
一种增材制造的铜铁合金及其制备方法.pdf

永香****能手


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种增材制造的铜铁合金及其制备方法.pdf
本发明涉及一种增材制造的铜铁合金,其特征在于该铜铁合金的质量百分比组成为Fe:5.0~8.0wt%,RE:0.8~1.5wt%,余量为Cu和不可避免的杂质,杂质含量≤0.01wt%。本发明在铜合金中加入了适量的Fe,明显提高了铜在增材制造过程中对激光的吸收率,使增材制造更加容易进行。向铜合金中加入了适量的稀土,一方面可以改善铜铁合金粉末的显微组织,使其更适合于增材制造工艺,另一方面可以细化Cu相和Fe相的组织,提高铜铁合金的力学性能。

一种间接增材制造设备及其增材制造方法.pdf
本发明公开了一种间接增材制造设备及其增材制造的方法,包括挤出机构和预脱脂系统,及驱动挤出机构或预脱脂系统向X、Y轴运动的运动导轨,挤出机构连接有供料系统,运动导轨下方设置有零件托板,零件托板上设置有集脂系统;还包括有驱动零件托板沿Z轴运动的Z轴机构;还包括有工控机。通过层层催化脱脂预先脱除部分粘结剂,在不损伤坯体强度的情况下使坯体的内部形成均布、连通的微孔,不但减小了粘结剂脱脂产物排除坯体的难度,而且避免了后续单独预脱脂过程的参与,可缩短脱脂周期、降低生产成本,且脱脂更彻底无粘结剂组份残留风险。
一种铜铬混合物及其增材制造方法.pdf
本发明公开了一种铜铬混合物及其增材制造方法,涉及复合材料技术领域;本发明通过电磁感应的加热方式能提高基板的温度,并通过基板提高混合粉末中铜粉的温度及红外激光吸收率,同时电磁感应线圈的电磁涡流使熔池内产生涡流对溶质元素进行充分搅拌,使溶质元素充分扩散于熔池中,铜铬混合粉末在红外激光辐射下熔化形成冶金结合,最终达到铜元素与铬元素充分互溶形成组织均匀的混合物的效果,从而解决了激光熔化沉积制造铜合金的难题。
一种GMAW电弧增材制造铜-钢复合材料的制备方法.pdf
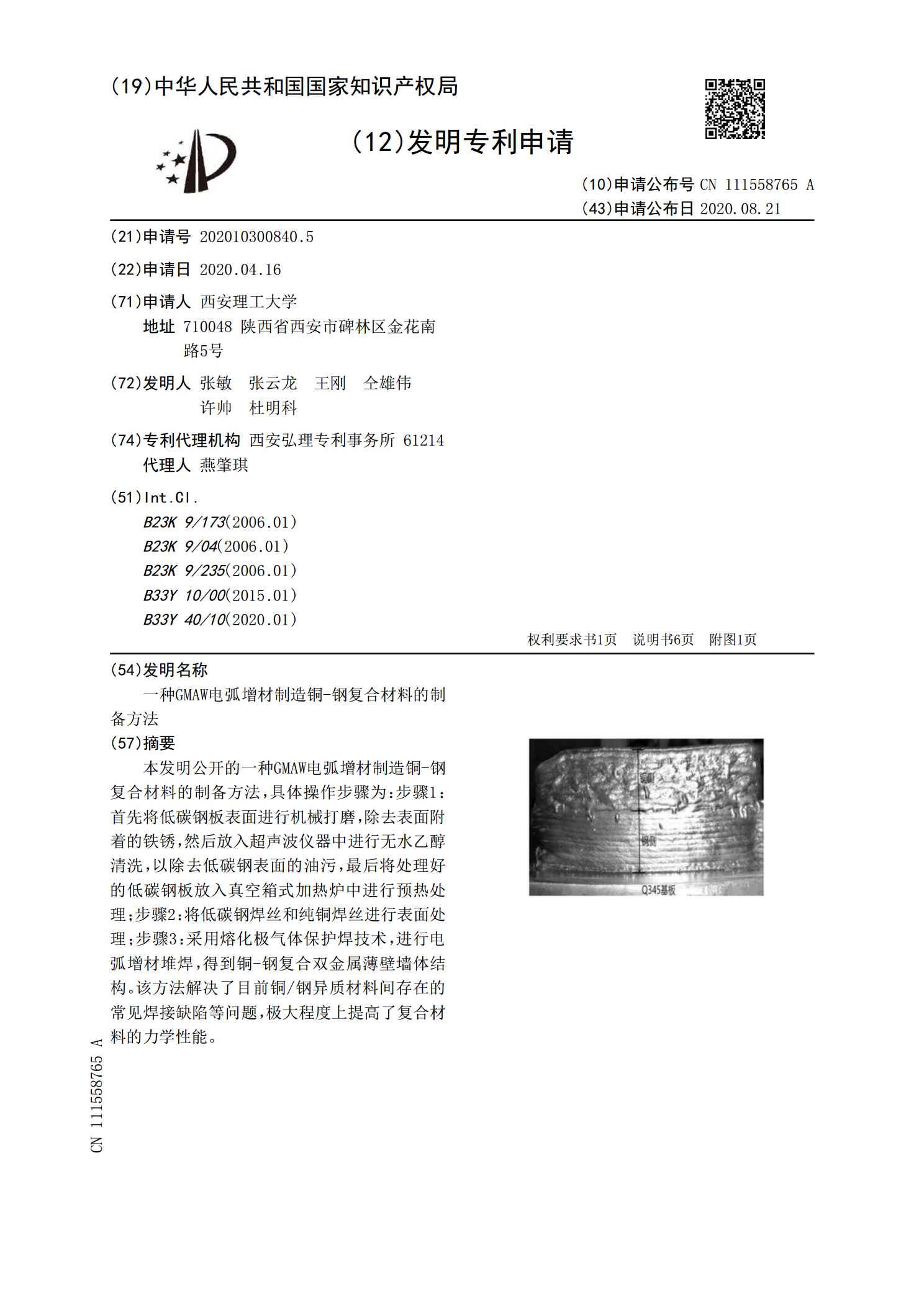
本发明公开的一种GMAW电弧增材制造铜‑钢复合材料的制备方法,具体操作步骤为:步骤1:首先将低碳钢板表面进行机械打磨,除去表面附着的铁锈,然后放入超声波仪器中进行无水乙醇清洗,以除去低碳钢表面的油污,最后将处理好的低碳钢板放入真空箱式加热炉中进行预热处理;步骤2:将低碳钢焊丝和纯铜焊丝进行表面处理;步骤3:采用熔化极气体保护焊技术,进行电弧增材堆焊,得到铜‑钢复合双金属薄壁墙体结构。该方法解决了目前铜/钢异质材料间存在的常见焊接缺陷等问题,极大程度上提高了复合材料的力学性能。
一种铜镍硅铁合金及其制备方法.pdf
本发明公开了一种铜镍硅铁合金及其制备方法,由以下重量百分比成分组成:铜20-30%、镍10-22%、硅16-20%、钛0.05-0.15%、碳≤0.05%、磷≤0.05%、硫≤0.05%、余量为铁。制备方法:(1)按比例称取铜棒、镍粉、硅粉、铁粉、钛粉,将镍粉、硅粉、铁粉、钛粉混料3-5小时得合金粉末;(2)将合金粉末装入坩埚,将铜棒放在坩埚内的合金粉末上,将坩埚放入真空高温烧结炉内进行熔炼,得到合金体;(3)将得到的合金体进行固溶处理和时效处理,得铜镍硅铁合金。本发明的铜镍硅铁合金,铸态组织致密,细晶均