
一种连铸圆坯及其制备方法和用途.pdf

绮兰****文章

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸圆坯及其制备方法和用途.pdf
本发明公开了一种连铸圆坯及其制备方法和用途,所述连铸圆坯的元素组成按质量份数计包括:C0.13~0.18wt%,Si0.15~0.35wt%,Mn1.30~1.90wt%,P≤0.015wt%,S≤0.005wt%,Cr0.95~1.25wt%,Nb≤0.05wt%,V0.02~0.06wt%,N0.006~0.011wt%,余量为铁以及不可避免的杂质。本发明通过对铸锭中元素组成及含量的控制,尤其是降低C含量,提高Mn含量,并对加入的Nb和V含量进行控制,强化冲击韧性,使强度和韧性合理匹配;同时可有效改善
一种低温环境车桥管用连铸圆坯及其制备方法.pdf
本发明提供了一种低温环境车桥管用连铸圆坯及其制备方法,所述低温环境车桥管用连铸圆坯的制备方法包括:铁水依次经过预处理、转炉冶炼、LF精炼以及VD真空脱气,得到处理后的铁水;所述处理后的铁水依次经过连铸、缓冷以及精整后得到所述低温环境车桥管用连铸圆坯;所述转炉冶炼过程中补充含V合金;所述VD真空脱气包括补充含Ti合金。本发明提供的制备方法通过对连铸圆坯化学成分中C、Si、Mn含量进行了优化设计,并在钢中添加一定量V、Ti元素,钢管性能稳定达到:屈服强度≥660Mpa,抗拉强度≥760Mpa,伸长率≥35%,
一种风电偏航轴承用连铸圆坯及其制备方法.pdf
本发明提供了一种风电偏航轴承用连铸圆坯及其制备方法,所述风电偏航轴承用连铸圆坯由以下质量百分比的化学元素组成:C0.41‑0.45%,Si0.20‑0.37%,Mn0.80‑0.90%,Cr1.05‑1.20%,Mo0.20‑0.30%,Ni0.10‑0.25%,P≤0.012%,S≤0.010%,Ti≤0.0025%,Ca≤0.001%,余量为Fe;所述制备方法包括依次进行的预处理、转炉冶炼、精炼、真空脱气、连铸、缓冷和精整。本发明提供的制备方法提升了连铸圆坯在低温环境下的冲击功及其稳定性,延
生产连铸圆坯的方法.pdf
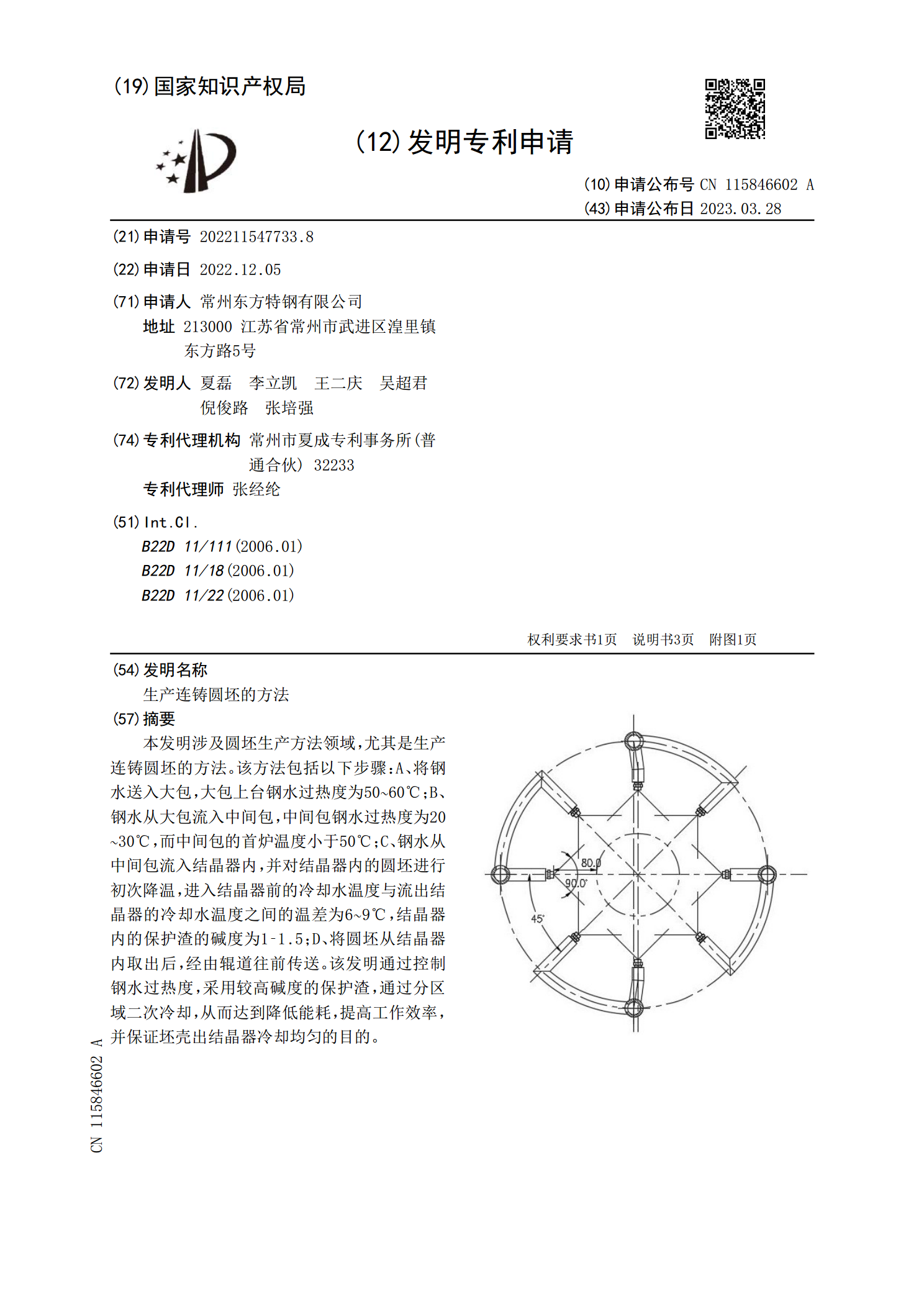
本发明涉及圆坯生产方法领域,尤其是生产连铸圆坯的方法。该方法包括以下步骤:A、将钢水送入大包,大包上台钢水过热度为50~60℃;B、钢水从大包流入中间包,中间包钢水过热度为20~30℃,而中间包的首炉温度小于50℃;C、钢水从中间包流入结晶器内,并对结晶器内的圆坯进行初次降温,进入结晶器前的冷却水温度与流出结晶器的冷却水温度之间的温差为6~9℃,结晶器内的保护渣的碱度为1‑1.5;D、将圆坯从结晶器内取出后,经由辊道往前传送。该发明通过控制钢水过热度,采用较高碱度的保护渣,通过分区域二次冷却,从而达到降低
一种连铸圆坯快速标识方法.pdf
本发明公开了一种连铸圆坯快速标识方法,包括如下步骤:1)将切割好的连铸圆坯移至冷床上,核对铸坯信息,确认钢种、规格、炉号与铸坯跟踪系统一致,并更新喷号牌上字符;2)铸坯到达冷床上喷号区域,清除铸坯断面生成的氧化铁皮;3)喷号牌正对铸坯断面,喷射耐热涂料,将字符喷印在铸坯断面上;4)将铸坯堆垛冷却至指定温度,在铸坯断面涂抹防护涂料,从而形成一层防护涂层。本发明提供的标识方法,将高温喷涂与低温防护工艺相结合,取代了原来的等冷却后再标识的生产方式,使得喷号工序可以不受铸坯余热影响而提前,从而缩短了标识周期,且防