
塑料制品表面喷涂工艺流程.pdf

qw****27

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料制品表面喷涂工艺流程.pdf
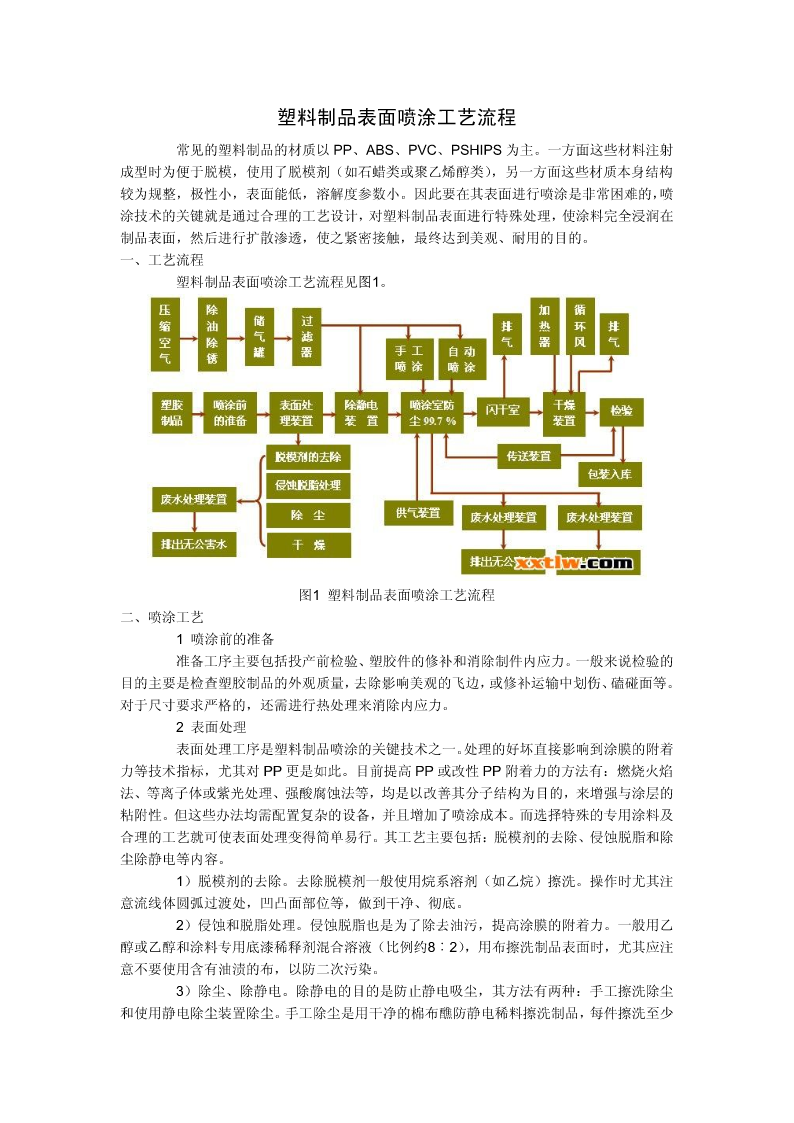
塑料制品表面喷涂工艺流程常见的塑料制品的材质以PP、ABS、PVC、PSHIPS为主。一方面这些材料注射成型时为便于脱模,使用了脱模剂(如石蜡类或聚乙烯醇类),另一方面这些材质本身结构较为规整,极性小,表面能低,溶解度参数小。因此要在其表面进行喷涂是非常困难的,喷涂技术的关键就是通过合理的工艺设计,对塑料制品表面进行特殊处理,使涂料完全浸润在制品表面,然后进行扩散渗透,使之紧密接触,最终达到美观、耐用的目的。一、工艺流程塑料制品表面喷涂工艺流程见图1。图1塑料制品表面喷涂工艺流程二、喷涂工艺1喷涂前的准备

塑料制品表面喷涂工艺.pptx
烤漆技委會講師講義系列之﹕塑料制品表面噴塗工藝1.前言目錄1.噴涂目的2.噴涂環境3.表面預處理表面預處理4.涂料選擇涂料選擇涂料選擇5.塑料制品涂料6.涂料的調制涂料的調制7.設備選擇8.塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝9.塑料制品涂膜缺陷及防治方法缺陷內容缺陷內容缺陷內容缺陷內容缺陷內容謝謝﹗請不吝賜教﹗

塑料制品表面喷涂工艺.ppt
烤漆技委會講師講義系列之﹕塑料制品表面噴塗工藝1.前言目錄1.噴涂目的2.噴涂環境3.表面預處理表面預處理4.涂料選擇涂料選擇涂料選擇5.塑料制品涂料6.涂料的調制涂料的調制7.設備選擇8.塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝9.塑料制品涂膜缺陷及防治方法缺陷內容缺陷內容缺陷內容缺陷內容缺陷內容謝謝﹗請不吝賜教﹗

塑料制品表面喷涂工艺.ppt
烤漆技委會講師講義系列之﹕塑料制品表面噴塗工藝1.前言目錄1.噴涂目的2.噴涂環境3.表面預處理表面預處理4.涂料選擇涂料選擇涂料選擇5.塑料制品涂料6.涂料的調制涂料的調制7.設備選擇8.塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝9.塑料制品涂膜缺陷及防治方法缺陷內容缺陷內容缺陷內容缺陷內容缺陷內容謝謝﹗請不吝賜教﹗

塑料制品表面喷涂工艺技术.pptx
烤漆技委會講師講義系列之﹕塑料制品表面噴塗工藝1.前言目錄1.噴涂目的2.噴涂環境3.表面預處理表面預處理4.涂料選擇涂料選擇涂料選擇5.塑料制品涂料6.涂料的調制涂料的調制7.設備選擇8.塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝塑料制品塗裝工藝9.塑料制品涂膜缺陷及防治方法缺陷內容缺陷內容缺陷內容缺陷內容缺陷內容謝謝﹗請不吝賜教﹗