
一种硬岩TBM盾构刀圈材料及其制备工艺.pdf

St****36

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种硬岩TBM盾构刀圈材料及其制备工艺.pdf
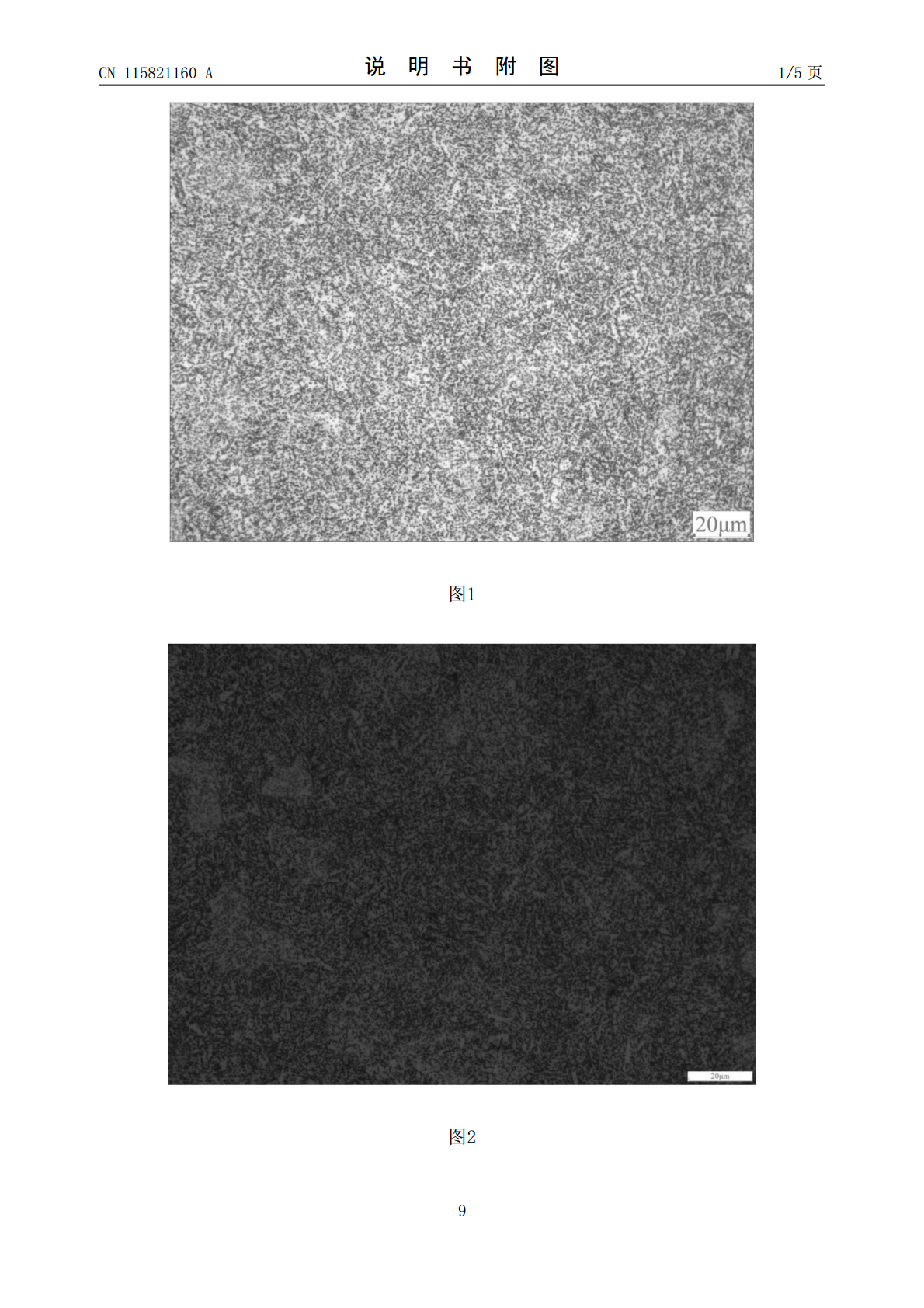
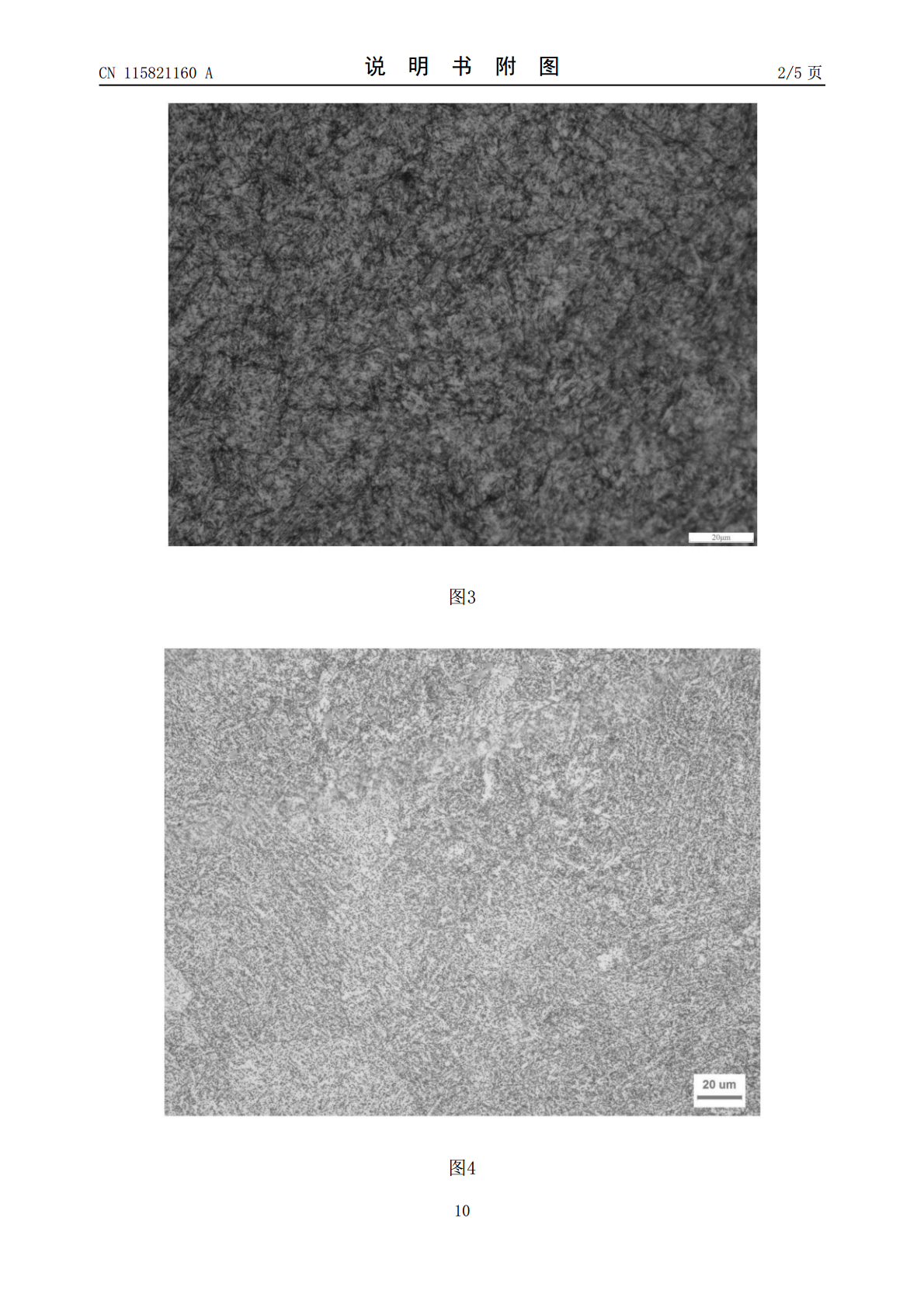
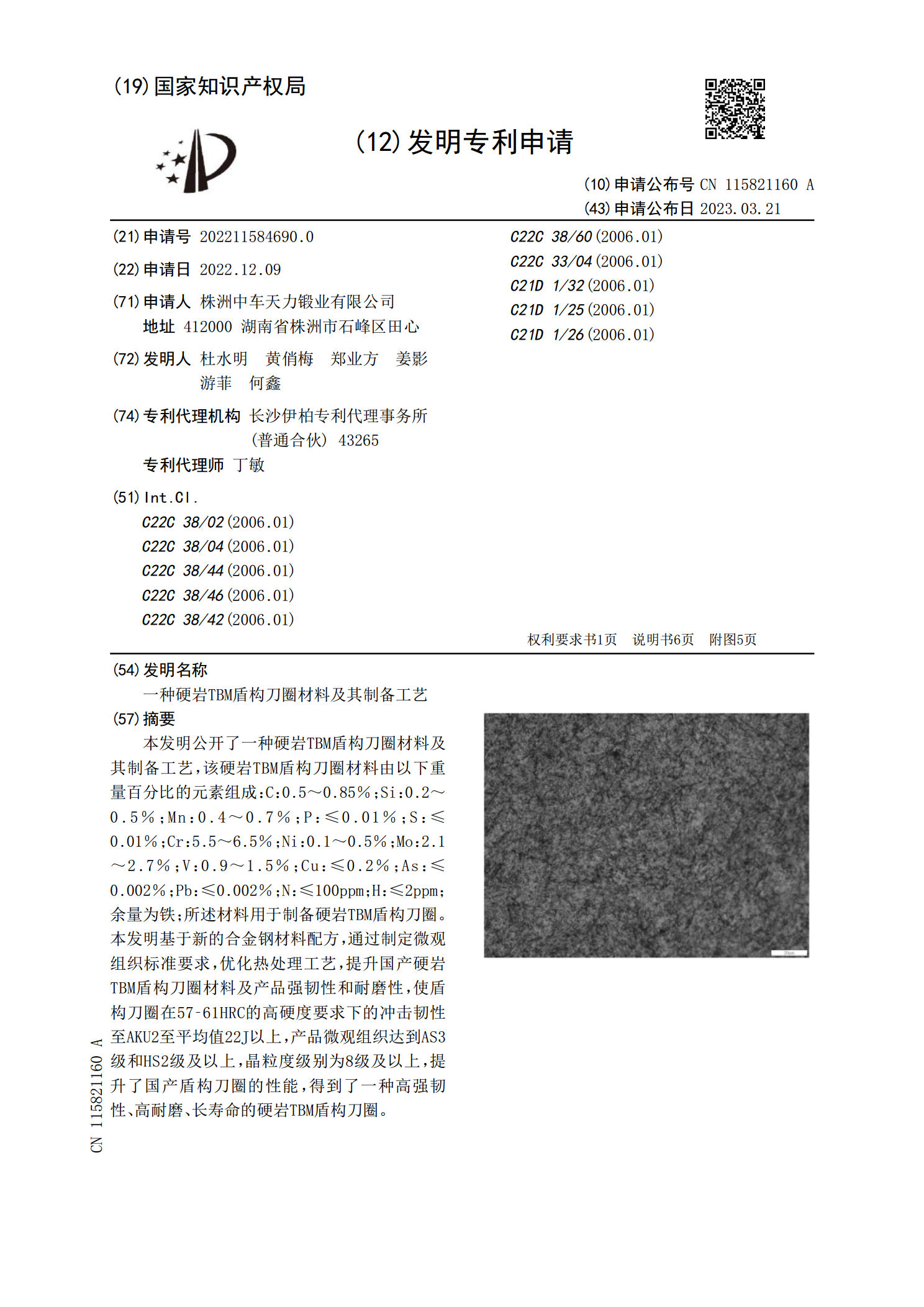
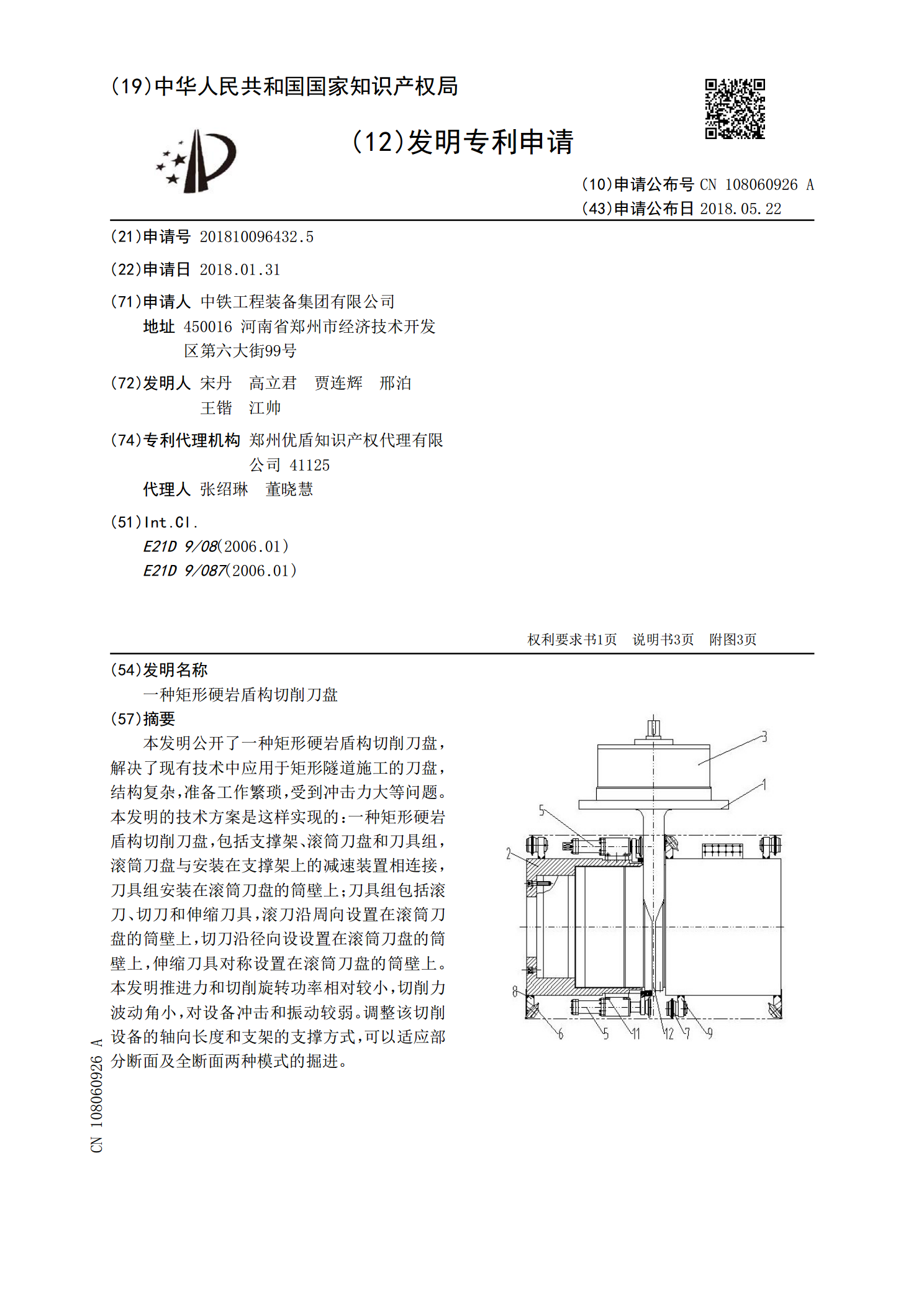
本发明公开了一种硬岩TBM盾构刀圈材料及其制备工艺,该硬岩TBM盾构刀圈材料由以下重量百分比的元素组成:C:0.5~0.85%;Si:0.2~0.5%;Mn:0.4~0.7%;P:≤0.01%;S:≤0.01%;Cr:5.5~6.5%;Ni:0.1~0.5%;Mo:2.1~2.7%;V:0.9~1.5%;Cu:≤0.2%;As:≤0.002%;Pb:≤0.002%;N:≤100ppm;H:≤2ppm;余量为铁;所述材料用于制备硬岩TBM盾构刀圈。本发明基于新的合金钢材料配方,通过制定微观组织标准要求,优化
一种矩形硬岩盾构切削刀盘.pdf
本发明公开了一种矩形硬岩盾构切削刀盘,解决了现有技术中应用于矩形隧道施工的刀盘,结构复杂,准备工作繁琐,受到冲击力大等问题。本发明的技术方案是这样实现的:一种矩形硬岩盾构切削刀盘,包括支撑架、滚筒刀盘和刀具组,滚筒刀盘与安装在支撑架上的减速装置相连接,刀具组安装在滚筒刀盘的筒壁上;刀具组包括滚刀、切刀和伸缩刀具,滚刀沿周向设置在滚筒刀盘的筒壁上,切刀沿径向设设置在滚筒刀盘的筒壁上,伸缩刀具对称设置在滚筒刀盘的筒壁上。本发明推进力和切削旋转功率相对较小,切削力波动角小,对设备冲击和振动较弱。调整该切削设备的
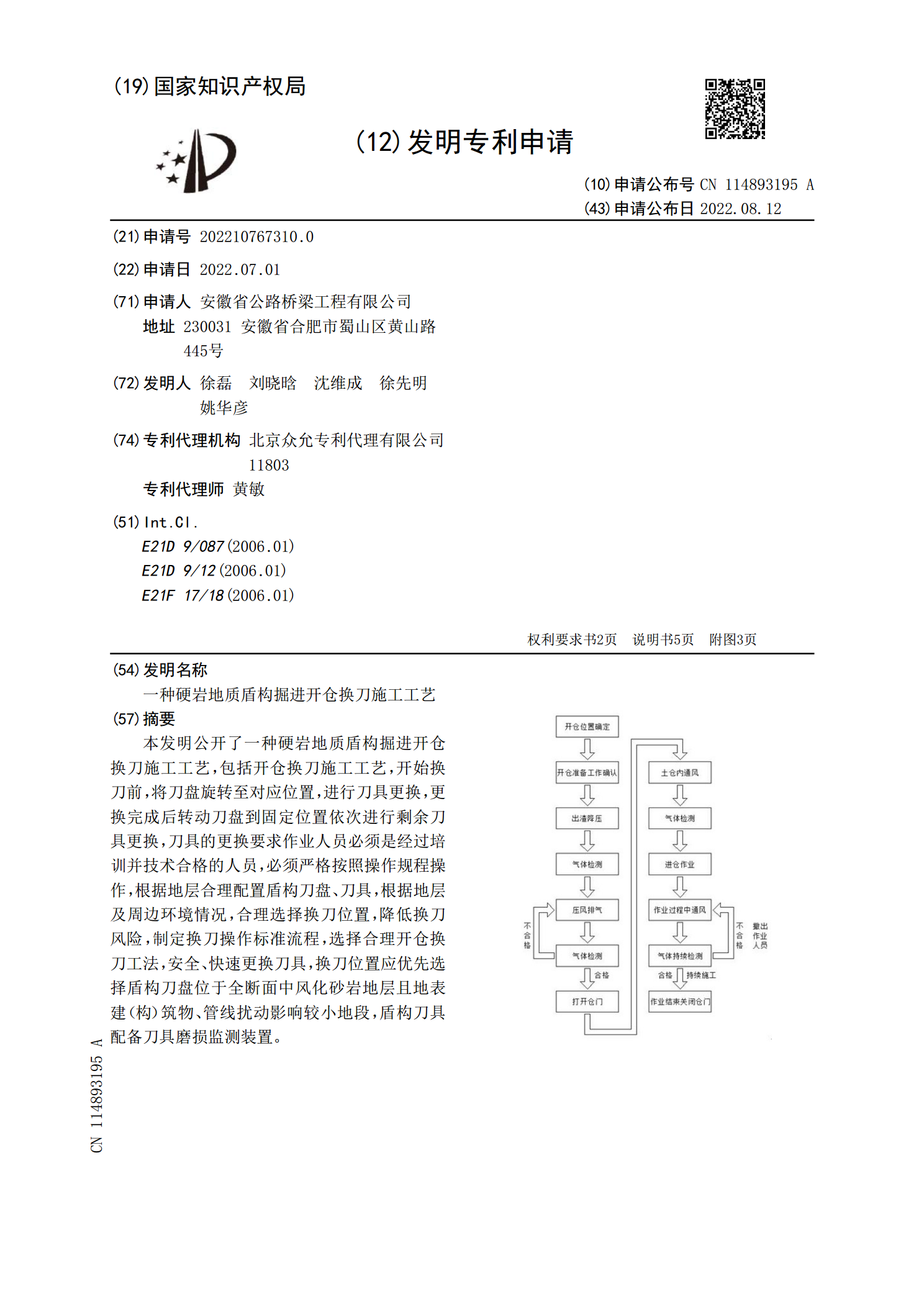
一种硬岩地质盾构掘进开仓换刀施工工艺.pdf
本发明公开了一种硬岩地质盾构掘进开仓换刀施工工艺,包括开仓换刀施工工艺,开始换刀前,将刀盘旋转至对应位置,进行刀具更换,更换完成后转动刀盘到固定位置依次进行剩余刀具更换,刀具的更换要求作业人员必须是经过培训并技术合格的人员,必须严格按照操作规程操作,根据地层合理配置盾构刀盘、刀具,根据地层及周边环境情况,合理选择换刀位置,降低换刀风险,制定换刀操作标准流程,选择合理开仓换刀工法,安全、快速更换刀具,换刀位置应优先选择盾构刀盘位于全断面中风化砂岩地层且地表建(构)筑物、管线扰动影响较小地段,盾构刀具配备刀具
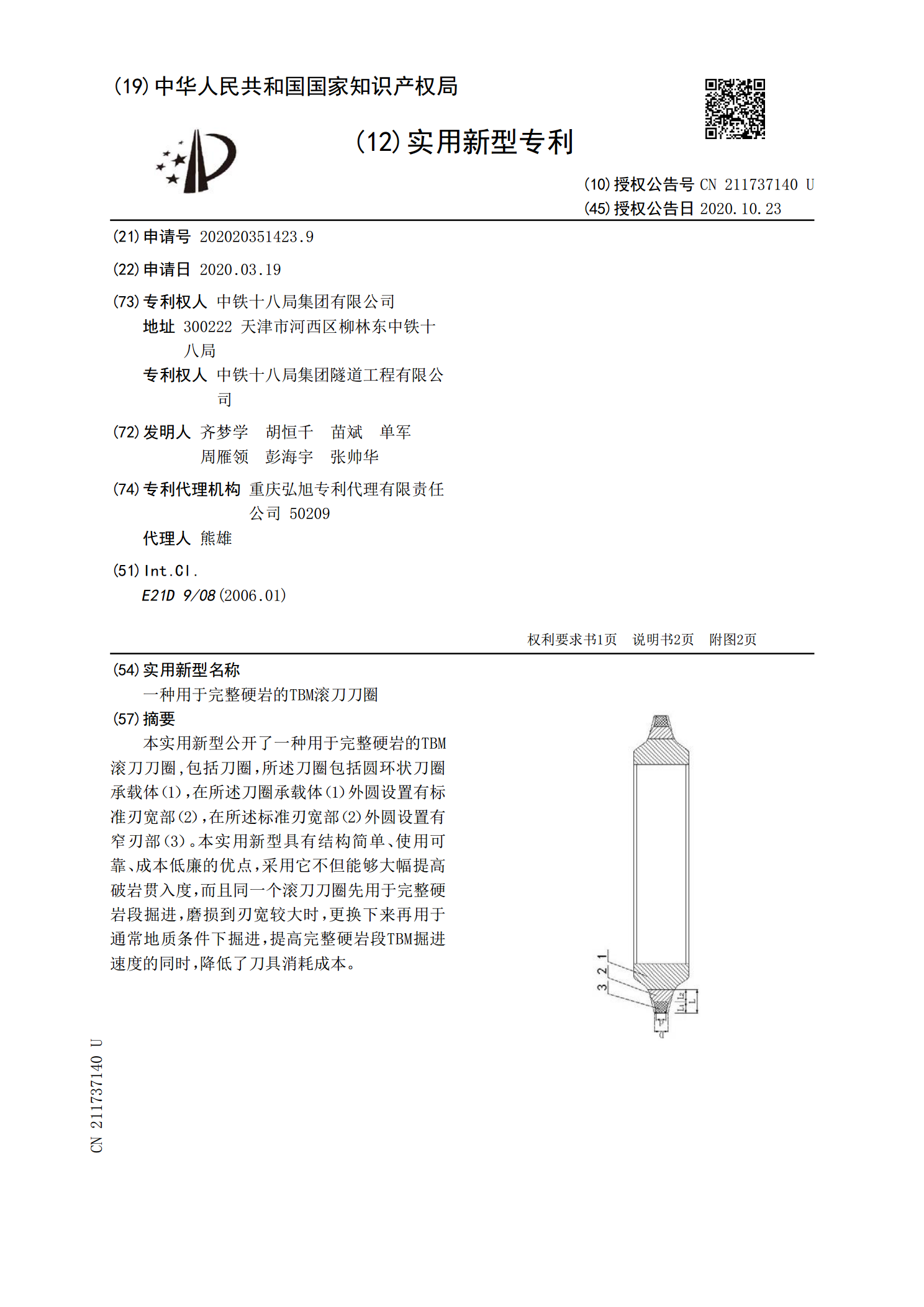
一种用于完整硬岩的TBM滚刀刀圈.pdf
本实用新型公开了一种用于完整硬岩的TBM滚刀刀圈,包括刀圈,所述刀圈包括圆环状刀圈承载体(1),在所述刀圈承载体(1)外圆设置有标准刃宽部(2),在所述标准刃宽部(2)外圆设置有窄刃部(3)。本实用新型具有结构简单、使用可靠、成本低廉的优点,采用它不但能够大幅提高破岩贯入度,而且同一个滚刀刀圈先用于完整硬岩段掘进,磨损到刃宽较大时,更换下来再用于通常地质条件下掘进,提高完整硬岩段TBM掘进速度的同时,降低了刀具消耗成本。
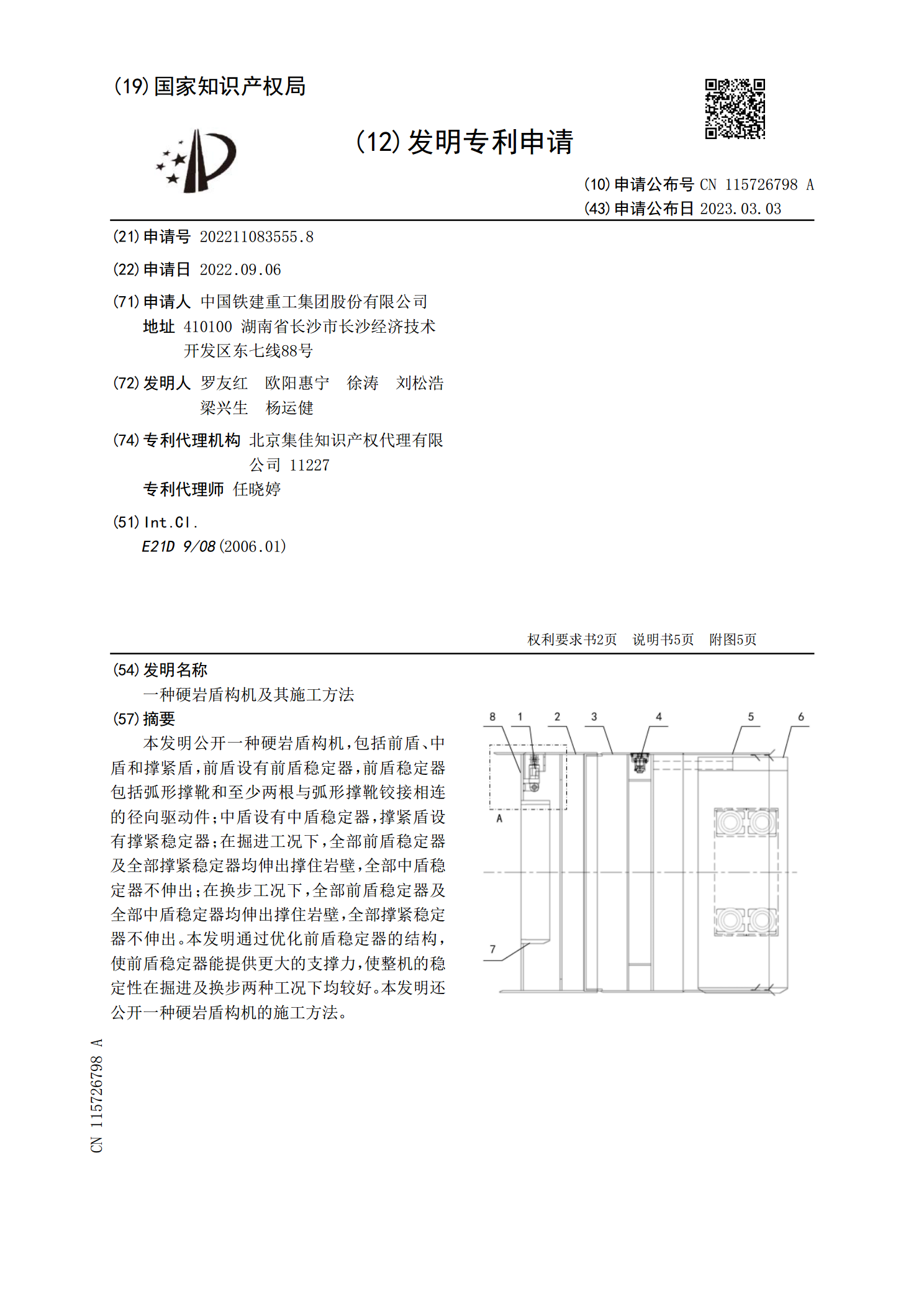
一种硬岩盾构机及其施工方法.pdf
本发明公开一种硬岩盾构机,包括前盾、中盾和撑紧盾,前盾设有前盾稳定器,前盾稳定器包括弧形撑靴和至少两根与弧形撑靴铰接相连的径向驱动件;中盾设有中盾稳定器,撑紧盾设有撑紧稳定器;在掘进工况下,全部前盾稳定器及全部撑紧稳定器均伸出撑住岩壁,全部中盾稳定器不伸出;在换步工况下,全部前盾稳定器及全部中盾稳定器均伸出撑住岩壁,全部撑紧稳定器不伸出。本发明通过优化前盾稳定器的结构,使前盾稳定器能提供更大的支撑力,使整机的稳定性在掘进及换步两种工况下均较好。本发明还公开一种硬岩盾构机的施工方法。