
转子壳体后盖板的加工方法.pdf

纪阳****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
转子壳体后盖板的加工方法.pdf
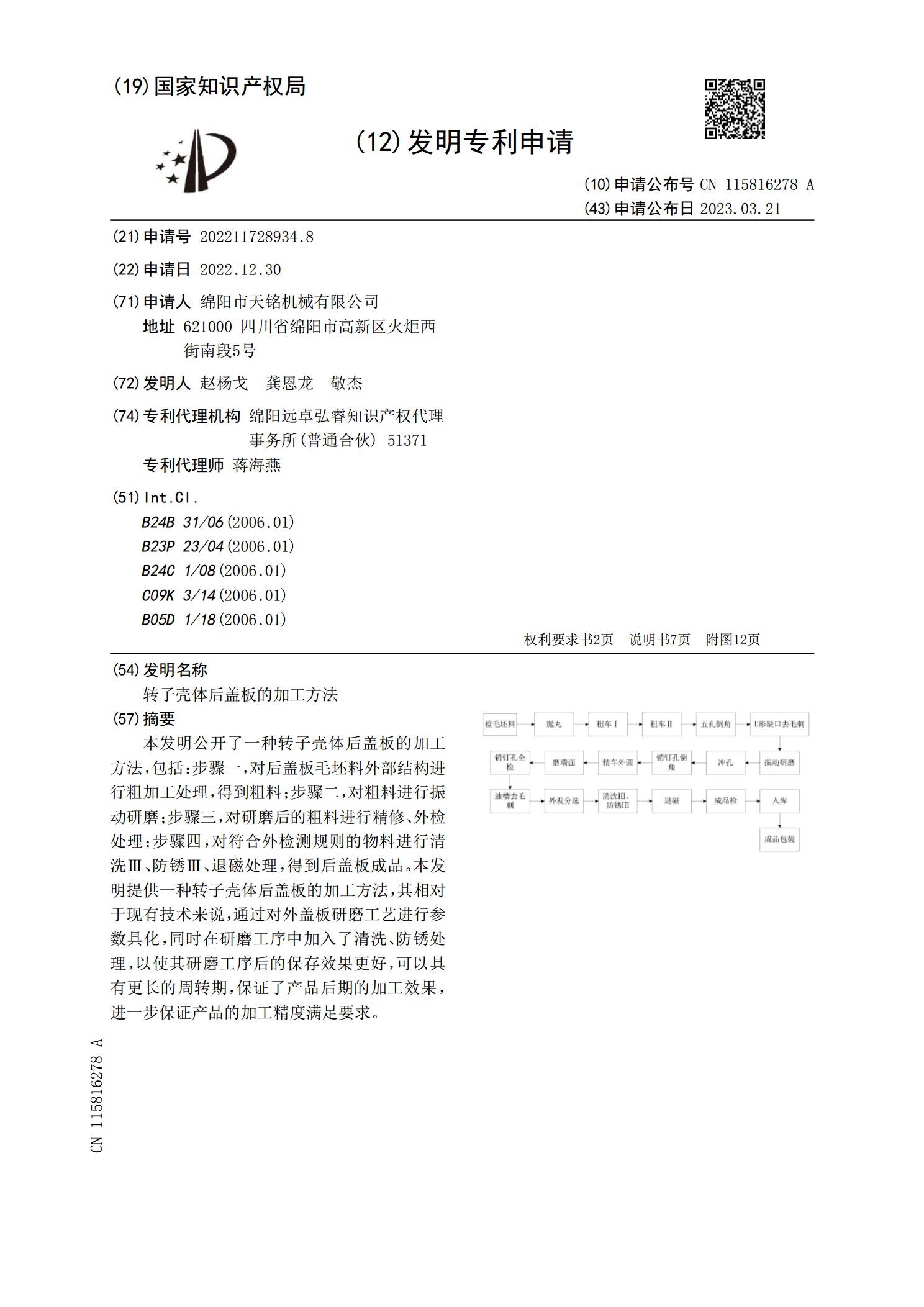
本发明公开了一种转子壳体后盖板的加工方法,包括:步骤一,对后盖板毛坯料外部结构进行粗加工处理,得到粗料;步骤二,对粗料进行振动研磨;步骤三,对研磨后的粗料进行精修、外检处理;步骤四,对符合外检测规则的物料进行清洗Ⅲ、防锈Ⅲ、退磁处理,得到后盖板成品。本发明提供一种转子壳体后盖板的加工方法,其相对于现有技术来说,通过对外盖板研磨工艺进行参数具化,同时在研磨工序中加入了清洗、防锈处理,以使其研磨工序后的保存效果更好,可以具有更长的周转期,保证了产品后期的加工效果,进一步保证产品的加工精度满足要求。

壳体加工方法、壳体及终端.pdf
本发明提供了一种壳体加工方法,用于去除壳体的内表面预留的金属连接桥,其特征在于,所述方法包括步骤:提供一壳体,其中,所述壳体开设有至少一个天线槽,所述壳体的内表面上设置有横跨所述至少一个天线槽的金属连接桥;通过一具有预设刀面厚度的T型加工刀对所述金属连接桥进行预设次数的切削,每次切削对应的厚度,以在所述壳体的内表面去除所述金属连接桥。本发明还提供了一种通过所述壳体加工方法去除了金属连接桥的壳体,以及具有壳体的终端。本发明能够以一种有效的方式去除壳体内表面预留的金属连接桥且可大大降低不良率。
壳体的加工方法.pdf
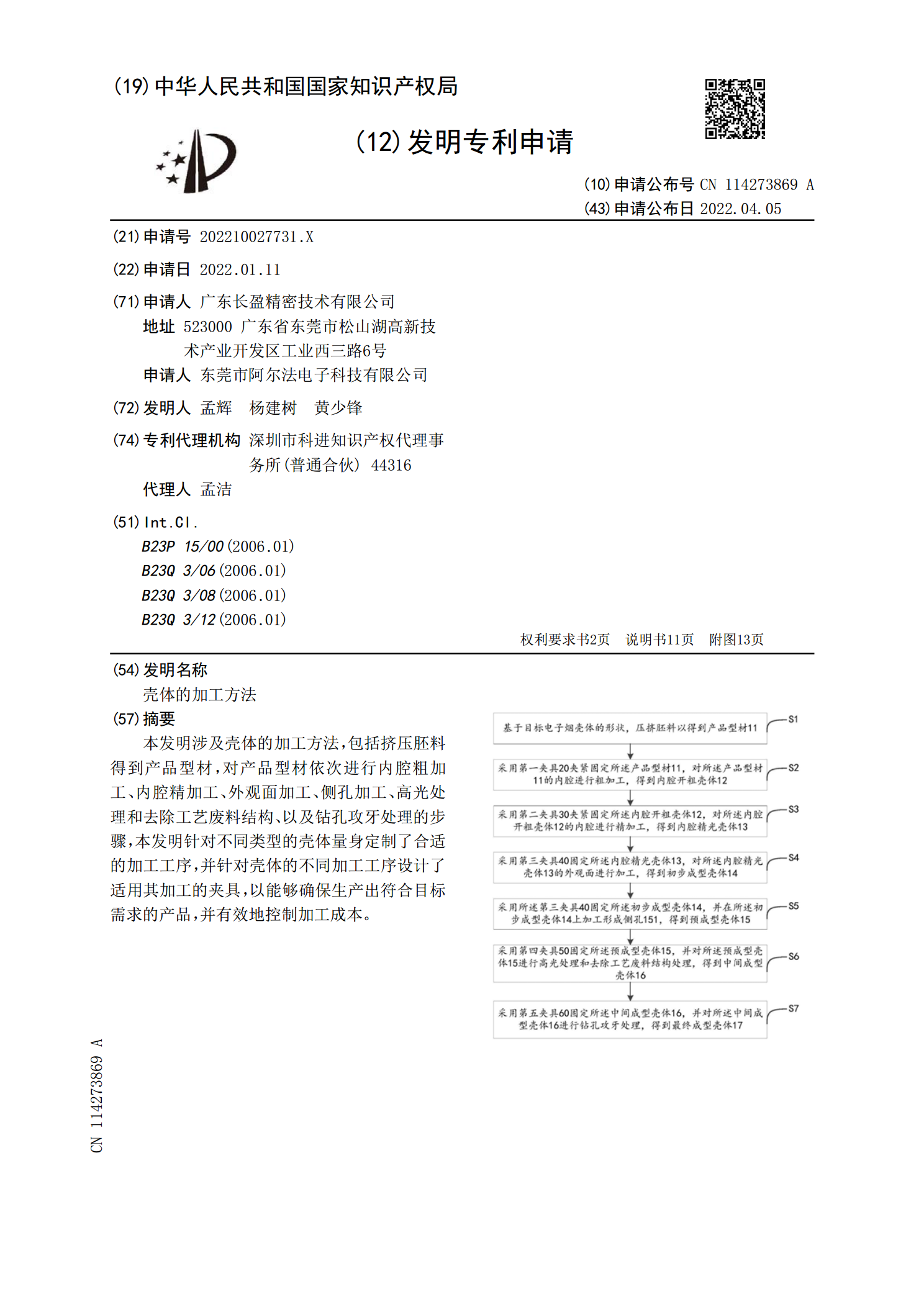
本发明涉及壳体的加工方法,包括挤压胚料得到产品型材,对产品型材依次进行内腔粗加工、内腔精加工、外观面加工、侧孔加工、高光处理和去除工艺废料结构、以及钻孔攻牙处理的步骤,本发明针对不同类型的壳体量身定制了合适的加工工序,并针对壳体的不同加工工序设计了适用其加工的夹具,以能够确保生产出符合目标需求的产品,并有效地控制加工成本。

壳体的加工方法、壳体及移动终端.pdf
本发明公布了一种壳体的加工方法,包括:提供卡托胚体;提供第一刀具,包括第一中心轴和第一切削面,所述第一切削面为以所述第一中心轴为中心的圆锥面;将所述第一刀具放置在所述挡板部外围,使得所述第一切削面接触所述第一轮廓线;驱动所述第一刀具围绕所述卡托胚体移动,使得所述第一切削面切削所述挡板部边缘,以在所述第一内表面和所述外壁面之间形成第一倒角面,所述第一刀具移动的过程中,所述第一中心轴的运动轨迹与所述第一轮廓线的形状相同。使第一内表面与外壁面之间通过第一倒角面圆滑过渡,不易刮伤用户。本发明还公布了一种壳体和移动

手表壳体加工方法以及手表壳体.pdf
本发明涉及一种手表壳体加工方法以及手表壳体,手表壳体由该方法加工而成,加工方法包括以下步骤:选择毛坯料;在所述毛坯料上加工内腔;在所述毛坯料上加工手表壳体的外部形状,所述外部形状包括第一加工面和第二加工面,所述第一加工面和所述第二加工面通过圆弧过渡,加工所述外部形状时,至少存在车刀沿着斜面走刀的步骤,以使沿着车刀的进给方向,车削掉的废料的厚度逐渐变薄。车刀沿着进给的方向车削的废料的厚度逐渐变薄,因此随着车刀逐渐伸入工件内部,车刀受到的阻力增加不会很大,进而减小了车刀的震动,最终使加工后的产品上不容易留下震