
一种汽车结构件用非调质钢及其轧制方法.pdf

是雁****找我

1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车结构件用非调质钢及其轧制方法.pdf
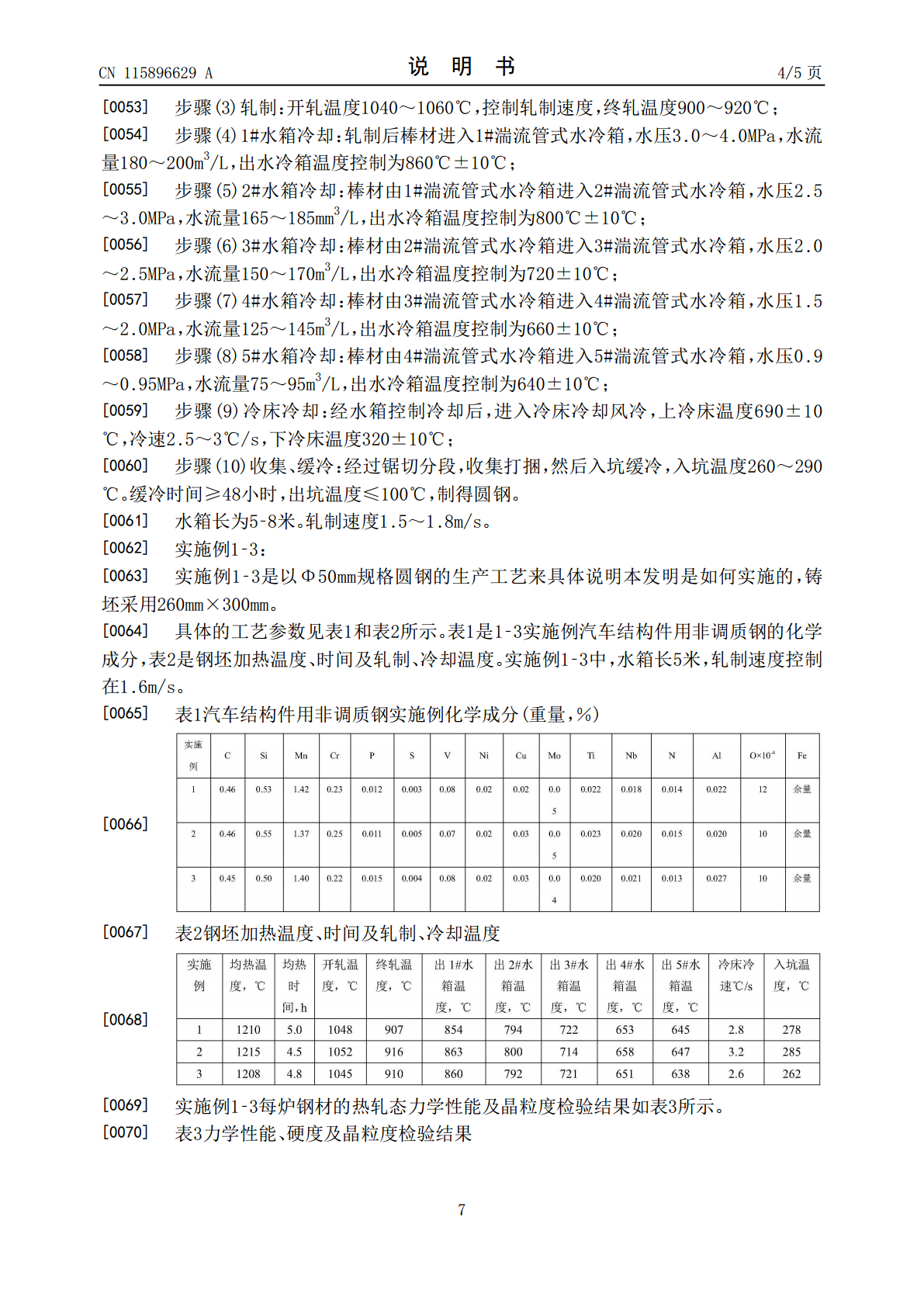
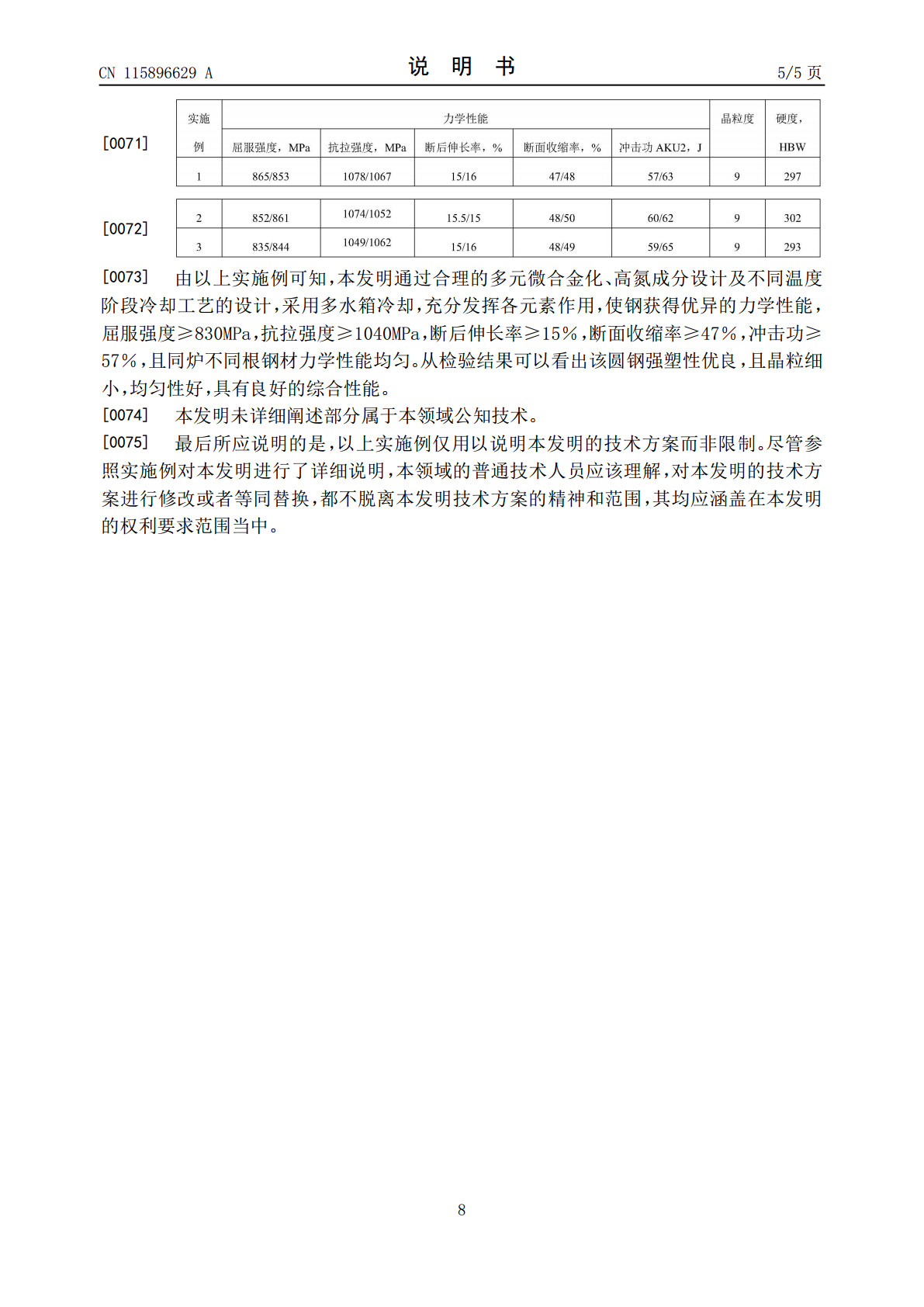
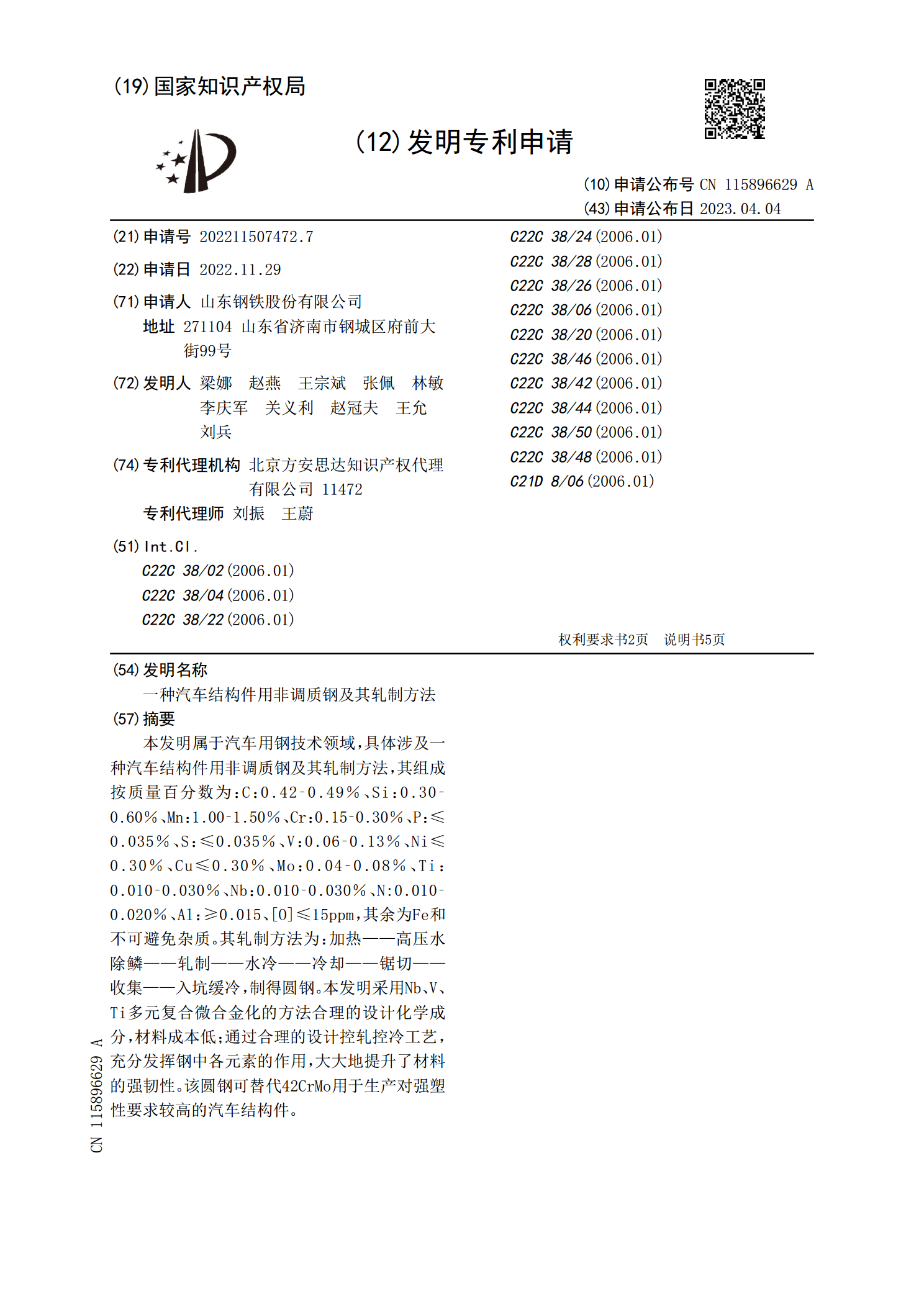
本发明属于汽车用钢技术领域,具体涉及一种汽车结构件用非调质钢及其轧制方法,其组成按质量百分数为:C:0.42‑0.49%、Si:0.30‑0.60%、Mn:1.00‑1.50%、Cr:0.15‑0.30%、P:≤0.035%、S:≤0.035%、V:0.06‑0.13%、Ni≤0.30%、Cu≤0.30%、Mo:0.04‑0.08%、Ti:0.010‑0.030%、Nb:0.010‑0.030%、N:0.010‑0.020%、Al:≥0.015、[O]≤15ppm,其余为Fe和不可避免杂质。其轧制方法为:
一种高强度汽车曲轴用非调质钢及其制备方法.pdf
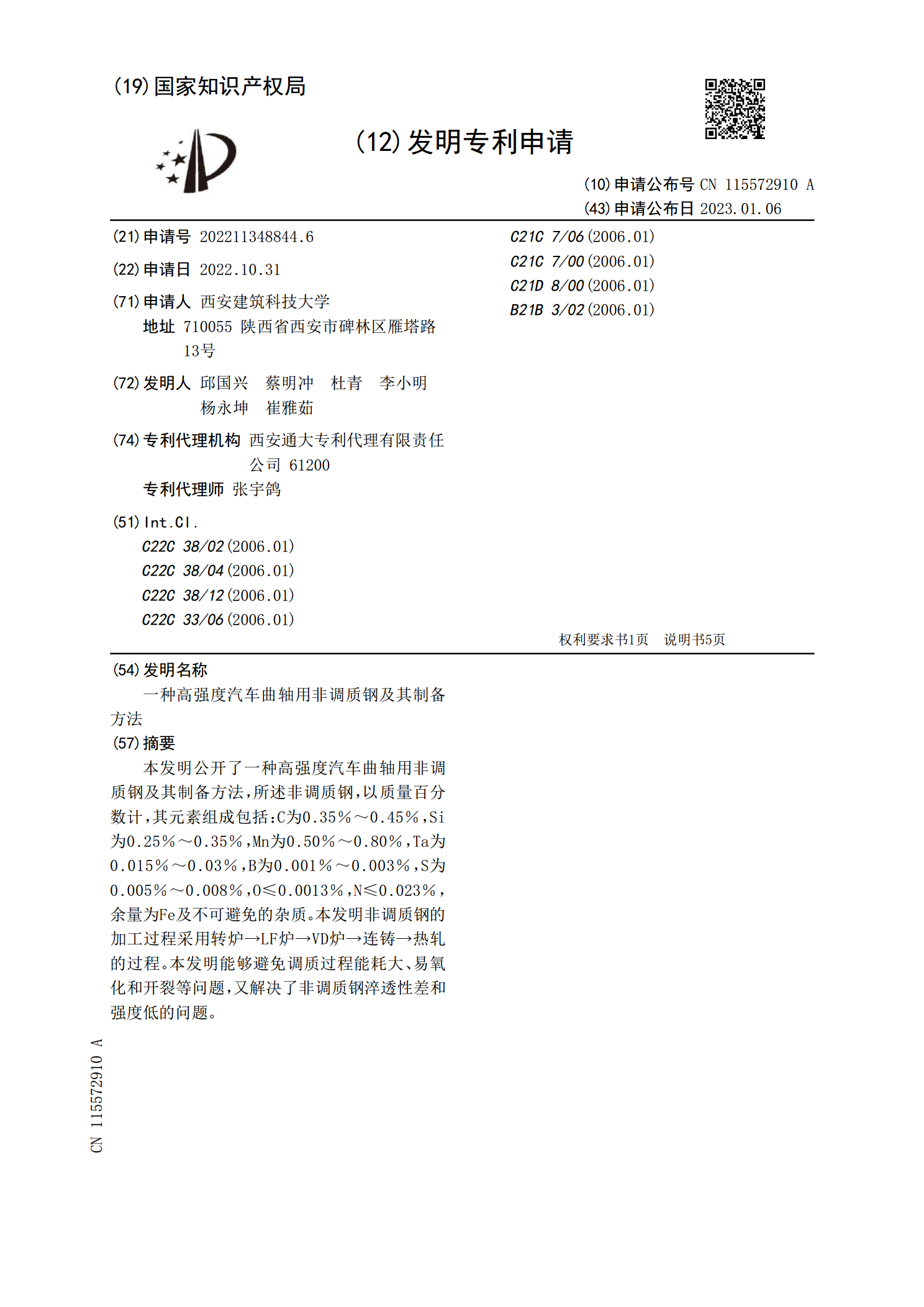
本发明公开了一种高强度汽车曲轴用非调质钢及其制备方法,所述非调质钢,以质量百分数计,其元素组成包括:C为0.35%~0.45%,Si为0.25%~0.35%,Mn为0.50%~0.80%,Ta为0.015%~0.03%,B为0.001%~0.003%,S为0.005%~0.008%,O≤0.0013%,N≤0.023%,余量为Fe及不可避免的杂质。本发明非调质钢的加工过程采用转炉→LF炉→VD炉→连铸→热轧的过程。本发明能够避免调质过程能耗大、易氧化和开裂等问题,又解决了非调质钢淬透性差和强度低的问题。
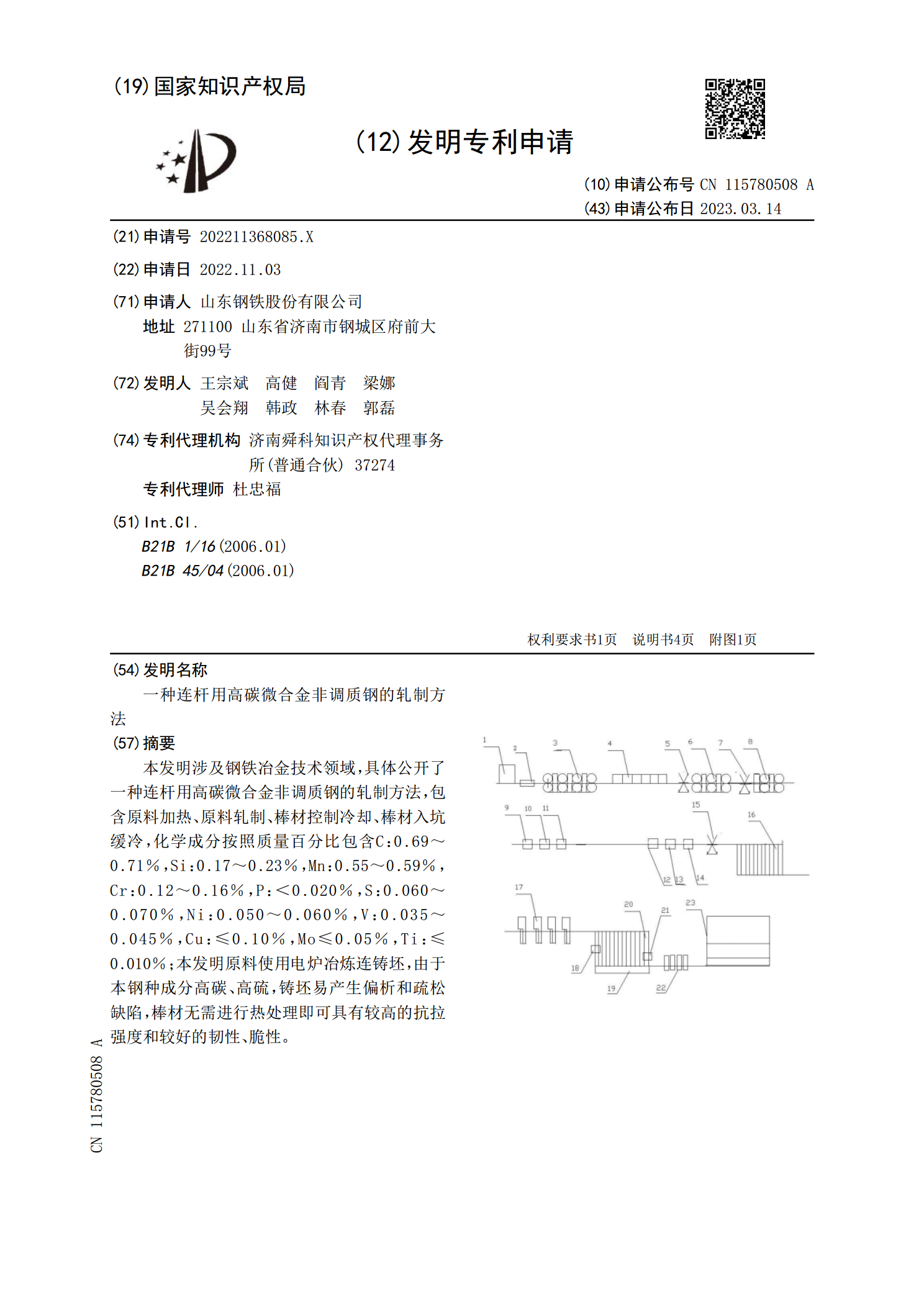
一种连杆用高碳微合金非调质钢的轧制方法.pdf
本发明涉及钢铁冶金技术领域,具体公开了一种连杆用高碳微合金非调质钢的轧制方法,包含原料加热、原料轧制、棒材控制冷却、棒材入坑缓冷,化学成分按照质量百分比包含C:0.69~0.71%,Si:0.17~0.23%,Mn:0.55~0.59%,Cr:0.12~0.16%,P:<0.020%,S:0.060~0.070%,Ni:0.050~0.060%,V:0.035~0.045%,Cu:≤0.10%,Mo≤0.05%,Ti:≤0.010%;本发明原料使用电炉冶炼连铸坯,由于本钢种成分高碳、高硫,铸坯易产生偏析和
一种汽车用非调质钢的低成本制造方法.pdf
一种汽车用非调质钢的低成本制造方法,属于合金钢生产技术领域。对电炉进行适应性改造,缩短冶炼周期至45分钟以内;全铁水冶炼,铁水装入量90%~100%;控制钢水终点碳含量在0.10~0.30wt%之间,利用电炉偏心炉底出钢方式,控制钢水中氧活度0.010~0.020%;降低用铝量至0.35~0.70千克/吨钢水;钢水中氧活度控制在0.0003~0.0005%;向钢水中加入钙线,用钙量为0.04~0.08千克/吨钢水;降低非调钢中氧含量至小于0.0020wt%。优点在于,生产成本低,满足汽车用非调质钢使用要求
一种非调质钢及其制造方法.pdf
本发明公开了一种非调质钢及其制造方法,包括以下生产步骤:电炉冶炼,LF精炼,VD真空处理,连铸以及轧制;所述非调质钢的化学成分以重量百分比计为C:0.37~0.39%;Si:0.56~0.62%;Mn:1.45~1.50%;P≤0.020%;S:0.030~0.045%;Cr:0.15~0.20%;Ni≤0.15%;Cu≤0.20%;Al≤0.010%;Mo≤0.05%;N:0.013~0.017%;V:0.010~0.020%;Ti:0.010~0.020%;Nb:0.010~0.020%;余量为Fe及