
注塑机机架的机加工工艺.pdf

Wi****m7

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
注塑机机架的机加工工艺.pdf
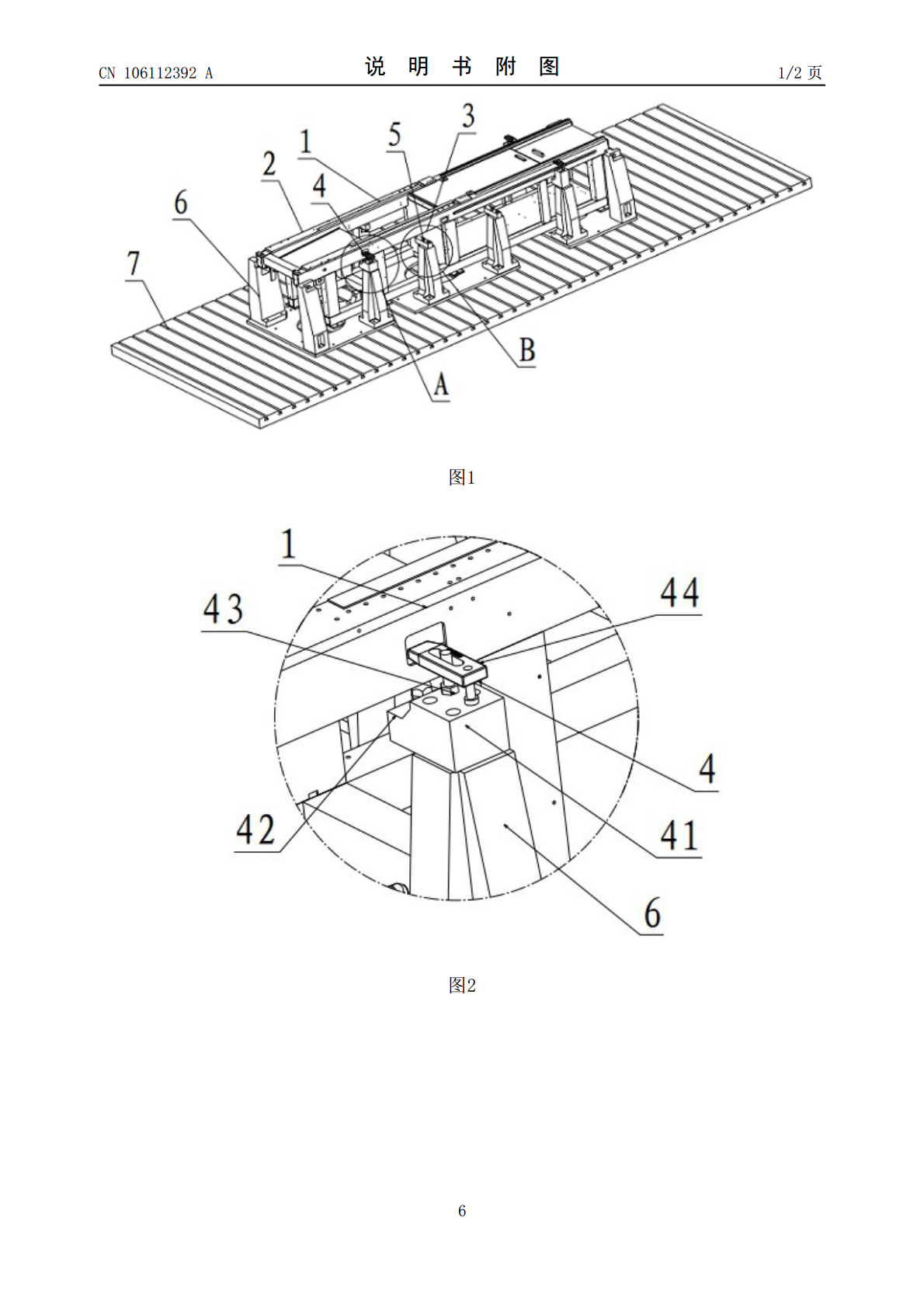
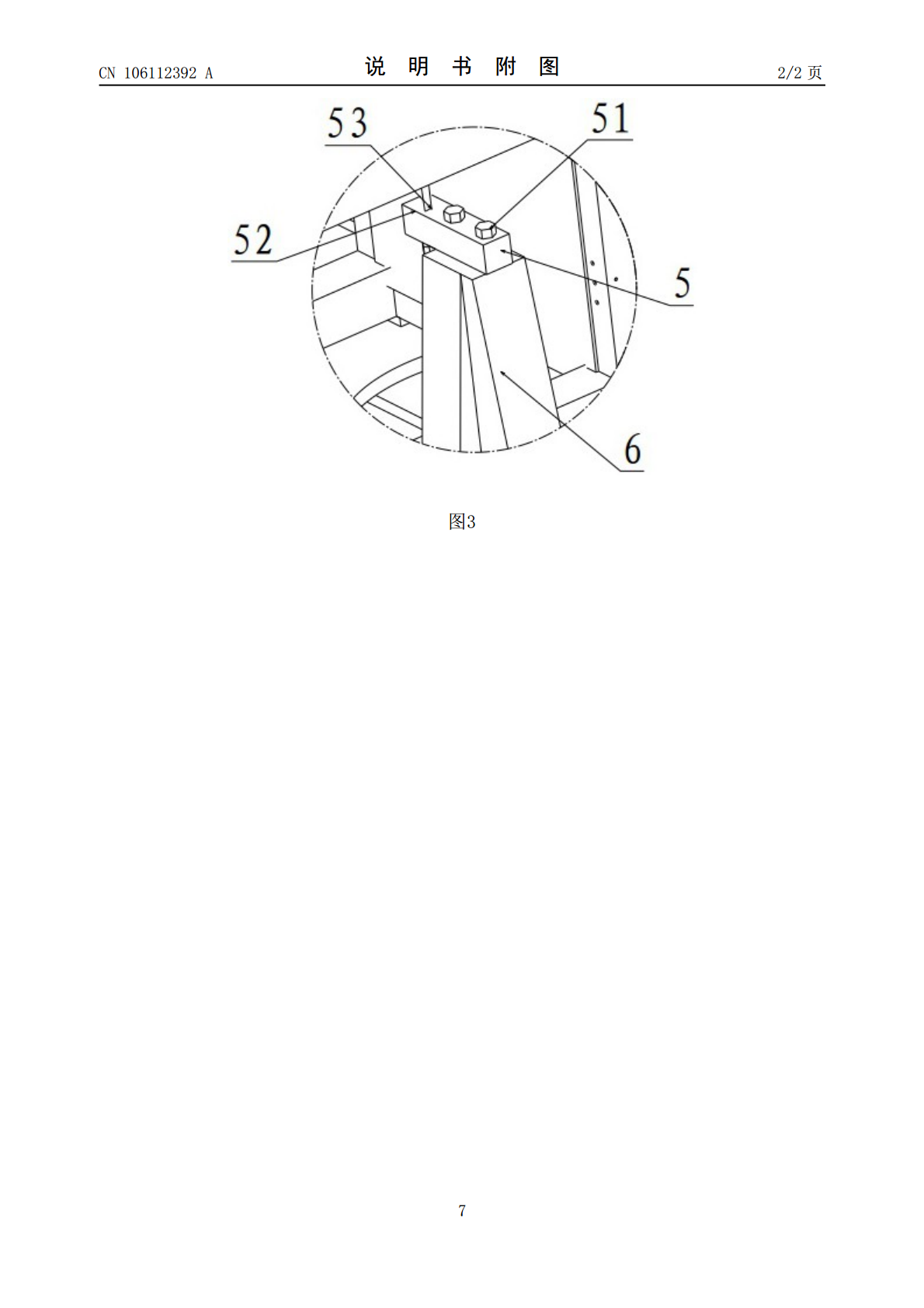
本发明公开了注塑机机架的机加工工艺,包括采用五面龙门铣加工主承载面和侧面,底面由一工序定位,加工底面二工序,具体步骤如下:第一步,将机架固定在夹具上,采用五面龙门铣加工机架的主支撑面和四个侧面的设计尺寸;第二步,调整机架在夹具上的高度实现定位,其中夹具上设有若干个螺旋夹紧定位机构和若干个支撑调高机构;第三步,加工机架底面尺寸,第二步完成之后,调整五面龙门铣加工机架底面。本发明的机架的机加工工艺,保证了机架的机加工工艺部件加工精度要求,提高使用寿命,定位准确,在设计加工工艺时,使用落地龙门机床对机架整机采用

注塑机加工合同.docx
注塑机加工合同注塑机加工合同1需方:_________(以下简称甲方)合同编号:_________供方:_________(以下简称乙方)签订地点:_________双方就采购货物及相关审宜,经充分好协商,达成一致,特签订本合同,以共同信守。一、合同标的[产品名称、型号、(规格)、单位、数量、单价、金额、交货时间二、交货地点:_________三、交货方式:物流到货,运费由供方付、四、货物包装要求:供方应确保包装质量满足运输安全要求,保护产品自身不受损害以及满足产品本身特性的.要求。五、风险承担:货物运输
注塑机加工合同.docx
注塑机加工合同注塑机加工合同1需方:_________(以下简称甲方)合同编号:_________供方:_________(以下简称乙方)签订地点:_________双方就采购货物及相关审宜,经充分好协商,达成一致,特签订本合同,以共同信守。一、合同标的[产品名称、型号、(规格)、单位、数量、单价、金额、交货时间二、交货地点:_________三、交货方式:物流到货,运费由供方付、四、货物包装要求:供方应确保包装质量满足运输安全要求,保护产品自身不受损害以及满足产品本身特性的.要求。五、风险承担:货物运输
注塑机加工费用.pdf
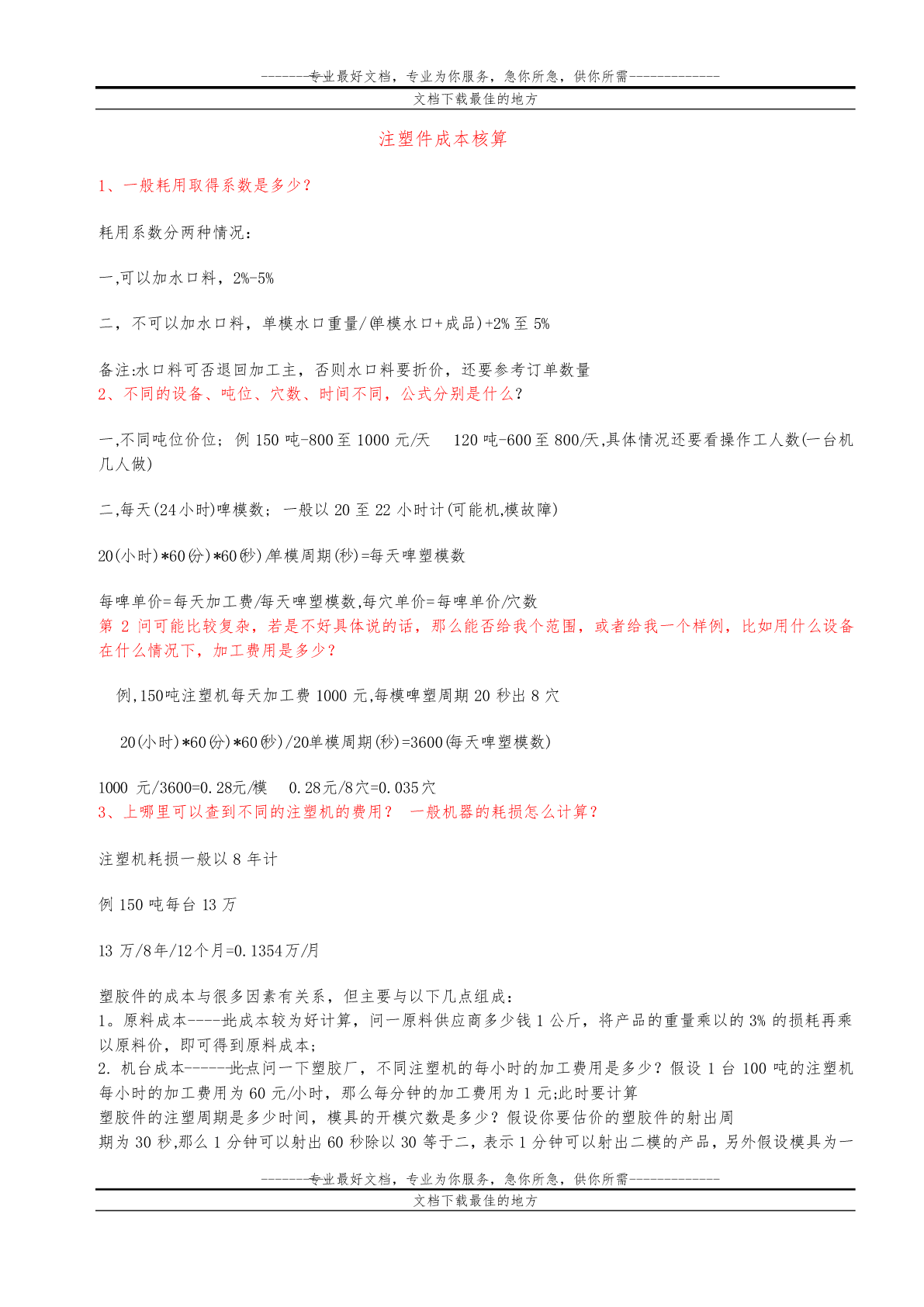
----------专业最好文档,专业为你服务,急你所急,供你所需-------------文档下载最佳的地方注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位;例150吨-800至1000元/天120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天

注塑机机架精加工夹具.pdf
本发明公开了注塑机机架精加工夹具,包括依次并列排列成为一条直线的左四脚支撑、中间四脚支撑和右四脚支撑,上述支撑将待加工的机架支撑与其顶部位置,并且待加工的机架底部还设有至少两个千斤顶,将待加工的机架底部与地面之间保持待加工的机架底部保留足以精加工的距离;其中左、右四脚支撑均包括底板和支脚,每一个支脚上设有一个螺栓固紧结构;中间四脚支撑包括中间底板、四个支撑支脚,而且每一个支撑支脚顶部设有一个支撑块,每一个支撑块的一端固定在其对应的支撑支脚顶部,另一端伸入机架的待支撑部位。本发明的夹具,保证了注塑机加工精度