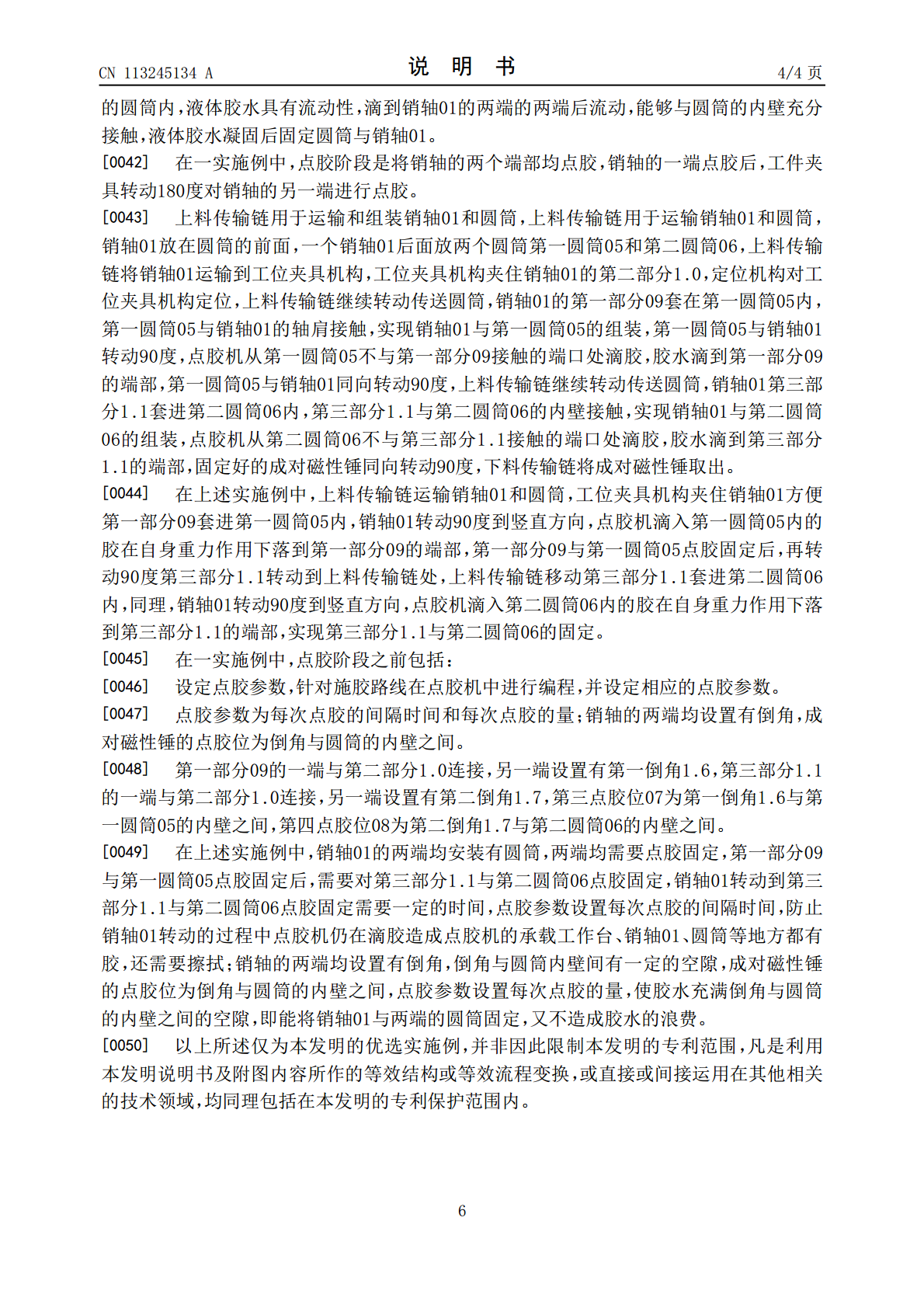
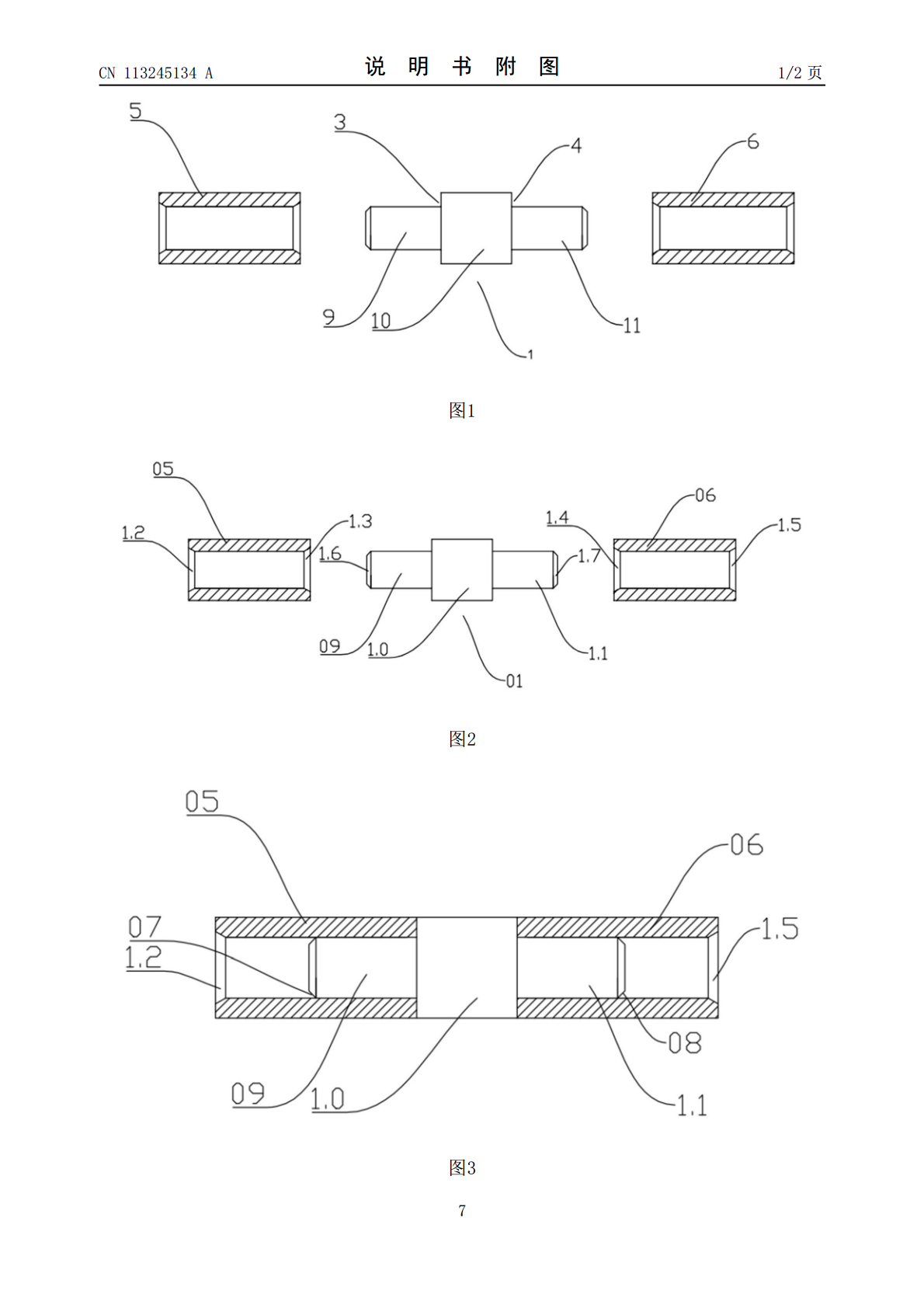
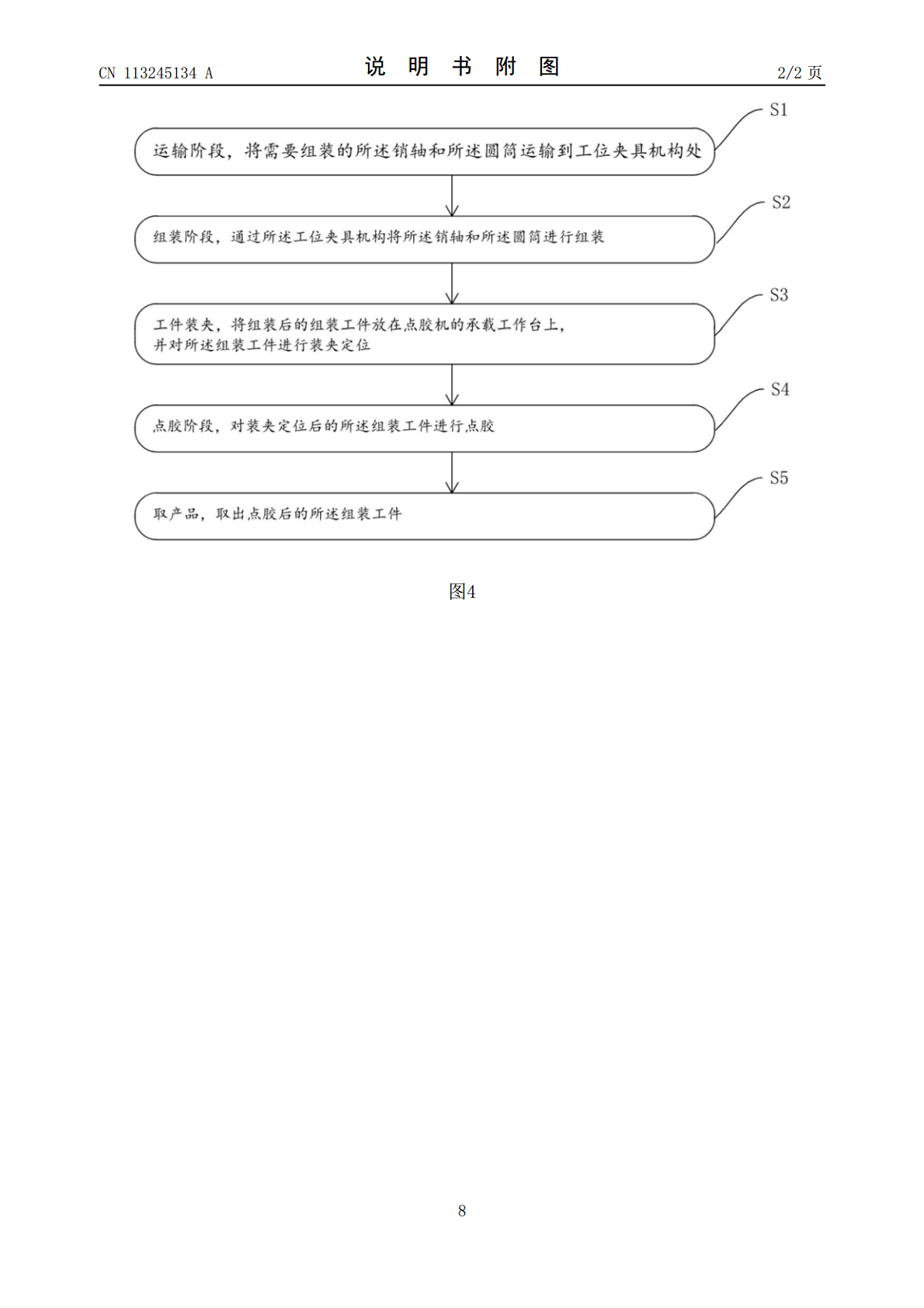
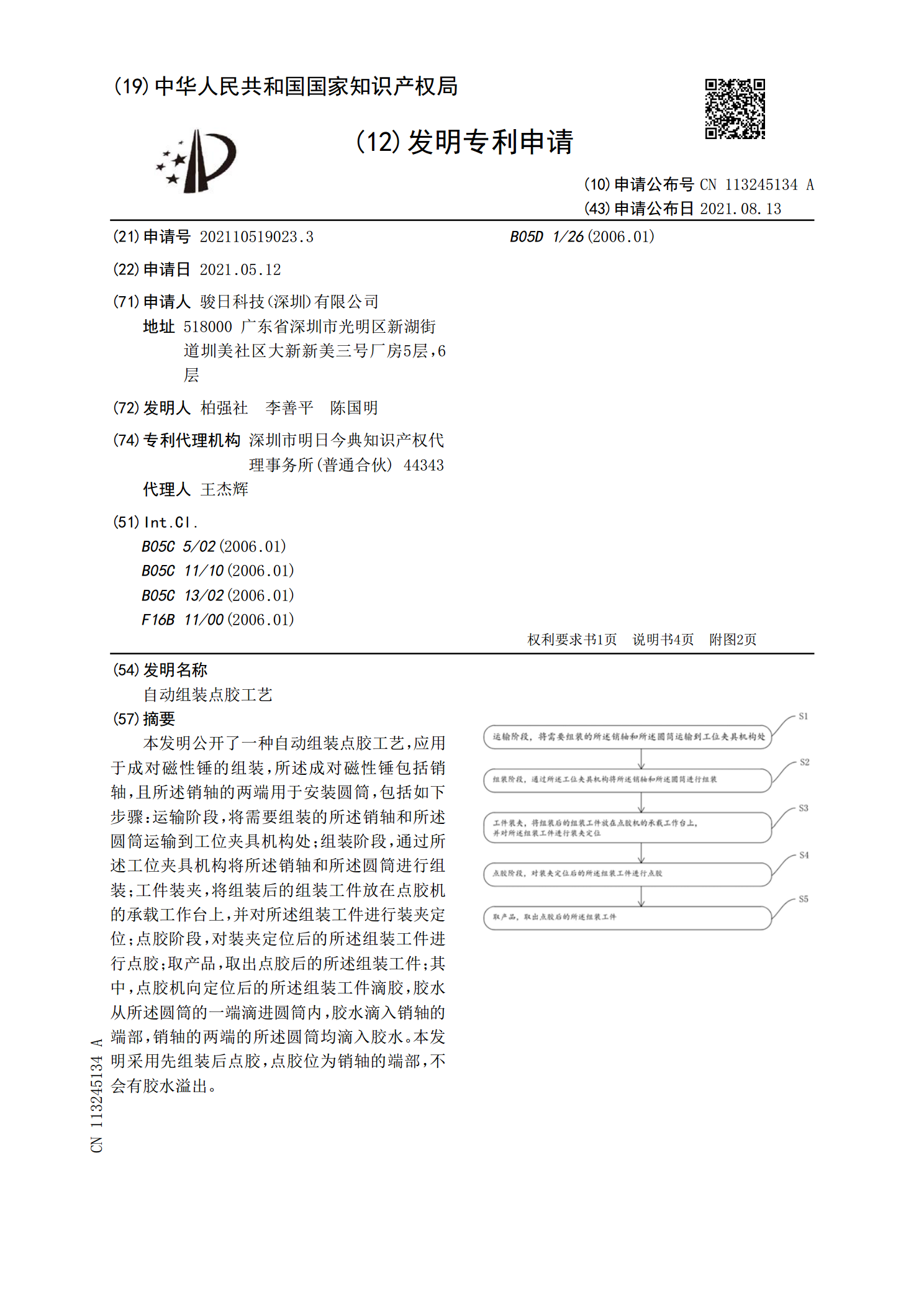
本发明公开了一种自动组装点胶工艺,应用于成对磁性锤的组装,所述成对磁性锤包括销轴,且所述销轴的两端用于安装圆筒,包括如下步骤:运输阶段,将需要组装的所述销轴和所述圆筒运输到工位夹具机构处;组装阶段,通过所述工位夹具机构将所述销轴和所述圆筒进行组装;工件装夹,将组装后的组装工件放在点胶机的承载工作台上,并对所述组装工件进行装夹定位;点胶阶段,对装夹定位后的所述组装工件进行点胶;取产品,取出点胶后的所述组装工件;其中,点胶机向定位后的所述组装工件滴胶,胶水从所述圆筒的一端滴进圆筒内,胶水滴入销轴的端部,销轴的
一种集成电路自动正反封装点胶装置.pdf
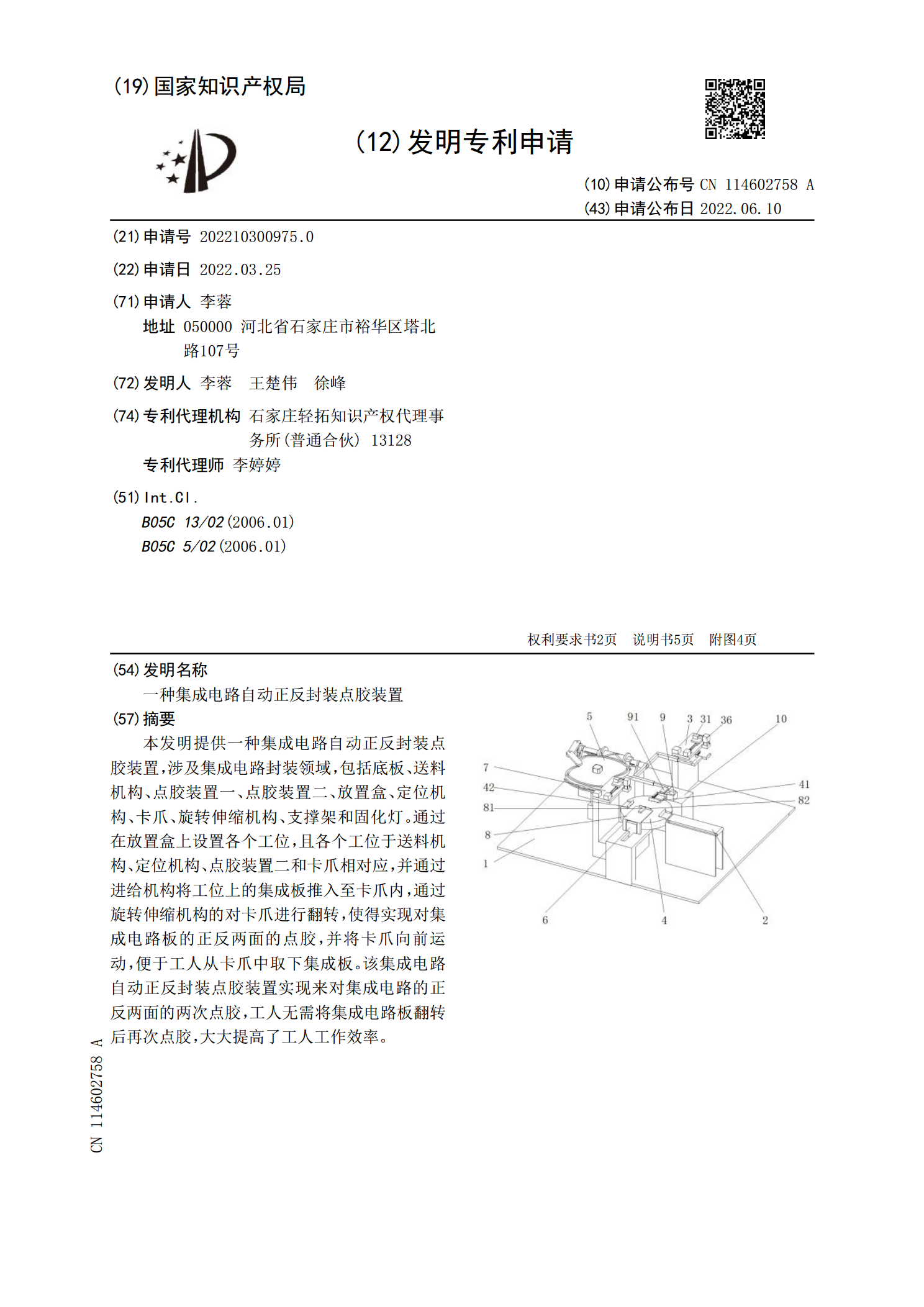
本发明提供一种集成电路自动正反封装点胶装置,涉及集成电路封装领域,包括底板、送料机构、点胶装置一、点胶装置二、放置盒、定位机构、卡爪、旋转伸缩机构、支撑架和固化灯。通过在放置盒上设置各个工位,且各个工位于送料机构、定位机构、点胶装置二和卡爪相对应,并通过进给机构将工位上的集成板推入至卡爪内,通过旋转伸缩机构的对卡爪进行翻转,使得实现对集成电路板的正反两面的点胶,并将卡爪向前运动,便于工人从卡爪中取下集成板。该集成电路自动正反封装点胶装置实现来对集成电路的正反两面的两次点胶,工人无需将集成电路板翻转后再次点

[组图]贴片胶与滴胶工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:[组图]贴片胶与滴胶工艺贴片胶与滴胶工艺表面贴片胶(SMAsurfacemountadhesives)用于波峰焊接和回流焊接以保持元件在印刷电路板(PCB)上的位置确保在装配线上传送过程中元件不会丢失。PCB装配中使用的大多数表面贴片胶(SMA)都是环氧树脂(epoxies)虽然还有聚丙烯(acrylics)用于特殊的用途。在高速滴胶系统引入和电子工业掌握如何处理货架寿命相对较短的产品之后环氧
[组图]贴片胶与滴胶工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:[组图]贴片胶与滴胶工艺贴片胶与滴胶工艺表面贴片胶(SMAsurfacemountadhesives)用于波峰焊接和回流焊接以保持元件在印刷电路板(PCB)上的位置确保在装配线上传送过程中元件不会丢失。PCB装配中使用的大多数表面贴片胶(SMA)都是环氧树脂(epoxies)虽然还有聚丙烯(acrylics)用于特殊的用途。在高速滴胶系统引入和电子工业掌握如何处理货架寿命相对较短的产品之后环氧
[组图]贴片胶与滴胶工艺.doc
[组图]贴片胶与滴胶工艺贴片胶与滴胶工艺表面贴片胶(SMAsurfacemountadhesives)用于波峰焊接和回流焊接以保持元件在印刷电路板(PCB)上的位置确保在装配线上传送过程中元件不会丢失。PCB装配中使用的大多数表面贴片胶(SMA)都是环氧树脂(epoxies)虽然还有聚丙烯(acrylics)用于特殊的用途。在高速滴胶系统引入和电子工业掌握如何处理货架寿命相对较短的产品之后环氧树脂已成为世界范围内的更主流的胶剂技术。环氧树脂一般对广泛的电路板提供良好的附着力并具有非常好的电气