
一种耐腐蚀铸造镍基高温合金的制造方法.pdf

含平****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐腐蚀铸造镍基高温合金的制造方法.pdf
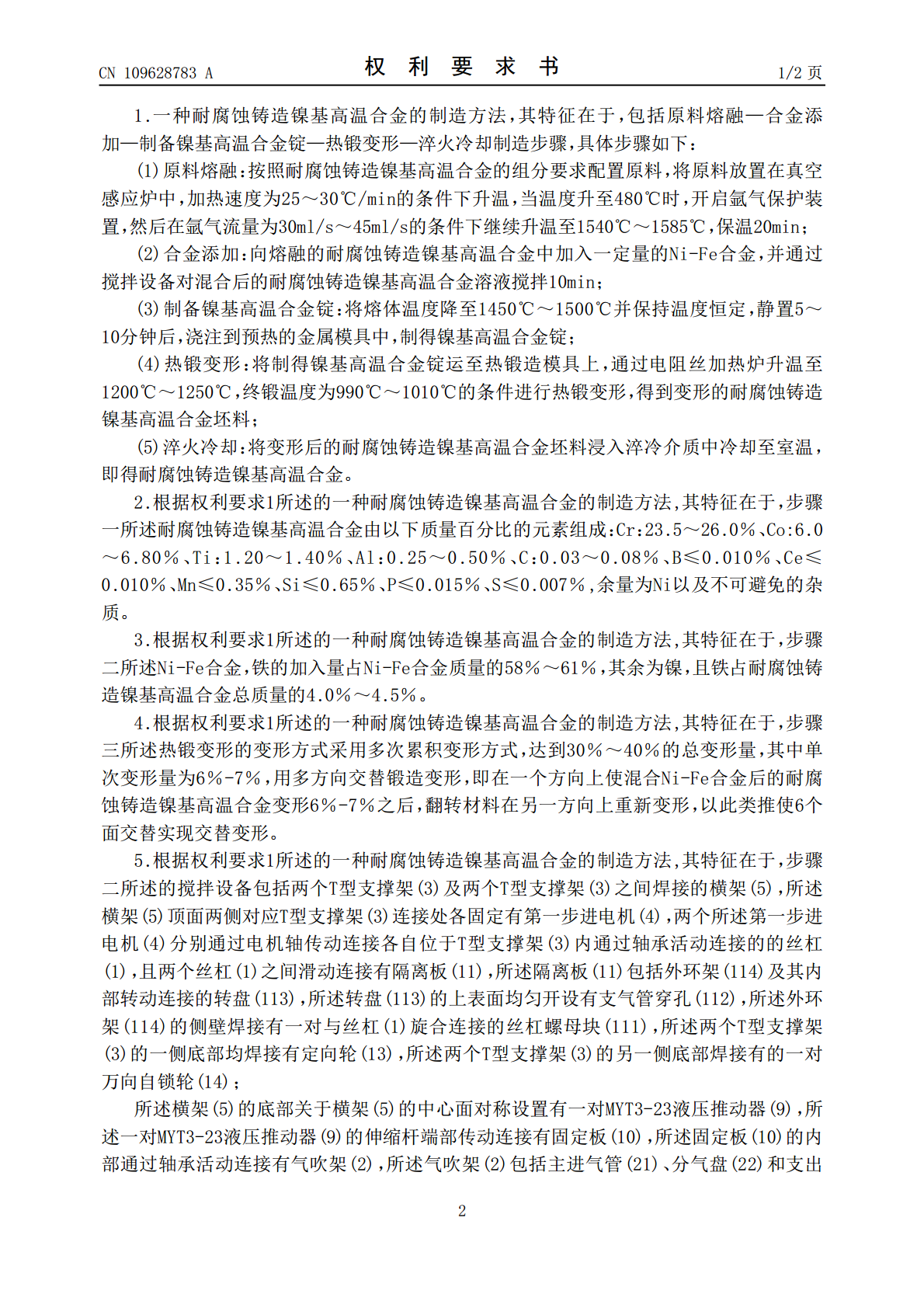
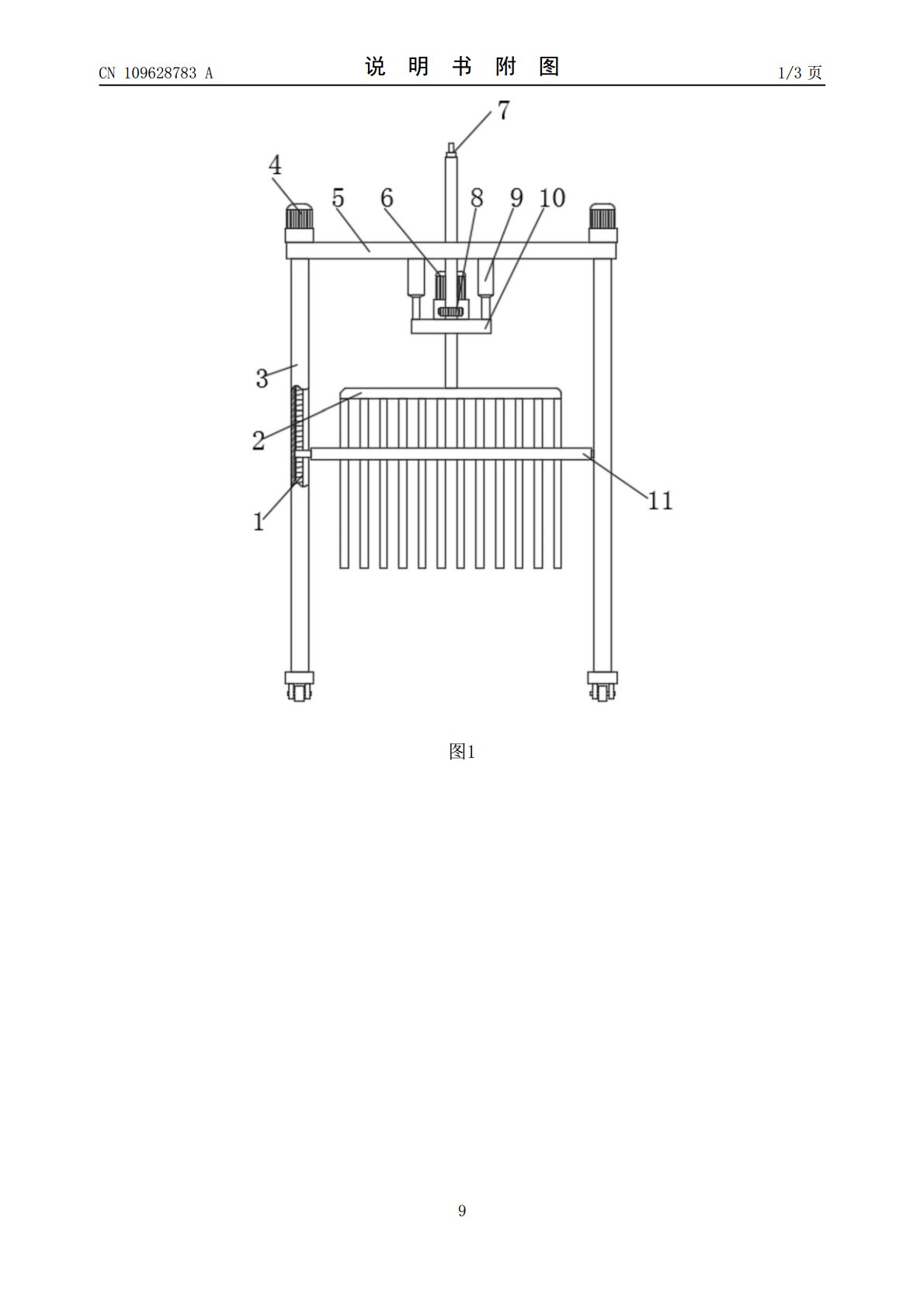
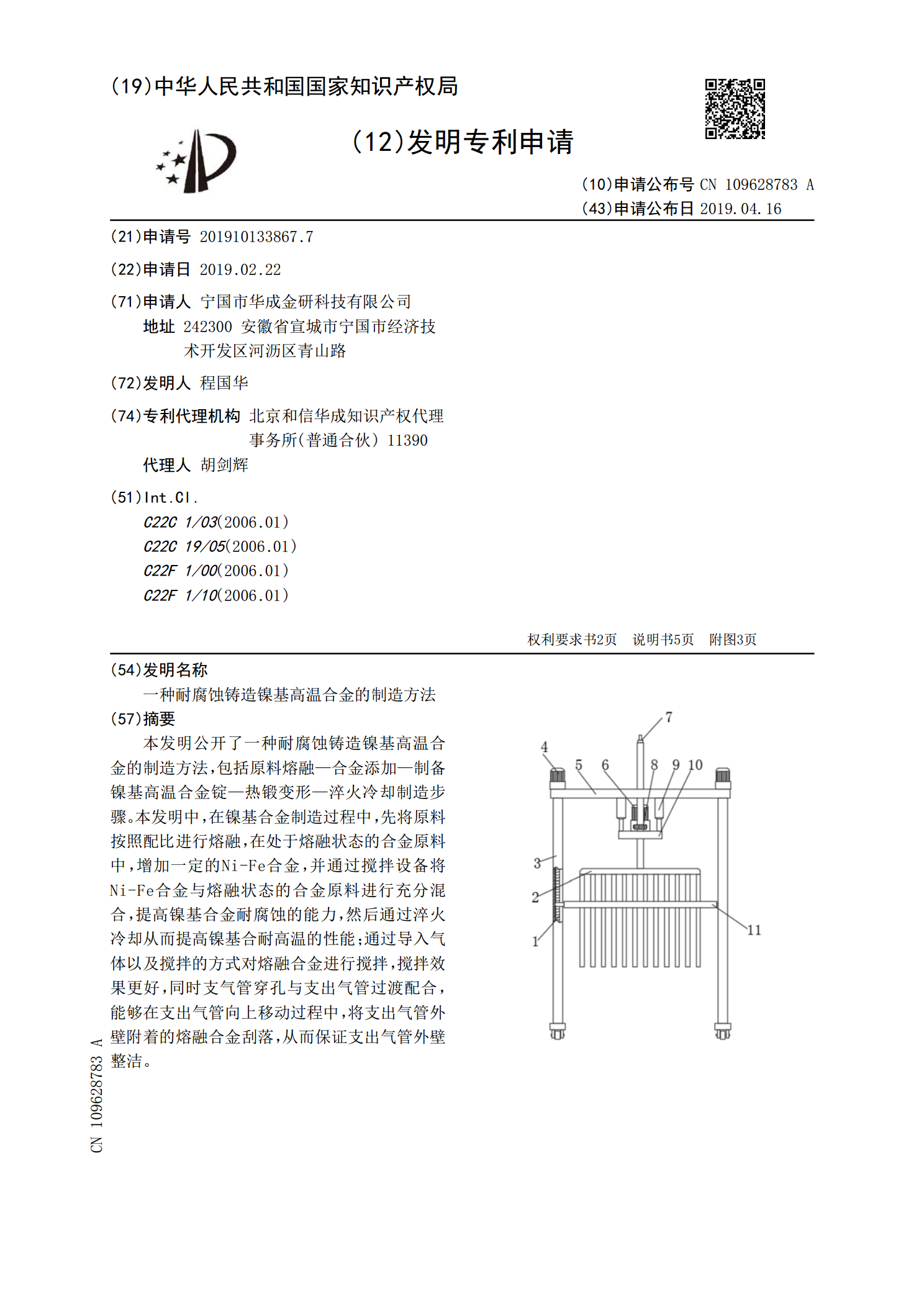
本发明公开了一种耐腐蚀铸造镍基高温合金的制造方法,包括原料熔融—合金添加—制备镍基高温合金锭—热锻变形—淬火冷却制造步骤。本发明中,在镍基合金制造过程中,先将原料按照配比进行熔融,在处于熔融状态的合金原料中,增加一定的Ni‑Fe合金,并通过搅拌设备将Ni‑Fe合金与熔融状态的合金原料进行充分混合,提高镍基合金耐腐蚀的能力,然后通过淬火冷却从而提高镍基合耐高温的性能;通过导入气体以及搅拌的方式对熔融合金进行搅拌,搅拌效果更好,同时支气管穿孔与支出气管过渡配合,能够在支出气管向上移动过程中,将支出气管外壁附着
一种耐高温耐腐蚀镍基合金焊丝的制备方法.pdf
一种耐高温耐腐蚀镍基合金焊丝的制备方法,包括以下步骤:(1)将镍基合金原料放置在真空水平连铸机的镁砂坩埚内,然后加热进行真空熔炼,通过结晶器冷却及拉坯装置牵引,获得所需形状与尺寸铸棒;(2)将所述的铸棒经过中间退火、精密拉拔、在线退火和冷却,获得所需直径的丝材。采用的制备方法,省去了现有技术中的电渣重熔、热锻、热轧3个步骤,且最终产品各项指标与现有技术的制备工艺生产出的产品一致。故而本发明具有工艺步骤较少、效率较高且生产成本较低的特点。
一种耐高温耐腐蚀镍基合金焊丝的制备方法.pdf
一种耐高温耐腐蚀镍基合金焊丝的制备方法,包括以下步骤:(1)将镍基合金原料放置在真空水平连铸机的镁砂坩埚内,然后加热进行真空熔炼,通过结晶器冷却及拉坯装置牵引,获得所需形状与尺寸铸棒;(2)将所述的铸棒经过中间退火、精密拉拔、在线退火和冷却,获得所需直径的丝材。采用的制备方法,省去了现有技术中的电渣重熔、热锻、热轧3个步骤,且最终产品各项指标与现有技术的制备工艺生产出的产品一致。故而本发明具有工艺步骤较少、效率较高且生产成本较低的特点。

高铬镍基铸造高温合金的真空冶炼方法.pdf
发明涉及合金冶炼方法,具体涉及一种高铬镍基铸造高温合金的真空冶炼方法。所述方法是将占高温合金总含碳质量1/3的石墨加入到真空炉坩埚内,置于坩埚最底部,然后向真空炉坩埚内加入铬和镍,升温至1500~1520℃冶炼20~30min;再加入除铬、铝、钛、硼之外的高温合金中的所有元素进行冶炼;温度升至1570~1590℃,向坩埚内加入1/3的石墨,精炼;温度升至1550~1570℃,加入剩余的石墨进行精炼;降温至1360~1380℃;加入铝、钛;加入镍硼合金;冷冻金属熔液、过滤、浇注。本发明提高了高铬镍基铸造高温
一种抗高温氧化的铸造镍基合金及其制备方法.pdf
本发明涉及一种抗高温氧化的铸造镍基合金及其制备方法,合金的组成及重量百分比为:C?0.1~0.3,Ni?47~51,Cr?26~29,Si?0.8~1.5,Nb?0.5~0.8,?Mn?0.5~1.5,?Mo?0.3~1.0,?W?4~7,余量为Fe。生产方法为将镍、铁、铬、铌原料熔化为镍基合金熔体;再过热到1580~1630℃,再加入硅、锰原料,进行脱氧处理;再将熔体的温度调到1530~1580℃,加入0.005~0.2%混合稀土原料,在1550℃进行熔体的精炼和变质处理,然后进行浇注,浇注温度为148