
一种改性球墨铸铁井盖的加工方法.pdf

戊午****jj

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种改性球墨铸铁井盖的加工方法.pdf
本发明是关于一种改性球墨铸铁井盖的加工方法,其特征在于通过合金化手段进行改性,可以改善球墨铸铁的微观组织并能够进一步提高球墨铸铁的机械性能。采用粉体球化剂进行球化处理,吸收率得到明显提高,有利于节省生产成本。通过分步加入孕育剂,有利于提高孕育效果。
一种铸态球墨铸铁井盖的加工方法.pdf
本发明是关于一种铸态球墨铸铁井盖的加工方法,其特征在于通过调节浇注系统,改善摩擦条件,降低流动阻力,防止冷隔;通过控制铁液出炉温度,净化铁液,强化孕育。有利于提高球墨铸铁井盖产品质量及成品率,降低成本。
一种球墨铸铁井盖的生产方法.pdf
一种球墨铸铁井盖的生产方法,以10wt%~80wt%碳素钢、余量为生铁或回炉铁的炉料进行熔炼,炉料熔炼过程中加入炉料重量0.8%~1.0%的SiC作为预处理剂进行熔炼预处理,熔炼预处理包括以下步骤:将三分之一的炉料加入到电炉中熔融;熔融后将SiC加入到电炉中,加入时将SiC加到中部而不靠近炉壁;继续加入余下的炉料熔炼。本发明利用SiC作为预处理剂,可适当提高碳当量,降低成本;同时改善了铁液的冶金条件,加强了还原性,减轻锈蚀炉料的不利作用,增加球墨铸铁单位面积的石墨球数,提高球化率,减少非金属夹杂物和熔渣,
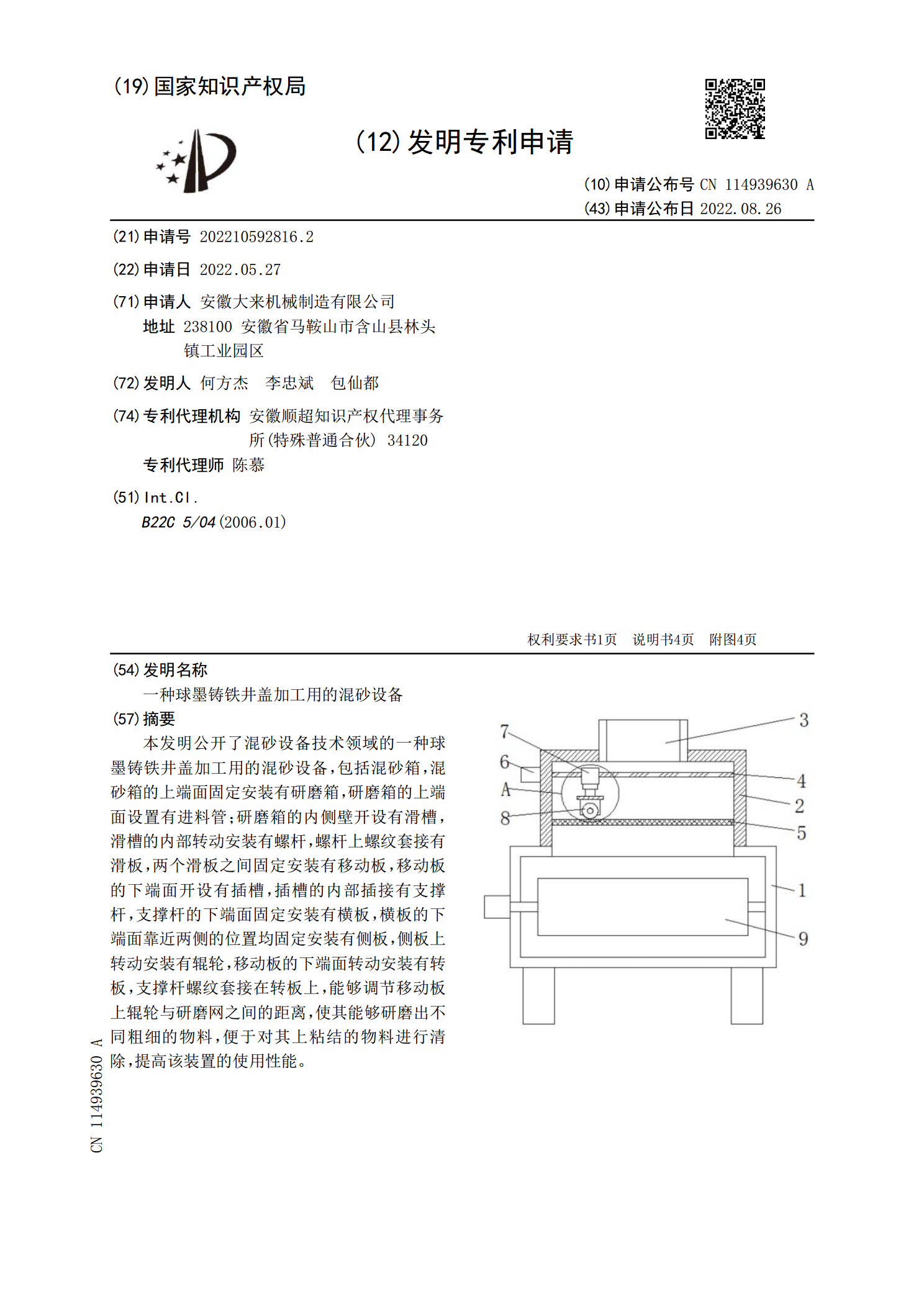
一种球墨铸铁井盖加工用的混砂设备.pdf
本发明公开了混砂设备技术领域的一种球墨铸铁井盖加工用的混砂设备,包括混砂箱,混砂箱的上端面固定安装有研磨箱,研磨箱的上端面设置有进料管;研磨箱的内侧壁开设有滑槽,滑槽的内部转动安装有螺杆,螺杆上螺纹套接有滑板,两个滑板之间固定安装有移动板,移动板的下端面开设有插槽,插槽的内部插接有支撑杆,支撑杆的下端面固定安装有横板,横板的下端面靠近两侧的位置均固定安装有侧板,侧板上转动安装有辊轮,移动板的下端面转动安装有转板,支撑杆螺纹套接在转板上,能够调节移动板上辊轮与研磨网之间的距离,使其能够研磨出不同粗细的物料,

一种球墨铸铁井盖排水过滤装置及方法.pdf
本发明公开了一种球墨铸铁井盖排水过滤装置及方法,整个装置结构设计合理,机械强度高,同时可以面对不同的使用环境,其中当出现较小降水时,雨水和一些小型杂物就会顺着两个漏水孔的间隙流走,一些大体积的杂物就会留在挡板上,当出现较大降水时,挡板上积累的杂物较多,同时雨水的冲击挡板就会被迫向下移动,两个漏水孔的间隙会变大,这样单位时间流过的雨水就会变多,同时一些体积偏大的杂物也会落下,这样避免井盖出现堵塞,与此同时,雨水会大规模的冲击扇片,扇片快速转动,扰乱架会带动毛刷来回扰动挡板,这样清理一些体积较大的杂物,避免出