
全自动料卷供料系统及方法.pdf

一条****轩吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
全自动料卷供料系统及方法.pdf
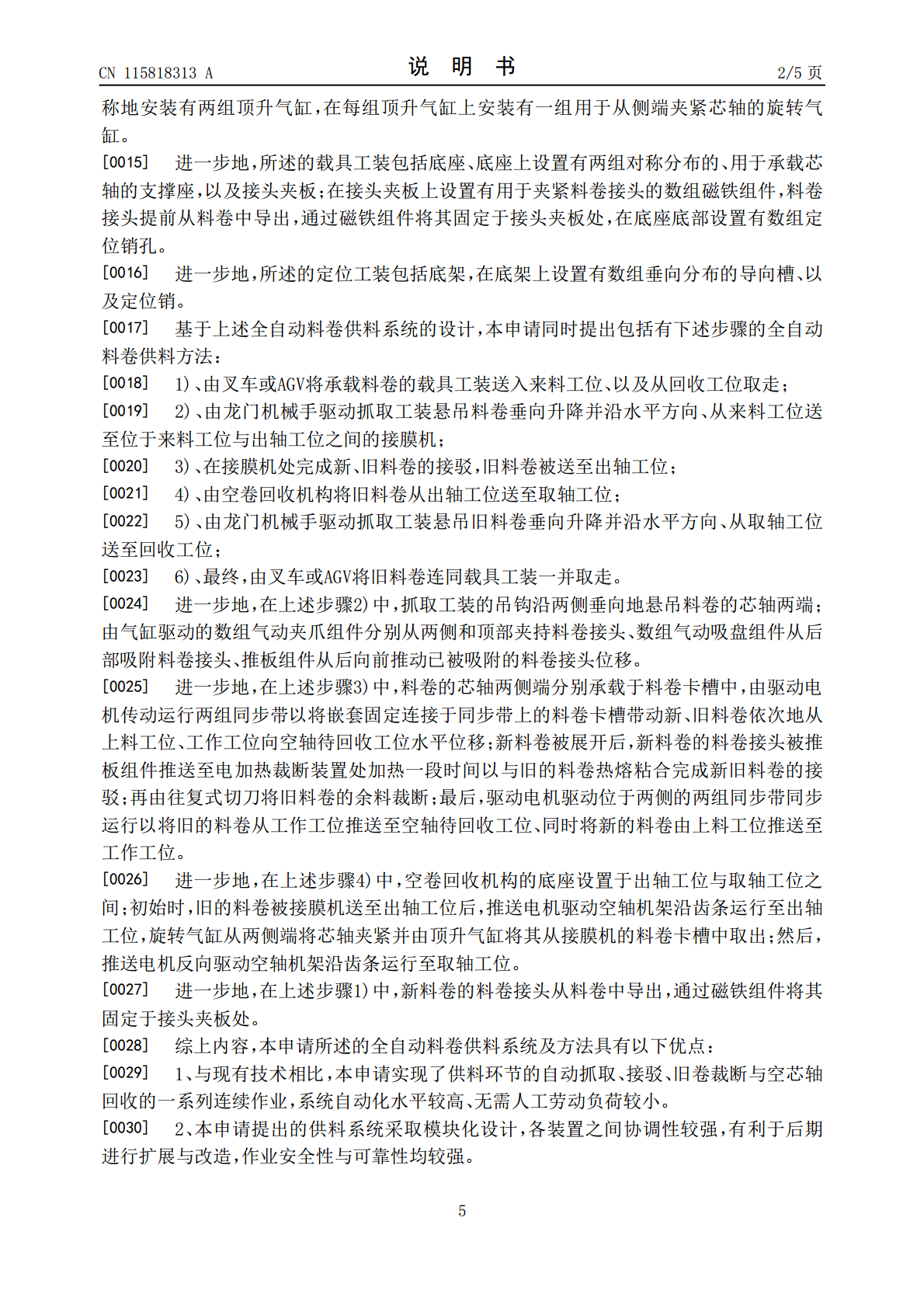
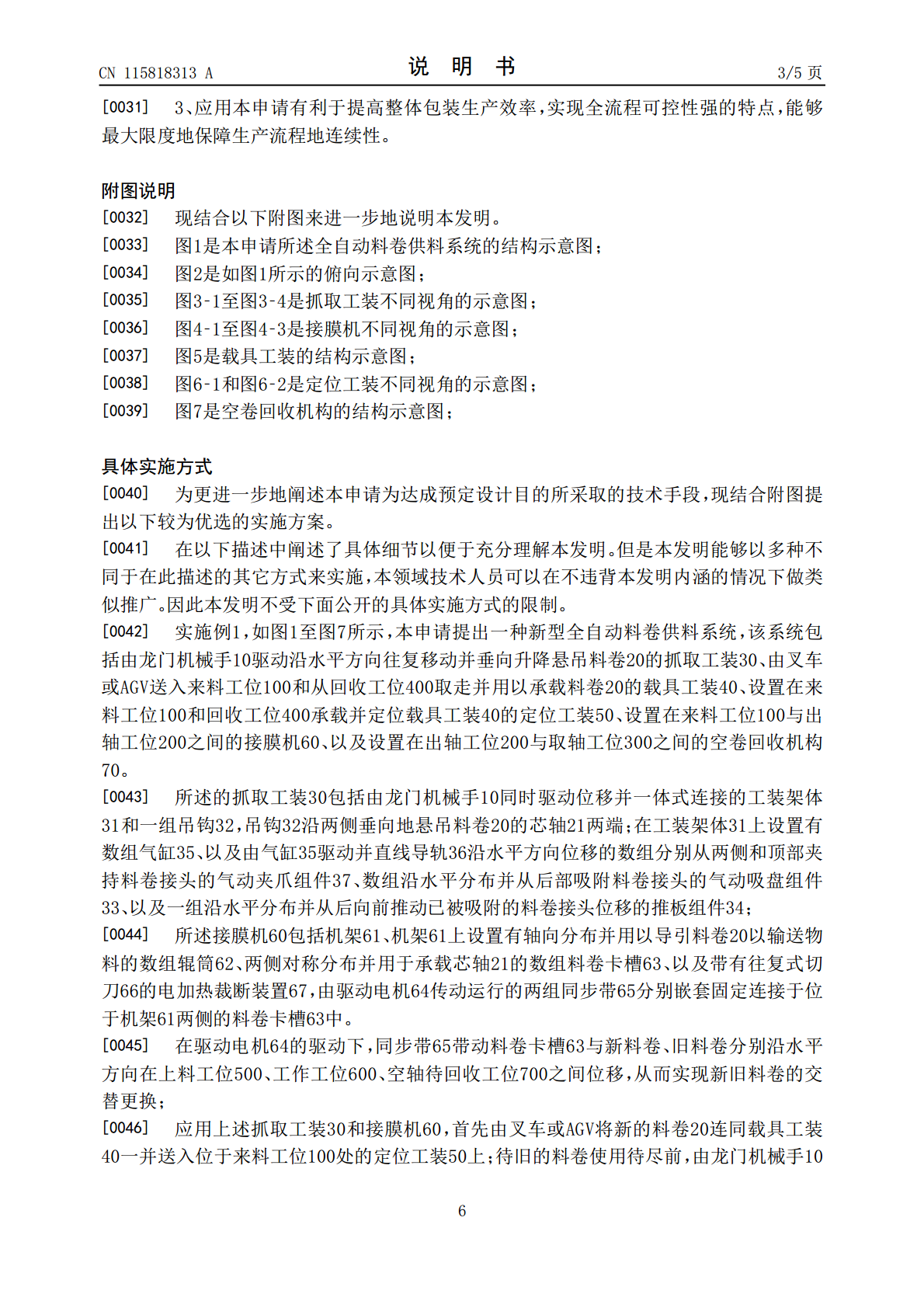
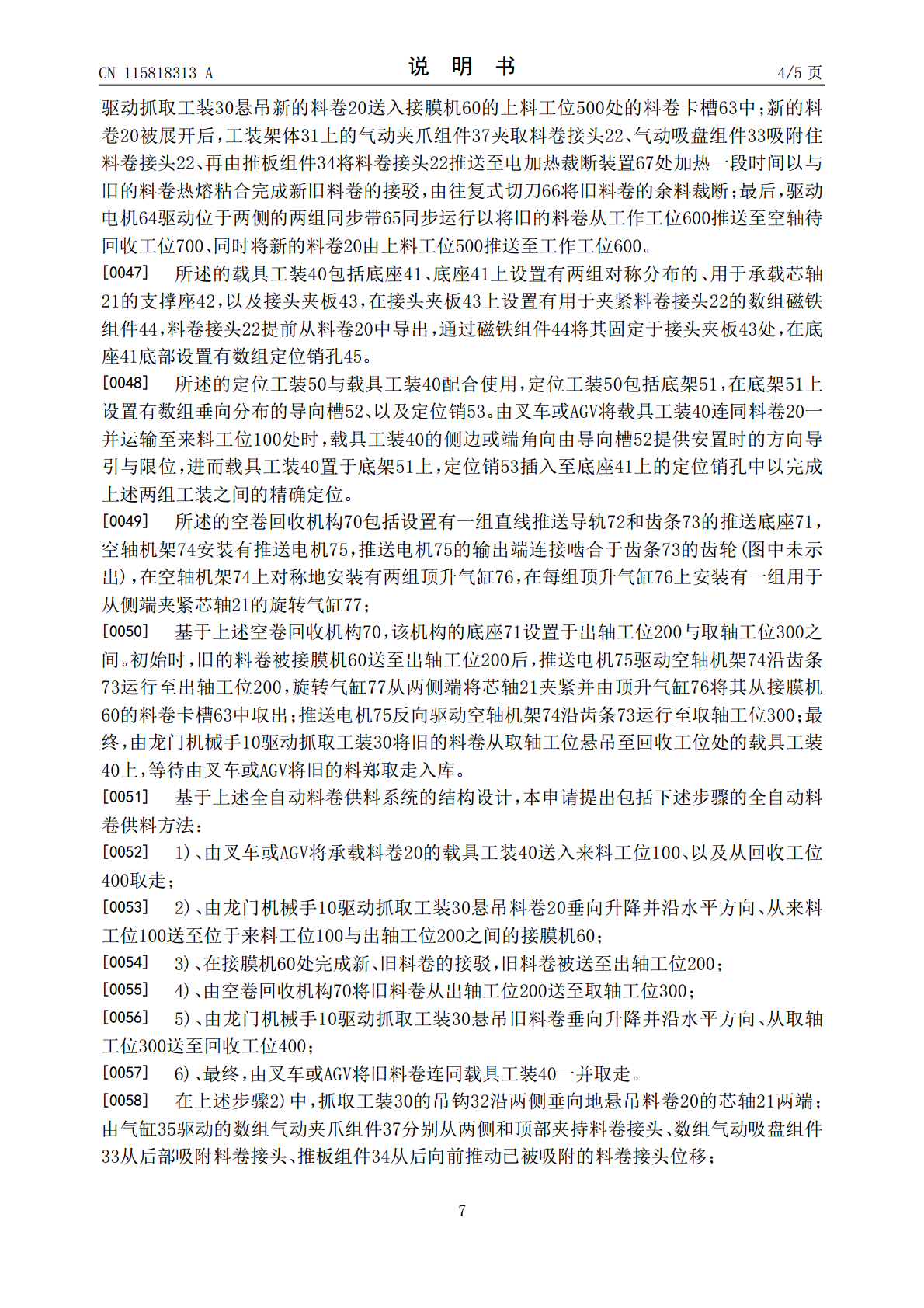
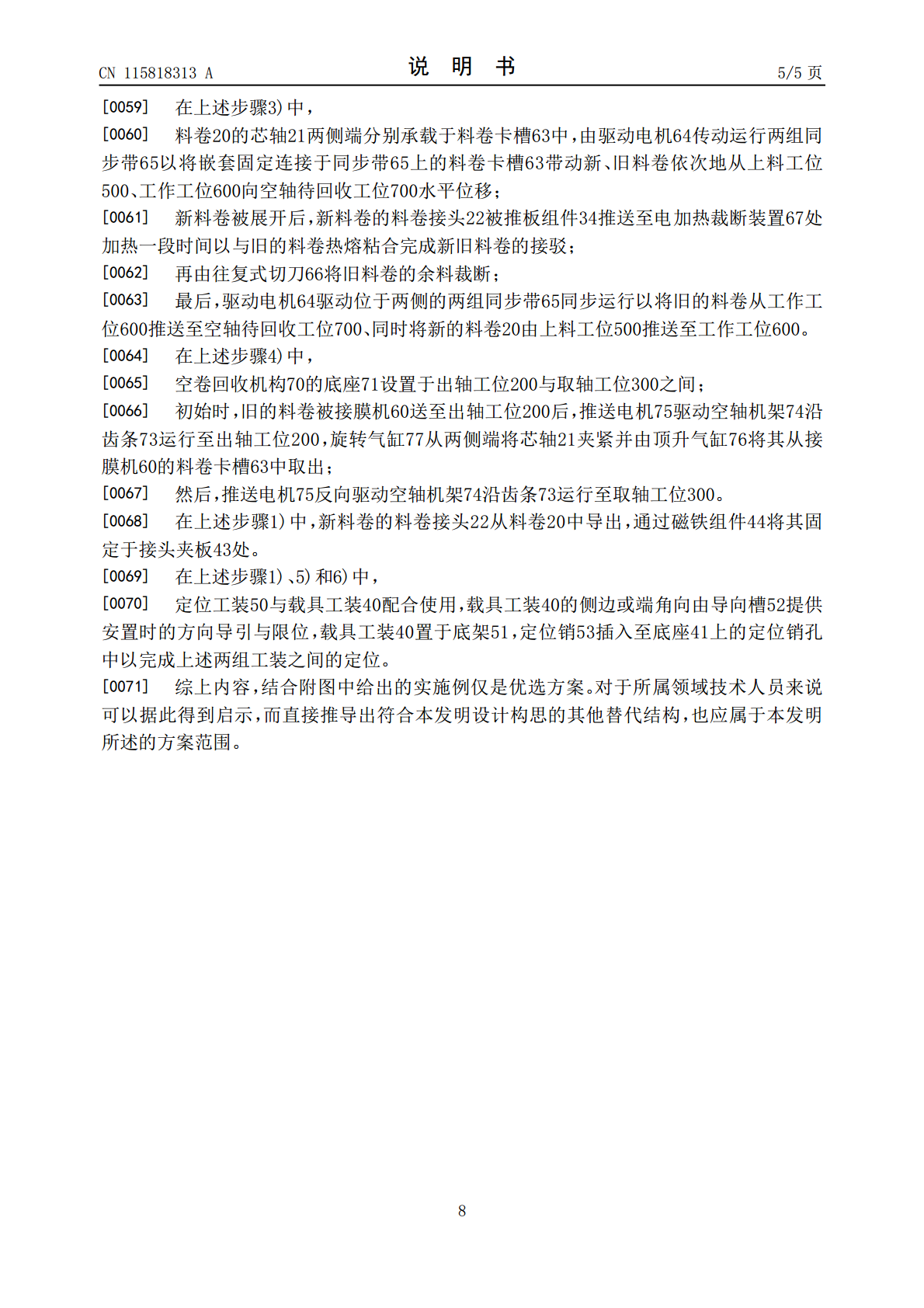
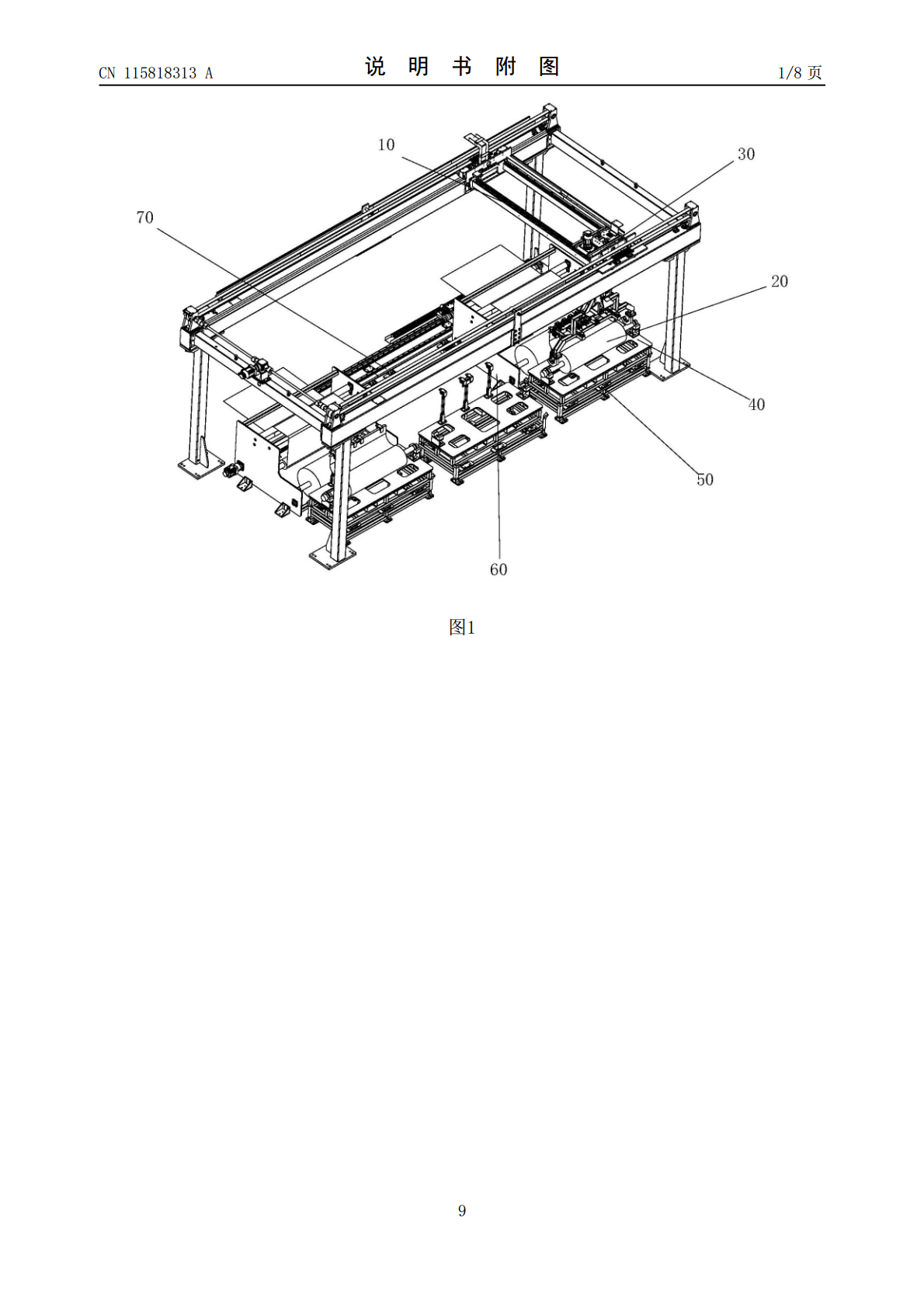
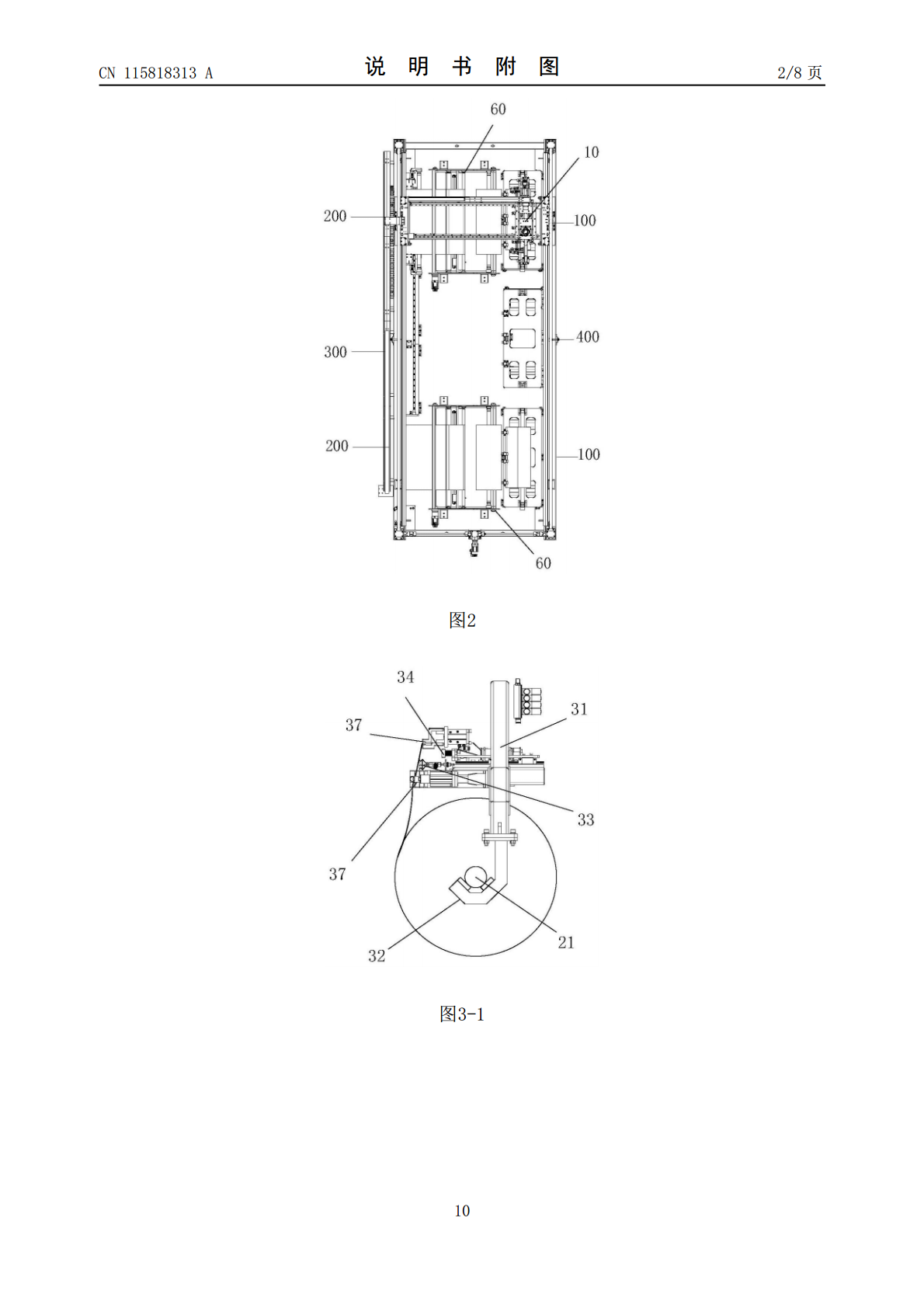
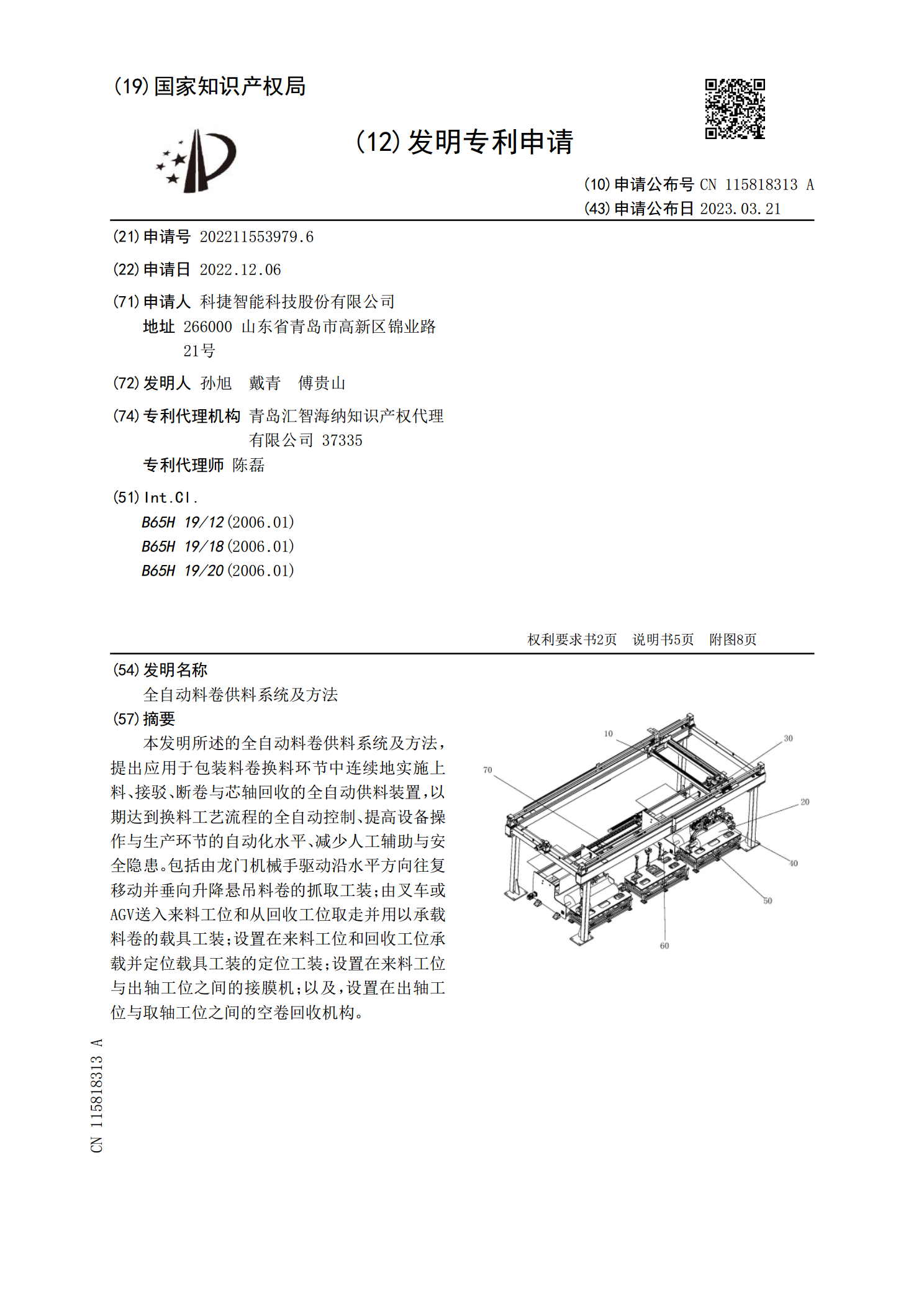
本发明所述的全自动料卷供料系统及方法,提出应用于包装料卷换料环节中连续地实施上料、接驳、断卷与芯轴回收的全自动供料装置,以期达到换料工艺流程的全自动控制、提高设备操作与生产环节的自动化水平、减少人工辅助与安全隐患。包括由龙门机械手驱动沿水平方向往复移动并垂向升降悬吊料卷的抓取工装;由叉车或AGV送入来料工位和从回收工位取走并用以承载料卷的载具工装;设置在来料工位和回收工位承载并定位载具工装的定位工装;设置在来料工位与出轴工位之间的接膜机;以及,设置在出轴工位与取轴工位之间的空卷回收机构。
锡料自动供料系统.pdf
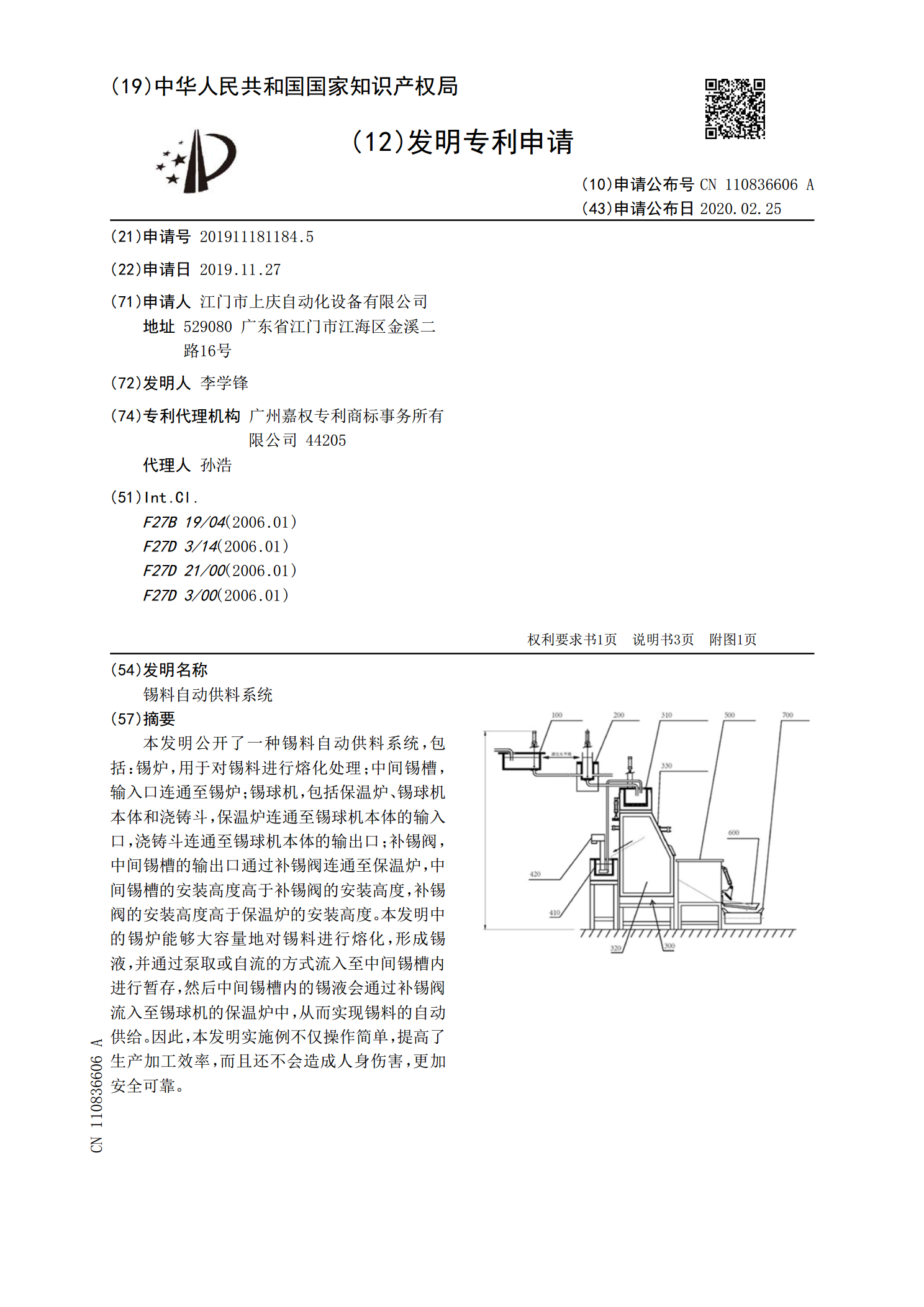
本发明公开了一种锡料自动供料系统,包括:锡炉,用于对锡料进行熔化处理;中间锡槽,输入口连通至锡炉;锡球机,包括保温炉、锡球机本体和浇铸斗,保温炉连通至锡球机本体的输入口,浇铸斗连通至锡球机本体的输出口;补锡阀,中间锡槽的输出口通过补锡阀连通至保温炉,中间锡槽的安装高度高于补锡阀的安装高度,补锡阀的安装高度高于保温炉的安装高度。本发明中的锡炉能够大容量地对锡料进行熔化,形成锡液,并通过泵取或自流的方式流入至中间锡槽内进行暂存,然后中间锡槽内的锡液会通过补锡阀流入至锡球机的保温炉中,从而实现锡料的自动供给。因
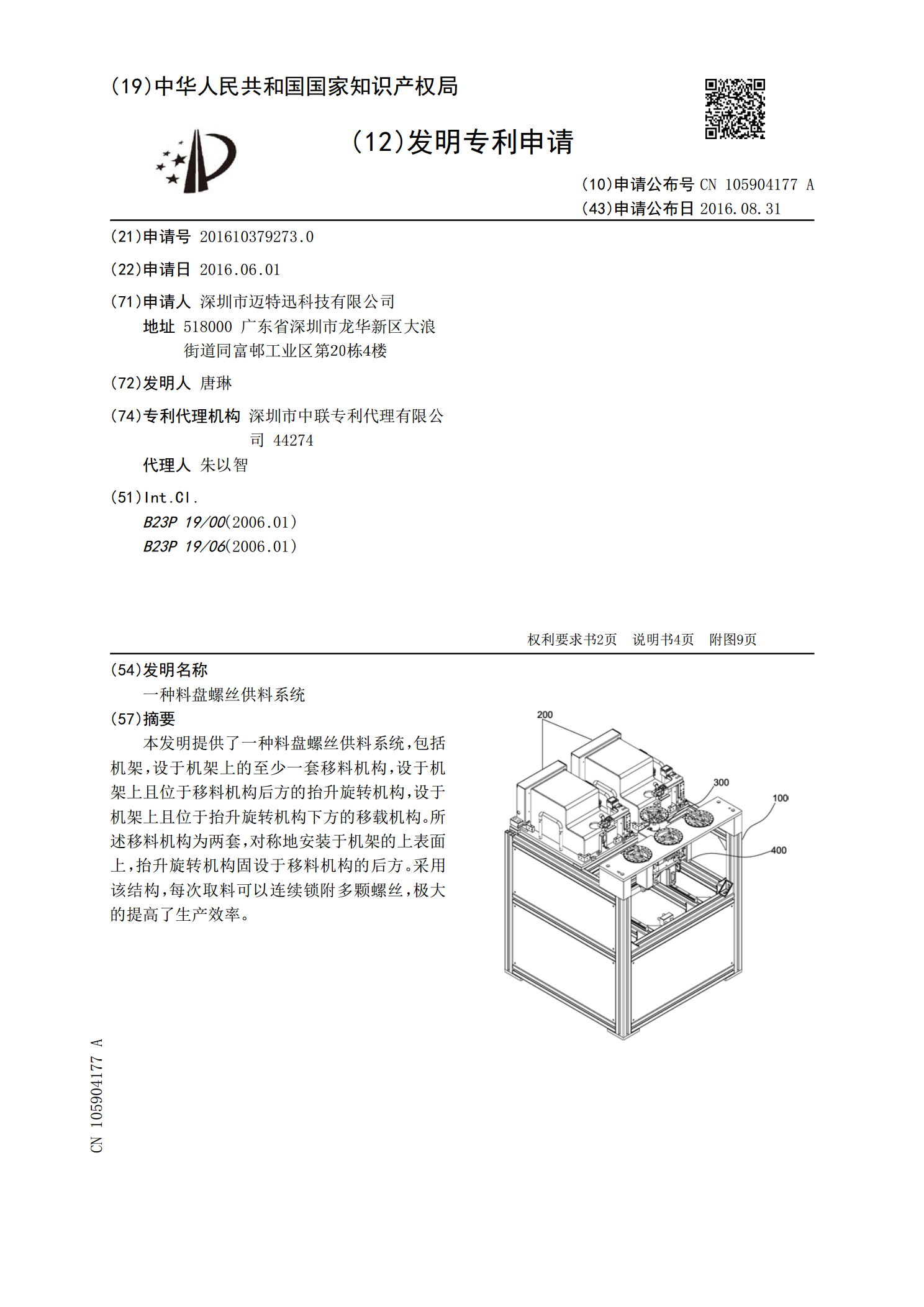
一种料盘螺丝供料系统.pdf
本发明提供了一种料盘螺丝供料系统,包括机架,设于机架上的至少一套移料机构,设于机架上且位于移料机构后方的抬升旋转机构,设于机架上且位于抬升旋转机构下方的移载机构。所述移料机构为两套,对称地安装于机架的上表面上,抬升旋转机构固设于移料机构的后方。采用该结构,每次取料可以连续锁附多颗螺丝,极大的提高了生产效率。

转炉修补料供料装置及方法.pdf
本发明涉及转炉水基修补料施工领域,特别是涉及转炉修补料供料装置及方法。转炉修补料供料装置包括装置主体,所述装置主体包括加料端、出料端以及连接所述加料端和所述出料端的供料坡道,其中,沿所述装置主体的高度方向,所述加料端的高度高于所述出料端的高度。本发明的目的在于提供转炉修补料供料装置及方法,以至少实现使得修补料可以简单且简便地供给至转炉中,并且使修补料在供料过程中充分拌匀。
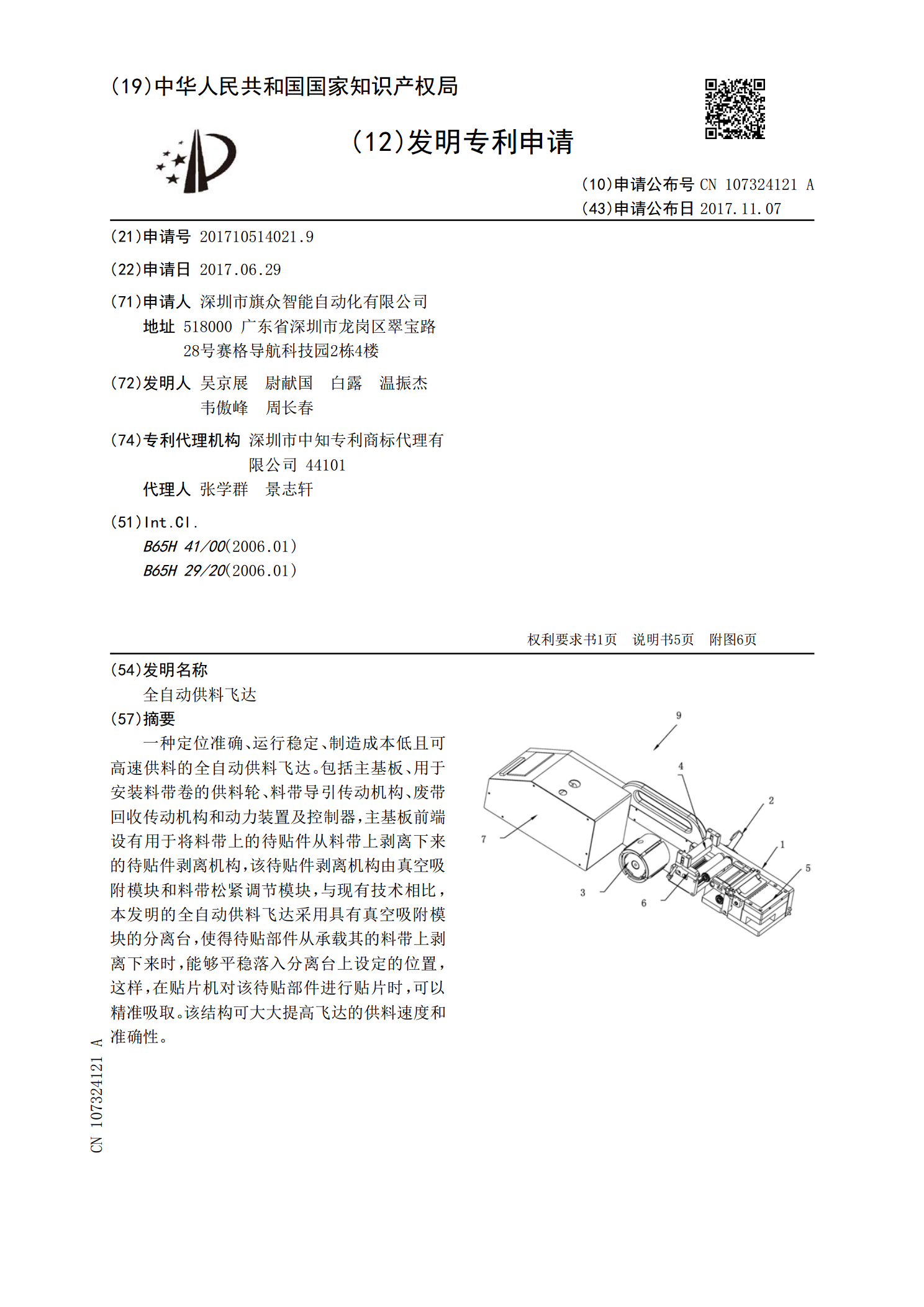
全自动供料飞达.pdf
一种定位准确、运行稳定、制造成本低且可高速供料的全自动供料飞达。包括主基板、用于安装料带卷的供料轮、料带导引传动机构、废带回收传动机构和动力装置及控制器,主基板前端设有用于将料带上的待贴件从料带上剥离下来的待贴件剥离机构,该待贴件剥离机构由真空吸附模块和料带松紧调节模块,与现有技术相比,本发明的全自动供料飞达采用具有真空吸附模块的分离台,使得待贴部件从承载其的料带上剥离下来时,能够平稳落入分离台上设定的位置,这样,在贴片机对该待贴部件进行贴片时,可以精准吸取。该结构可大大提高飞达的供料速度和准确性。