
砂型、砂芯内部活块拔模装置.pdf

一只****呀淑

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
砂型、砂芯内部活块拔模装置.pdf
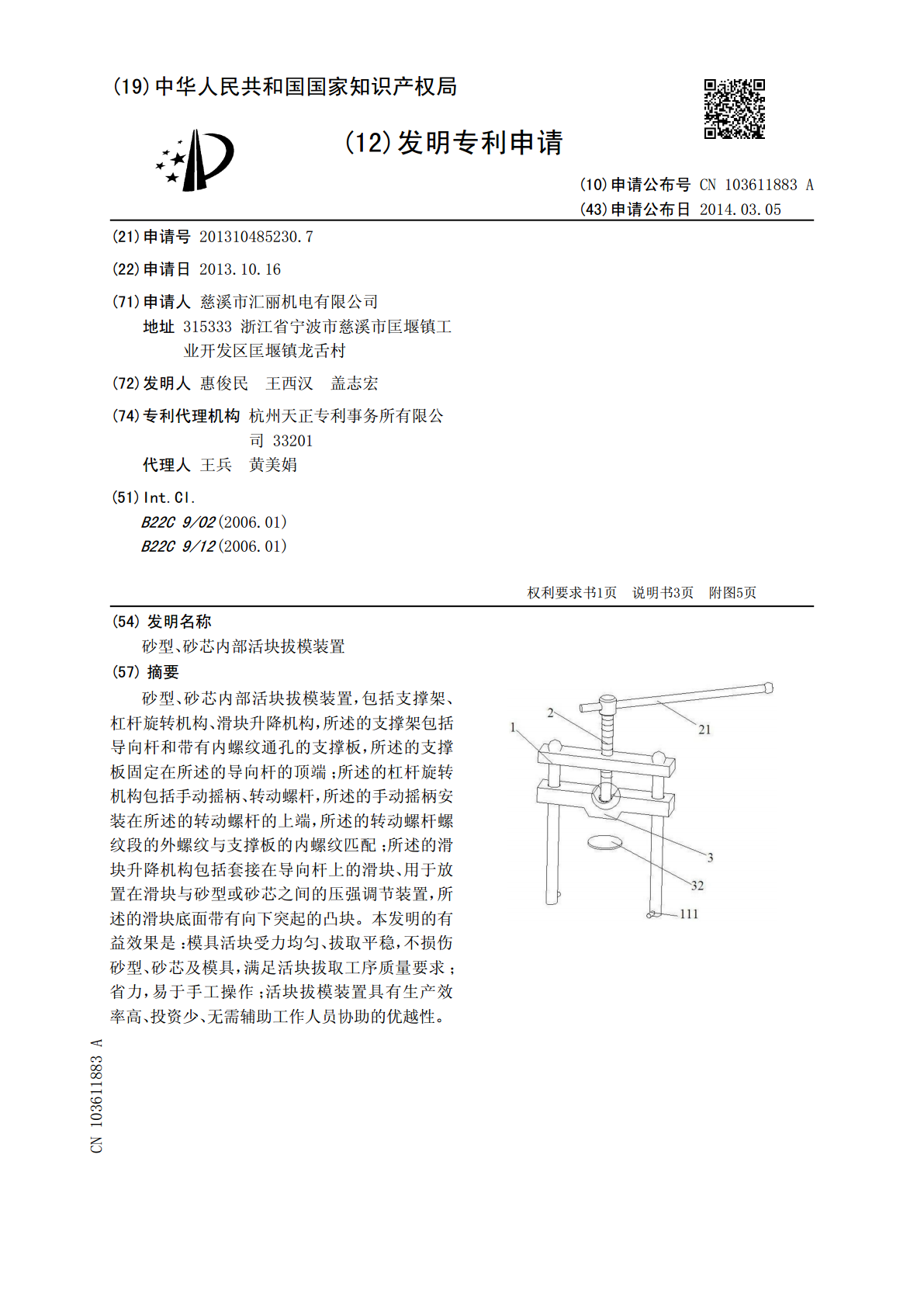
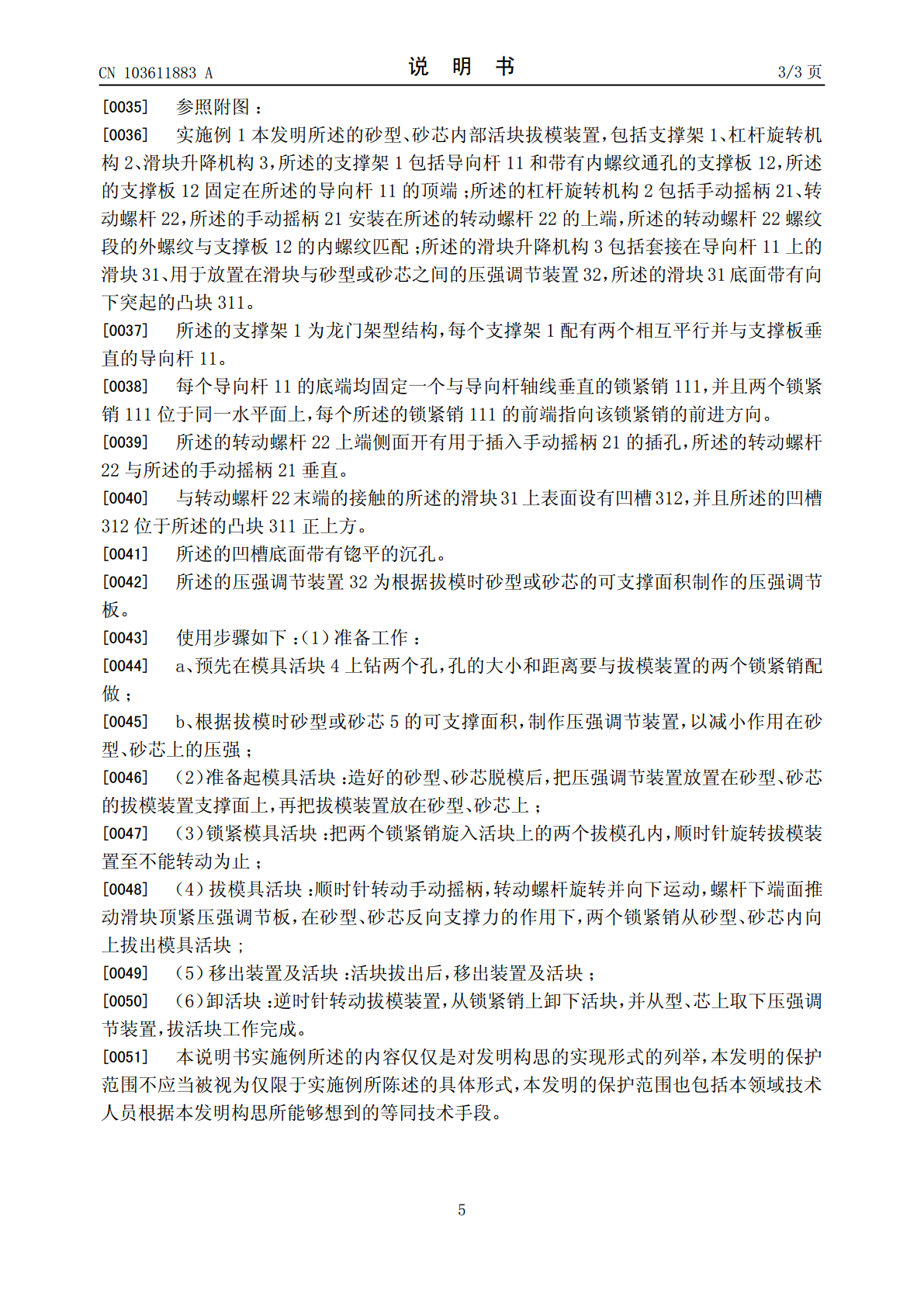
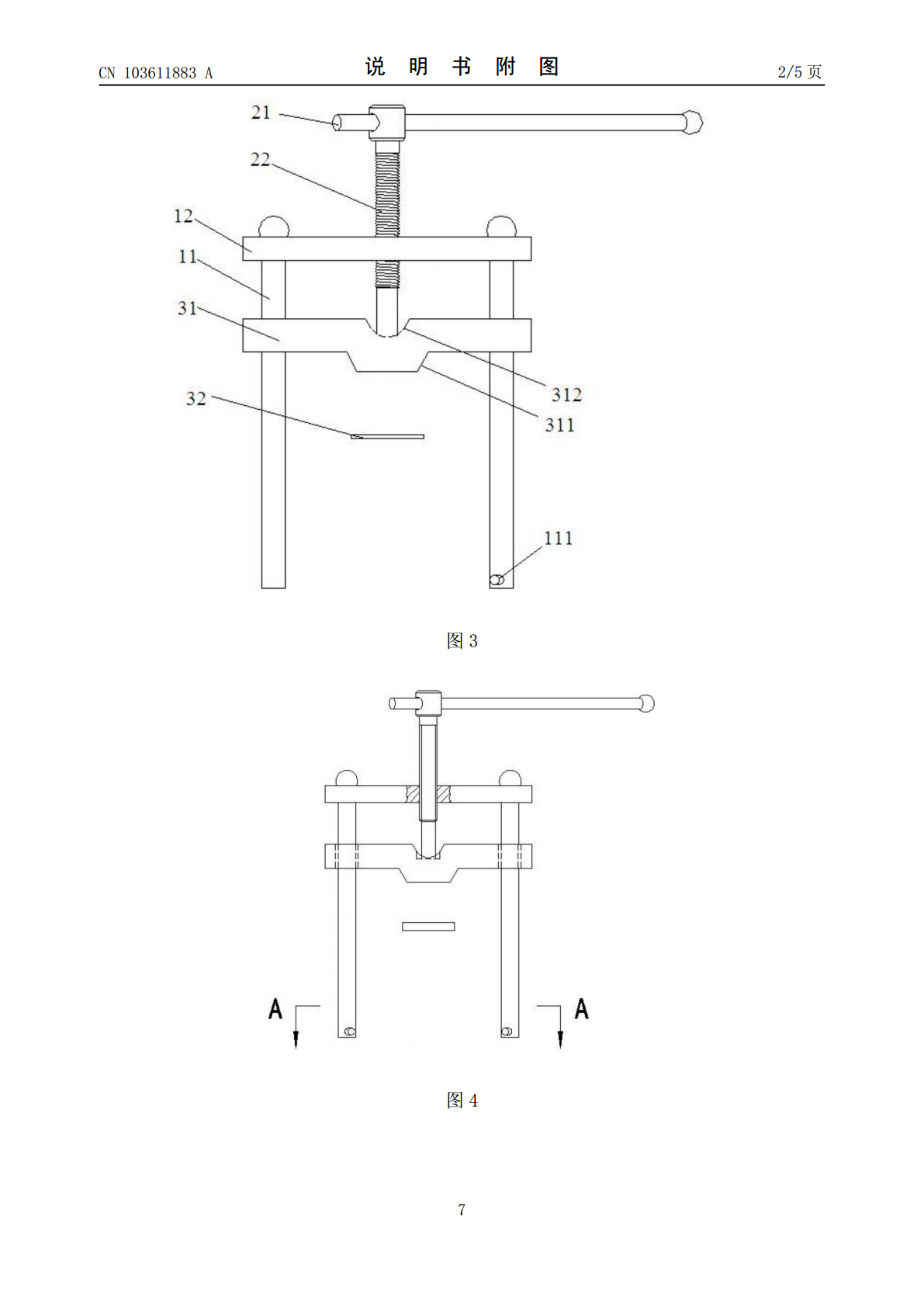
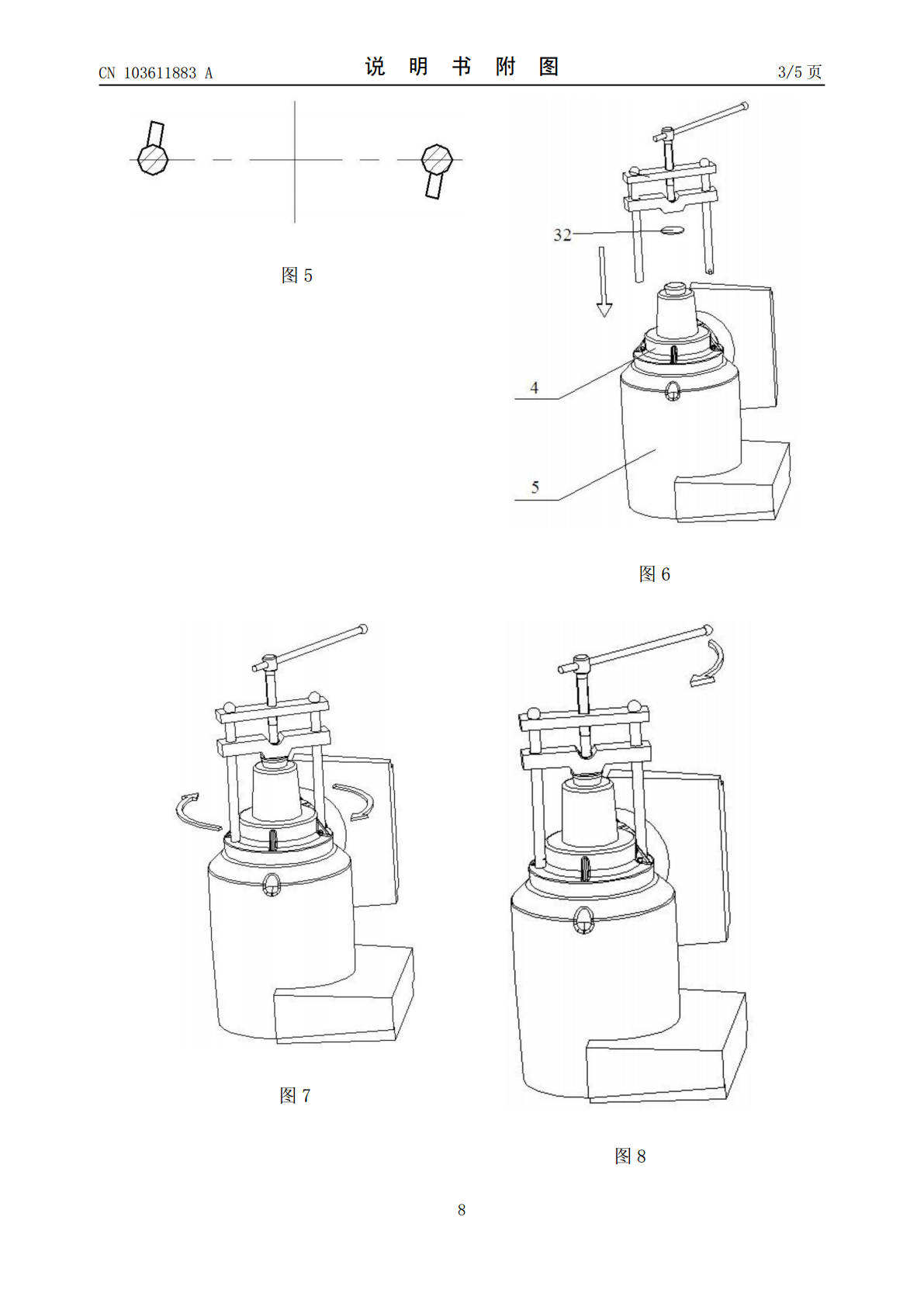
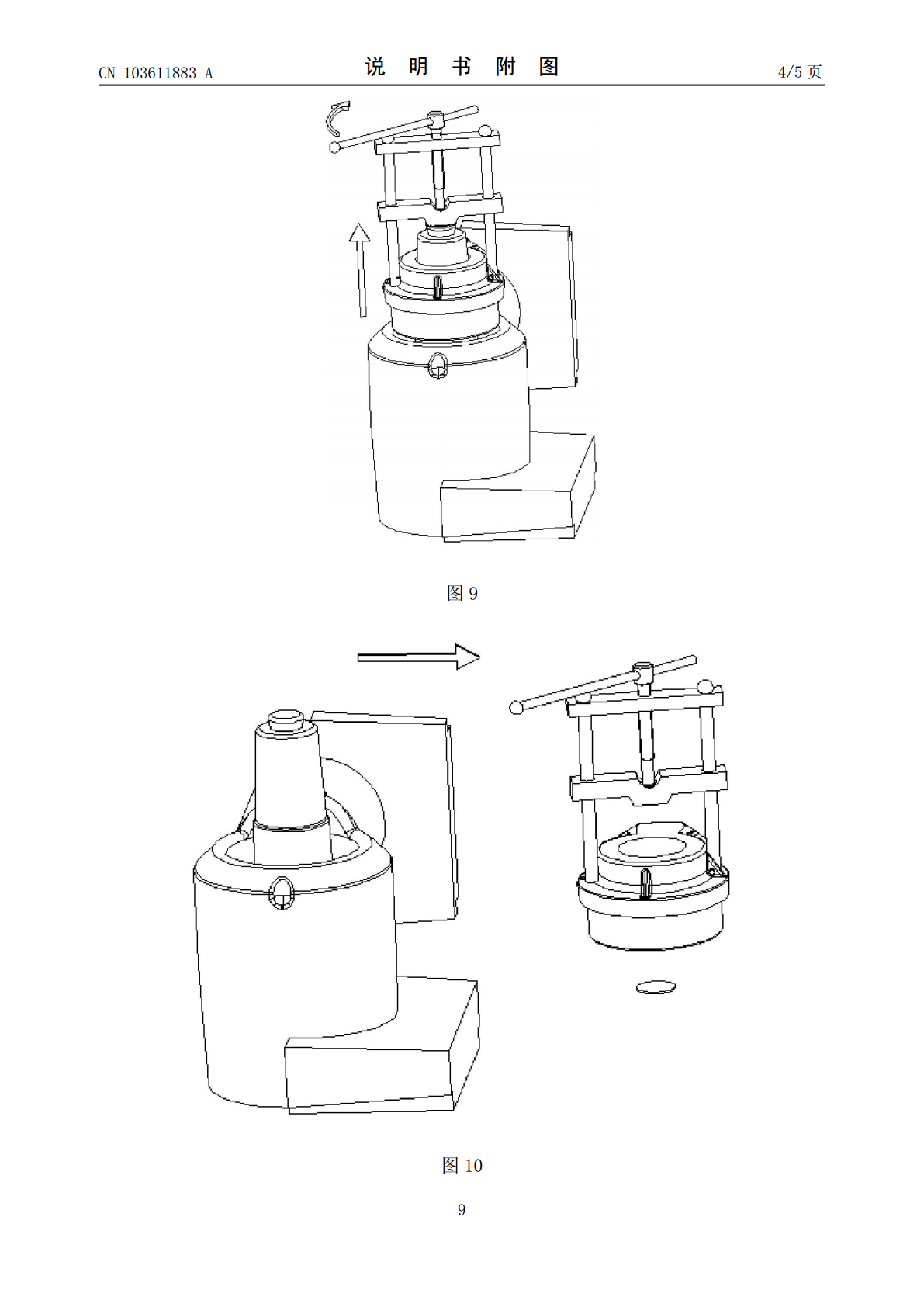
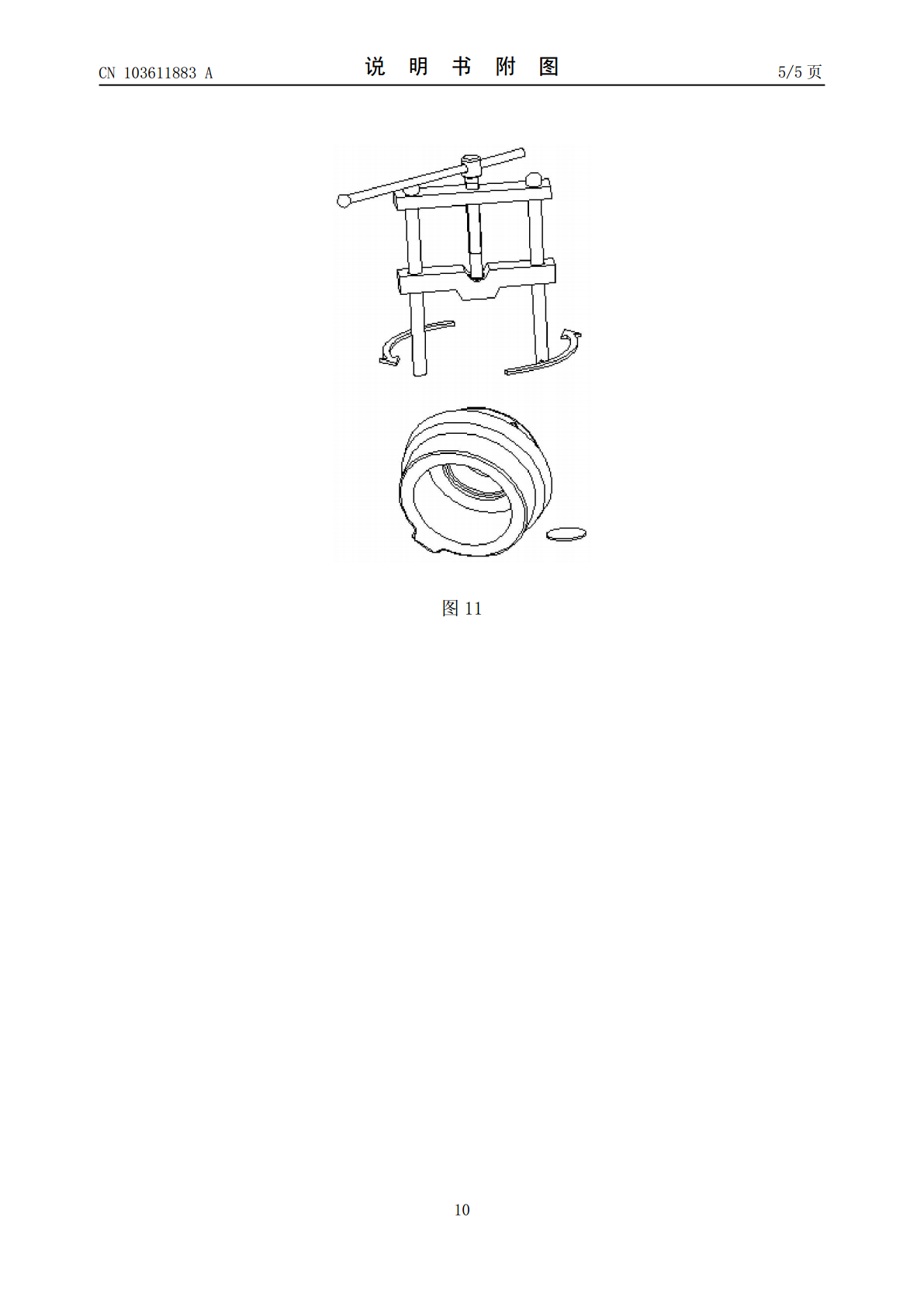
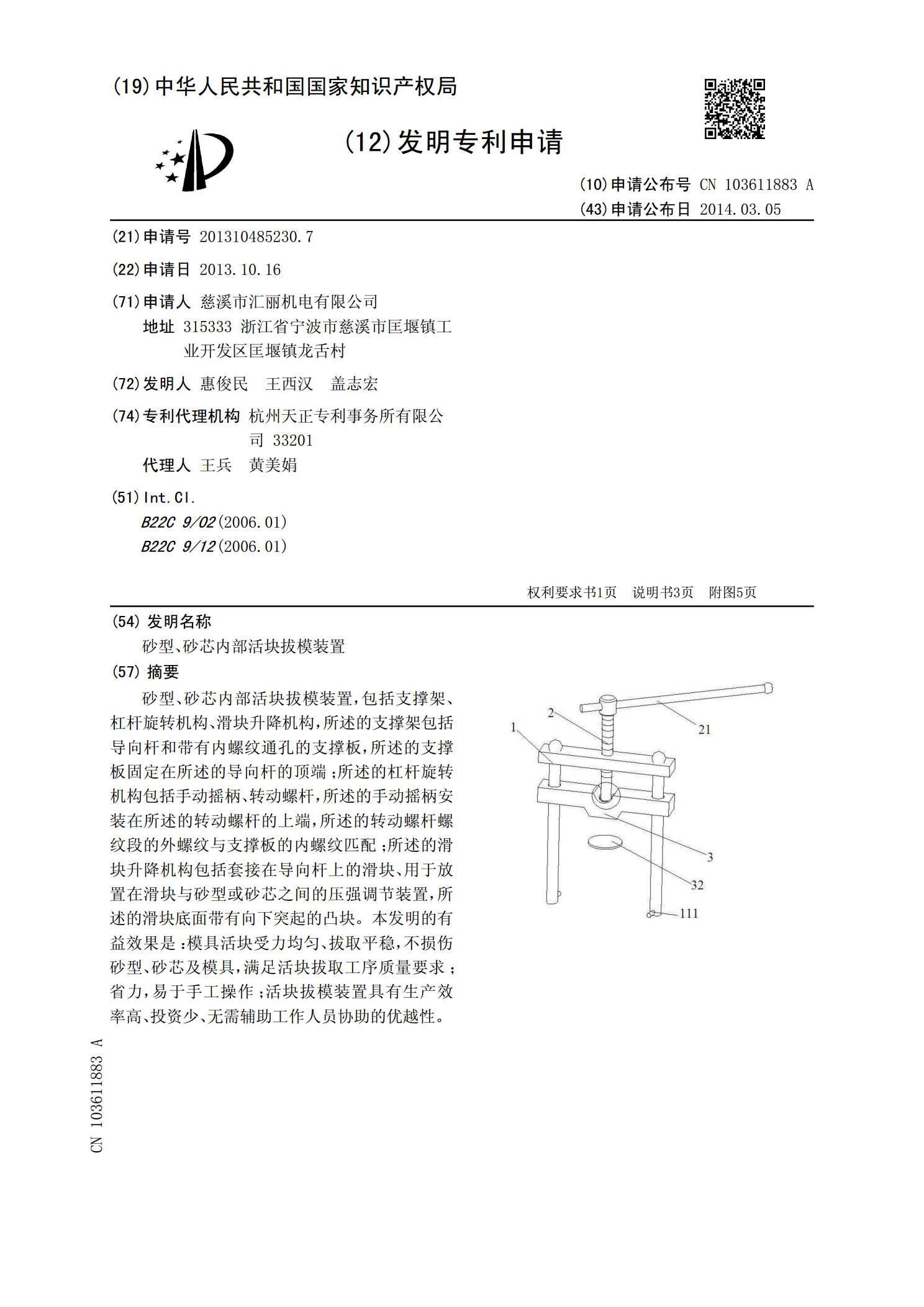
砂型、砂芯内部活块拔模装置,包括支撑架、杠杆旋转机构、滑块升降机构,所述的支撑架包括导向杆和带有内螺纹通孔的支撑板,所述的支撑板固定在所述的导向杆的顶端;所述的杠杆旋转机构包括手动摇柄、转动螺杆,所述的手动摇柄安装在所述的转动螺杆的上端,所述的转动螺杆螺纹段的外螺纹与支撑板的内螺纹匹配;所述的滑块升降机构包括套接在导向杆上的滑块、用于放置在滑块与砂型或砂芯之间的压强调节装置,所述的滑块底面带有向下突起的凸块。本发明的有益效果是:模具活块受力均匀、拔取平稳,不损伤砂型、砂芯及模具,满足活块拔取工序质量要求;

芯盒活块自动脱模装置.pdf
本发明提供了芯盒活块自动脱模装置,包括静芯盒、动芯盒,是在在静芯盒和动芯盒之间设有活块,在活块中间各设有一对固定的滚轮,组合成一个活块组合件,活块组合件通过导轨嵌入动芯盒;从两滚轮的中间设有滑块导杆,滑块导杆倾斜固定在导杆固定板上,导杆固定板通过螺栓固定在静芯盒上;静芯盒底内部设有自动顶芯装置。本装置通过斜度导杆带动活块做与设备运动方向垂直运动,在制芯过程中将活块自动推进到预定的工作位置,同时也能使活块自动从砂芯中脱模,回位到预定的位置,方便块捷,从根本上克服了传统方式手工取出活块的弊端,有利于机械化批量
一种帽型长桁芯模拔模夹持装置.pdf
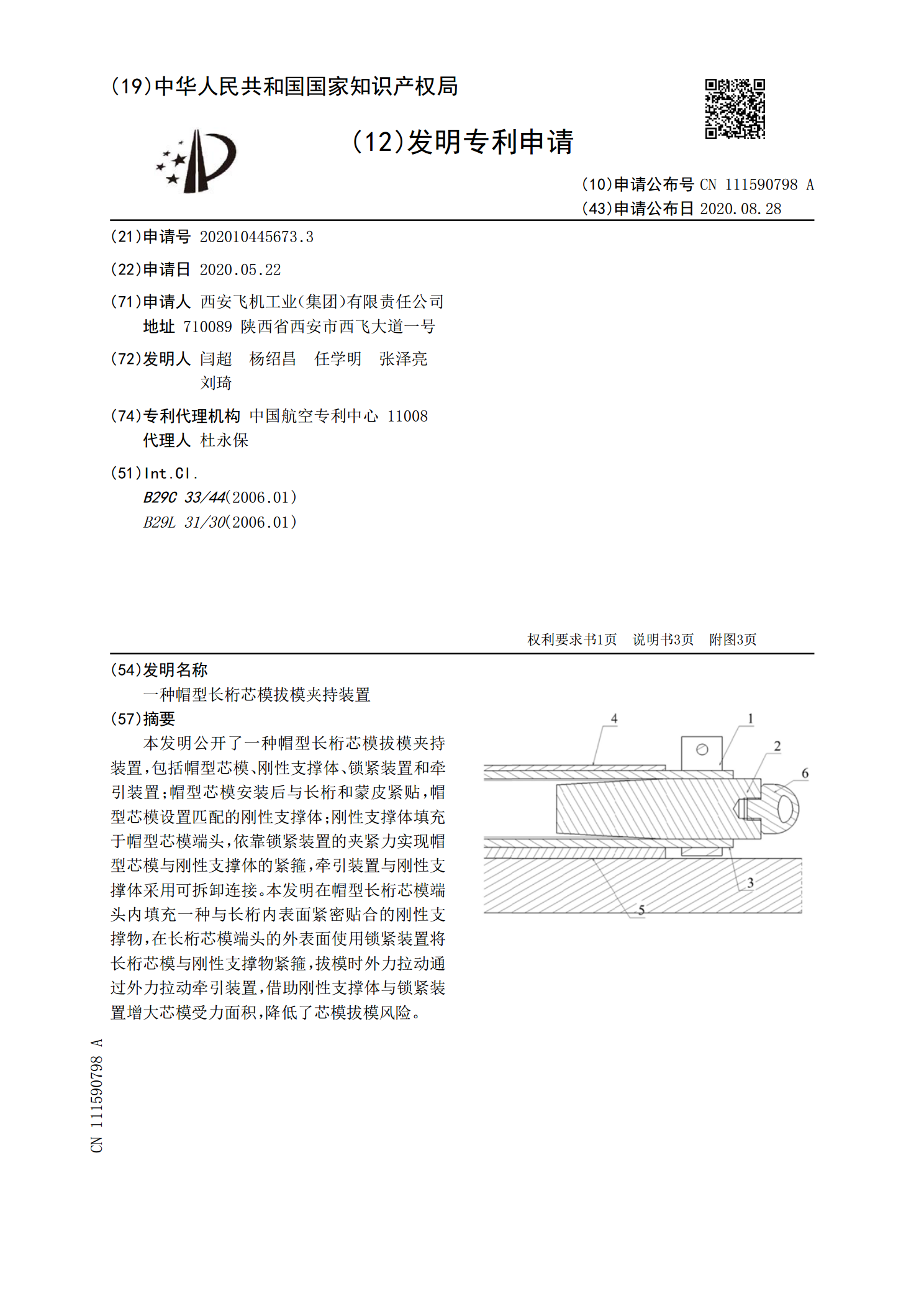
本发明公开了一种帽型长桁芯模拔模夹持装置,包括帽型芯模、刚性支撑体、锁紧装置和牵引装置;帽型芯模安装后与长桁和蒙皮紧贴,帽型芯模设置匹配的刚性支撑体;刚性支撑体填充于帽型芯模端头,依靠锁紧装置的夹紧力实现帽型芯模与刚性支撑体的紧箍,牵引装置与刚性支撑体采用可拆卸连接。本发明在帽型长桁芯模端头内填充一种与长桁内表面紧密贴合的刚性支撑物,在长桁芯模端头的外表面使用锁紧装置将长桁芯模与刚性支撑物紧箍,拔模时外力拉动通过外力拉动牵引装置,借助刚性支撑体与锁紧装置增大芯模受力面积,降低了芯模拔模风险。

砂芯搬运装置.pdf
本发明涉及一种砂芯搬运装置。所述的砂芯搬运装置包括:支撑架、横移机构、升降机构以及机械手;所述支撑架设置有导轨;所述横移机构包括横梁与横移组件,所述横梁设置于所述支撑架上,并沿所述支撑架的导轨做Y向运动,所述横移组件安装于所述横梁上,并沿所述横梁做X向运动;所述升降机构包括竖梁以及驱动连接所述竖梁的竖梁组件,所述竖梁组件活动安装于所述横移组件上,用于控制所述竖梁沿Z向运动;所述机械手包括连接臂以及滑动安装于所述连接臂上相对设置的卡爪,所述连接臂安装于所述竖梁的一端。砂芯搬运装置适用于砂芯全流程生产工艺的高
一种砂型机及其制作砂芯的方法.pdf
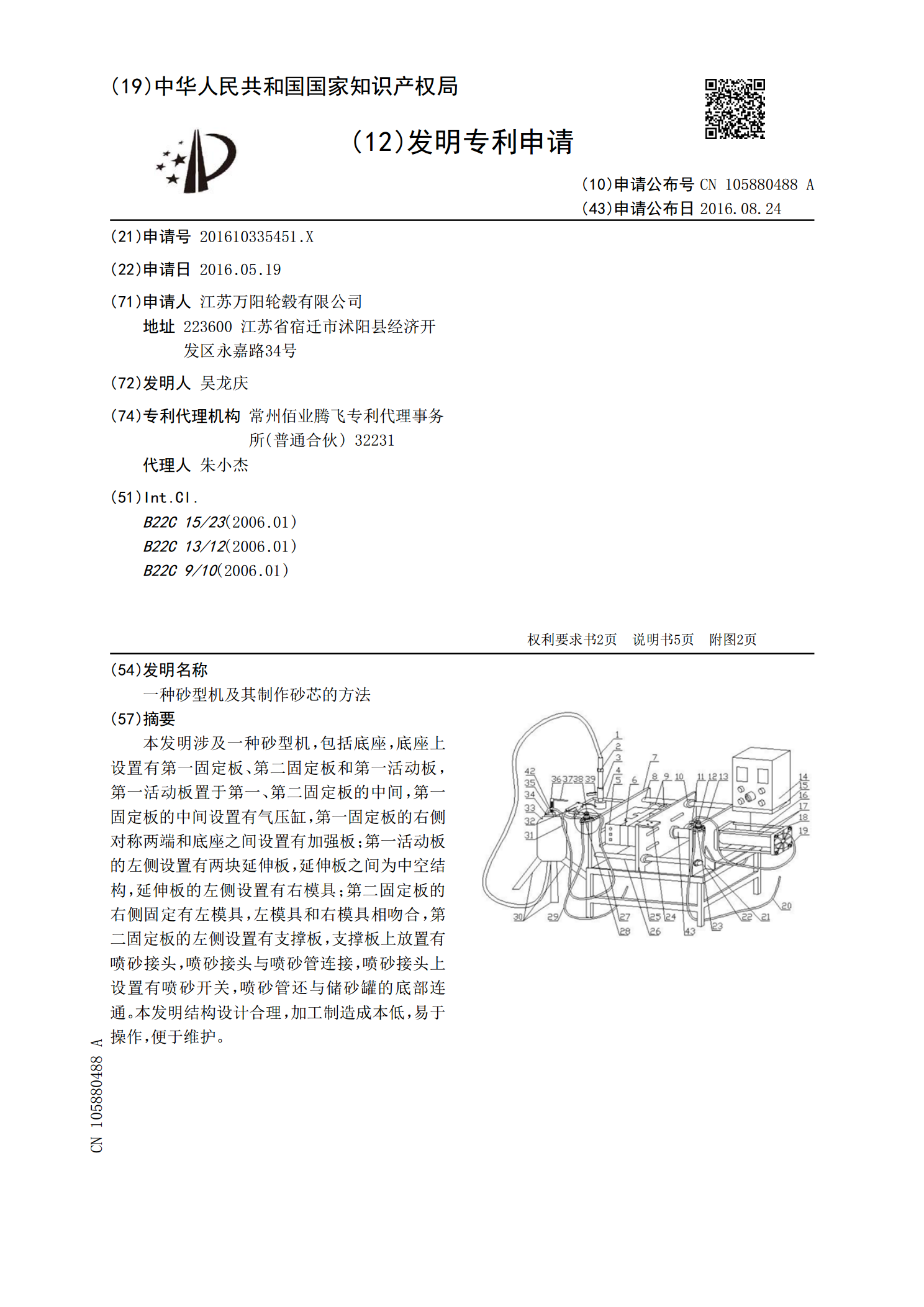
本发明涉及一种砂型机,包括底座,底座上设置有第一固定板、第二固定板和第一活动板,第一活动板置于第一、第二固定板的中间,第一固定板的中间设置有气压缸,第一固定板的右侧对称两端和底座之间设置有加强板;第一活动板的左侧设置有两块延伸板,延伸板之间为中空结构,延伸板的左侧设置有右模具;第二固定板的右侧固定有左模具,左模具和右模具相吻合,第二固定板的左侧设置有支撑板,支撑板上放置有喷砂接头,喷砂接头与喷砂管连接,喷砂接头上设置有喷砂开关,喷砂管还与储砂罐的底部连通。本发明结构设计合理,加工制造成本低,易于操作,便于