
一种核燃料元件芯块装管装置.pdf

依波****bc

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种核燃料元件芯块装管装置.pdf
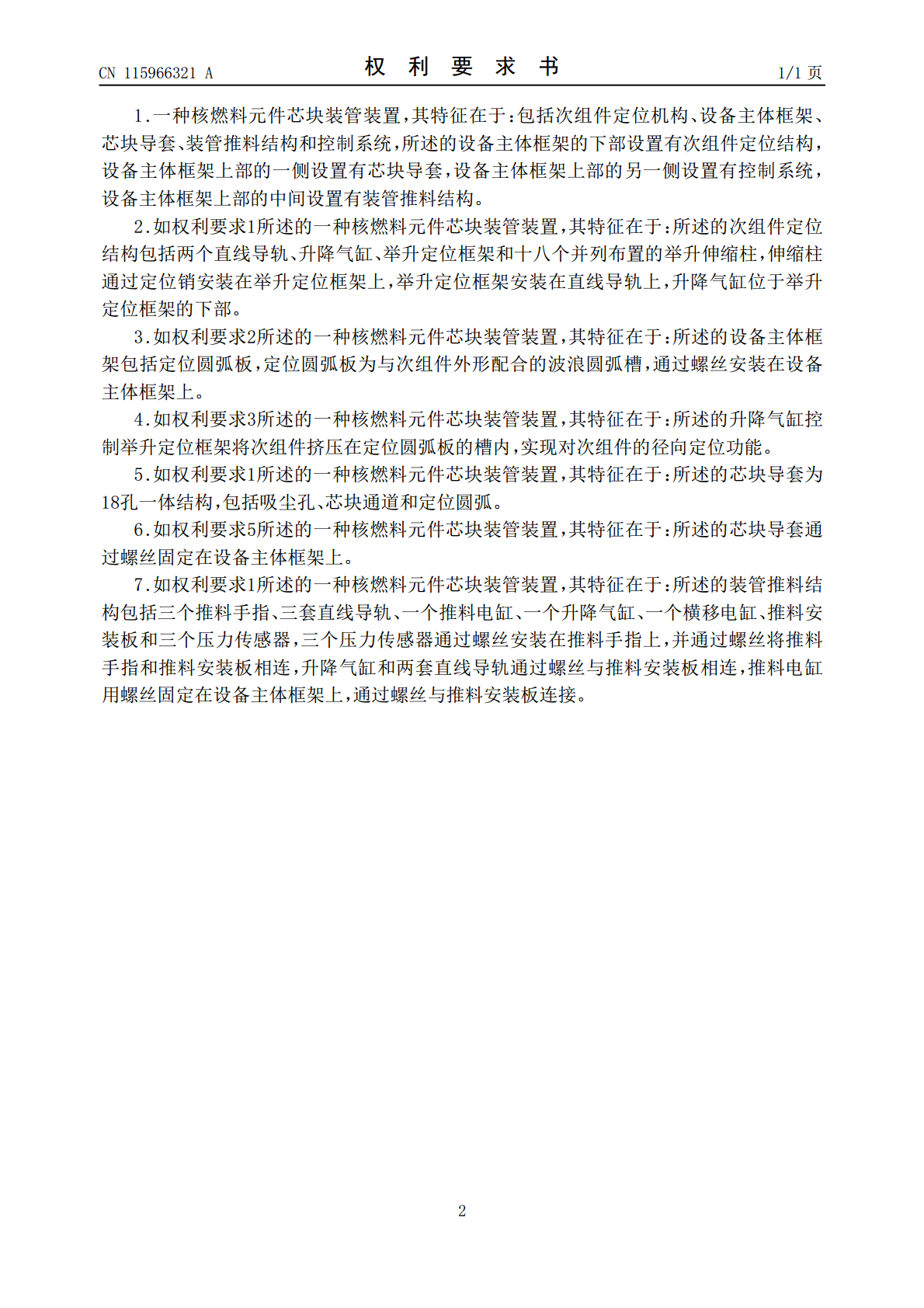
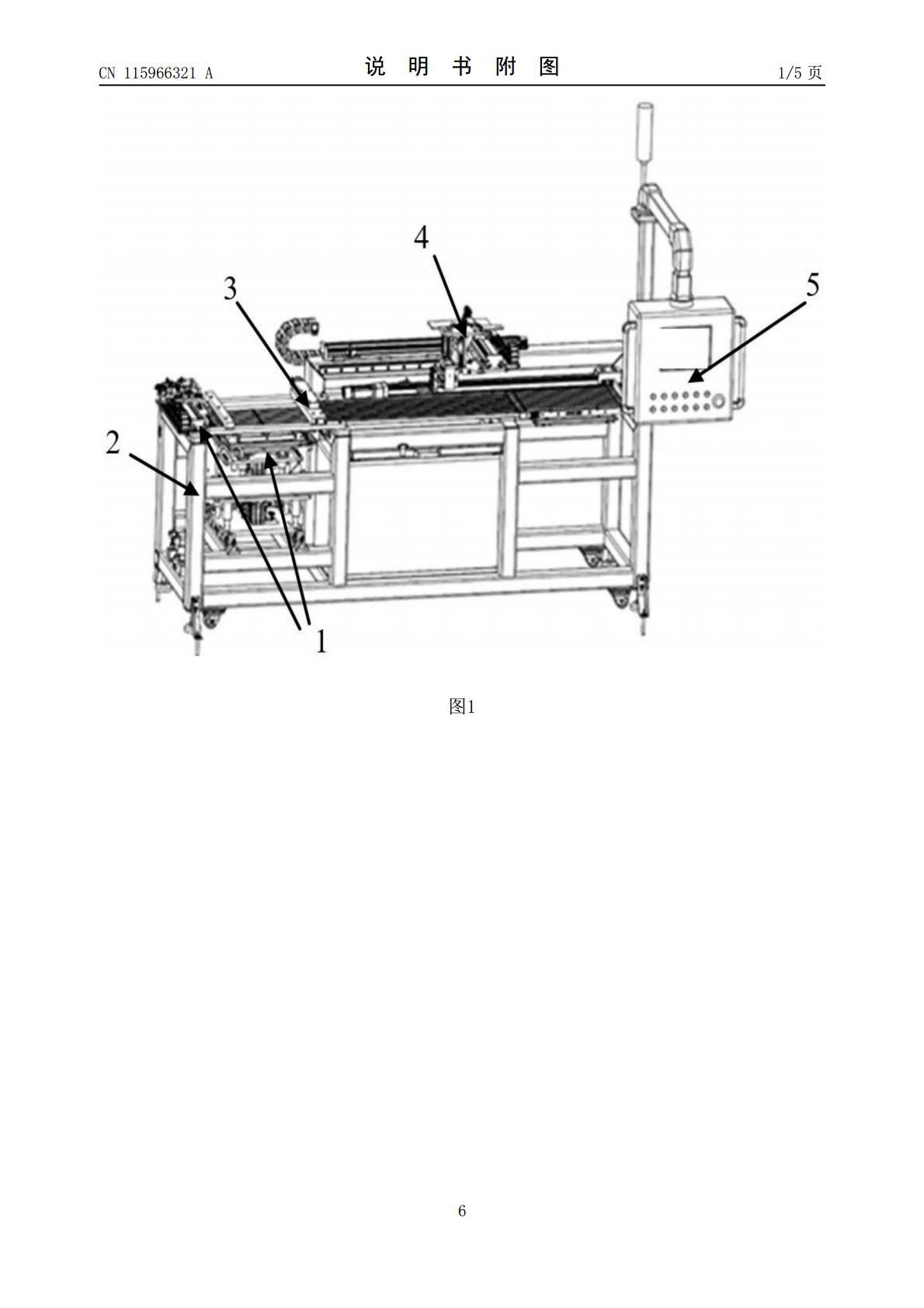
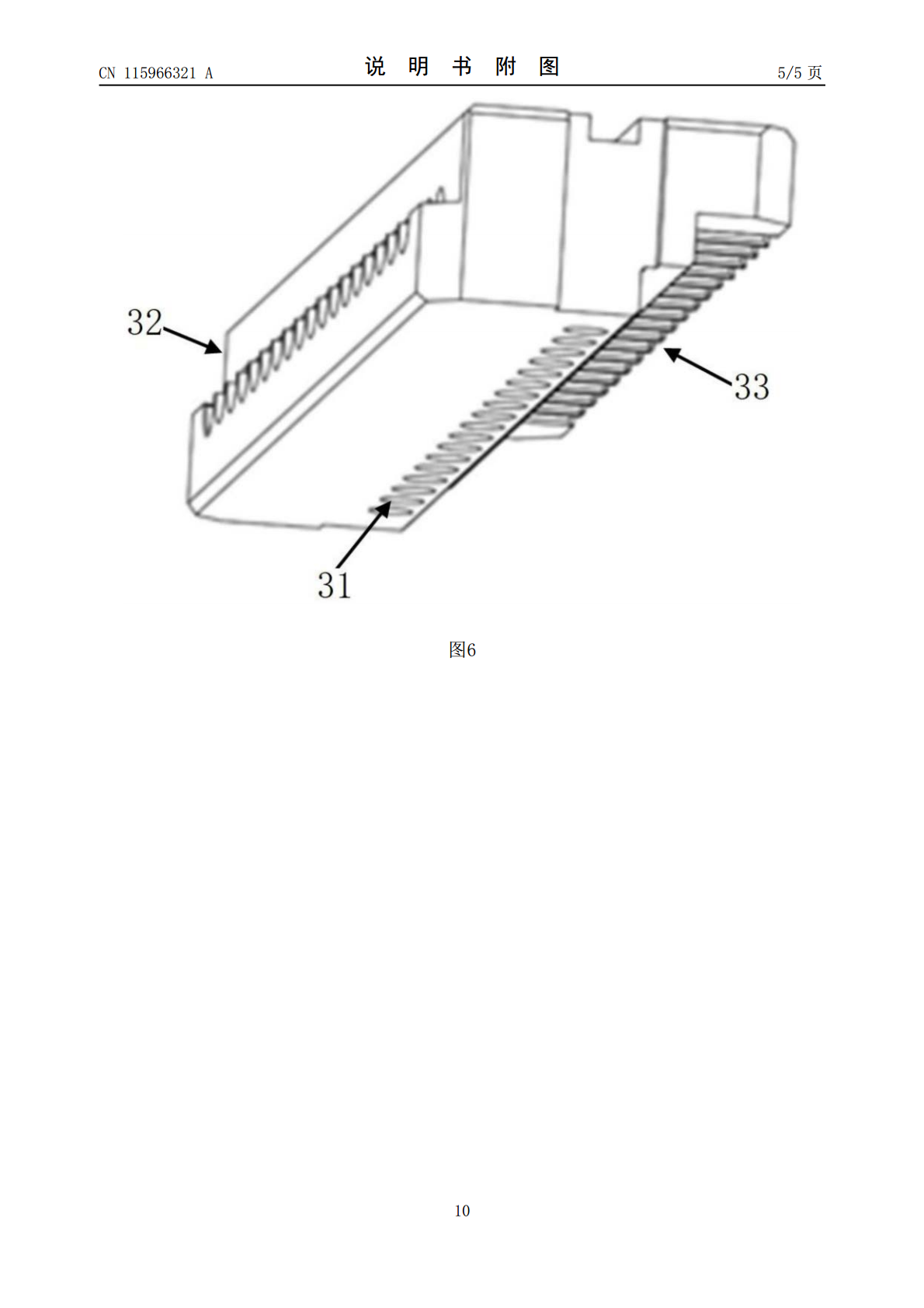
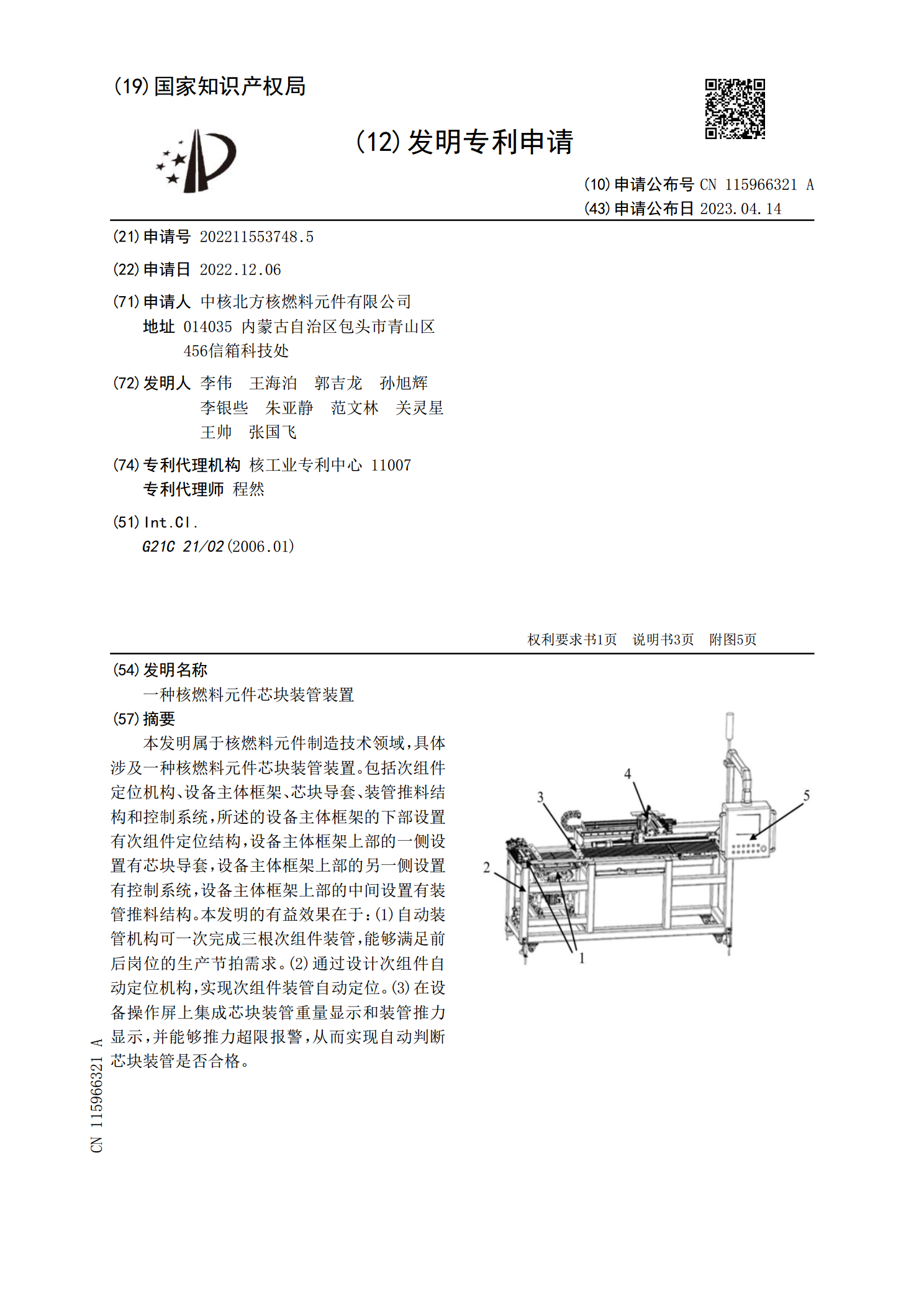
本发明属于核燃料元件制造技术领域,具体涉及一种核燃料元件芯块装管装置。包括次组件定位机构、设备主体框架、芯块导套、装管推料结构和控制系统,所述的设备主体框架的下部设置有次组件定位结构,设备主体框架上部的一侧设置有芯块导套,设备主体框架上部的另一侧设置有控制系统,设备主体框架上部的中间设置有装管推料结构。本发明的有益效果在于:(1)自动装管机构可一次完成三根次组件装管,能够满足前后岗位的生产节拍需求。(2)通过设计次组件自动定位机构,实现次组件装管自动定位。(3)在设备操作屏上集成芯块装管重量显示和装管推力
核燃料芯块.pdf
本发明属于核技术,即轻水反应堆的燃料元件燃料芯块结构,比如水‑水型动力反应堆,比如水‑水动力反应堆,可以使用长燃料循环的反应堆的燃料元件以及反应堆功率的机动状态。开发外倒角和沿纵轴的中心孔圆柱体芯块,将侧圆柱表面与端面连接起来外倒角与端面面积平面成а角等于20‑30°,倒角宽度与芯块直径之比为0.02至0.15,同时芯块外观的单项缺陷尺寸在端面缺陷方面不大于芯块外表面面积的1.3%,侧圆柱面缺陷不大于芯块表面面积的1.0%,与倒角外缘相邻缺陷不大于芯块外表面面积的0.7%,二氧化铀的平均粒度为6至35μm

一种核燃料元件转运装置.pdf
本发明涉及一种核燃料元件转运装置,该装置包括容器壳体(5),所述容器壳体(5)内设有伸缩旋转机构以及控制该伸缩旋转机构伸出容器壳体的转门机构;所述伸缩旋转机构包括旋转管(6)以及设置在所述旋转管(6)内的伸缩管(9);所述旋转管(6)尾端与设置在容器壳体尾端法兰(17)内的转动轮(21)连接,所述伸缩管(9)首端设有导向轮,尾端设有推杆(8),该推杆(8)穿过转动轮(21)与伸缩管(9)连接;所述转门机构包括转门座以及设置在转门座内的转门(14)。该转运装置利用机械结构实现水平旋转、垂直旋转和直线伸缩等动
一种核燃料元件连续自动包装装置及方法.pdf
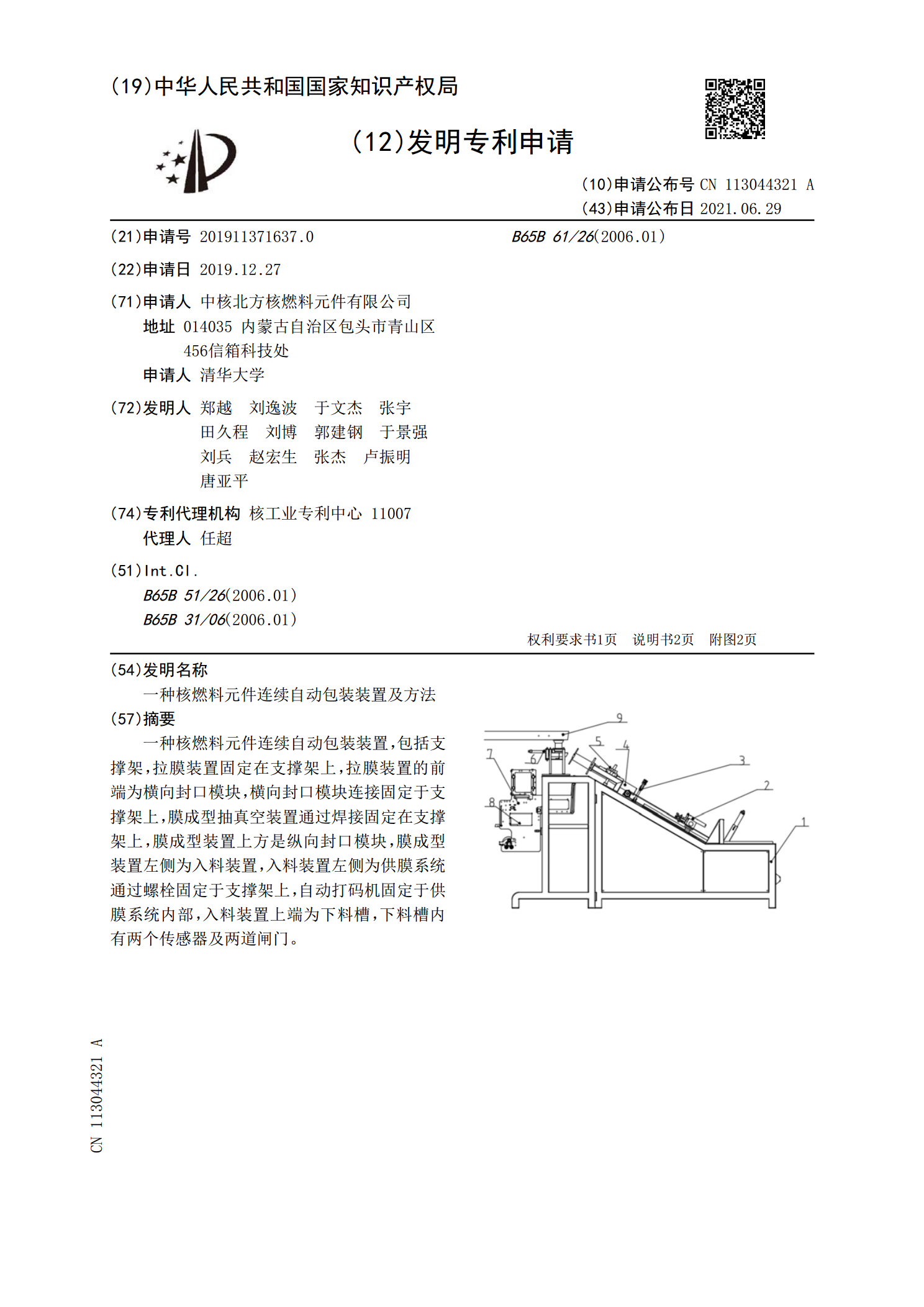
一种核燃料元件连续自动包装装置,包括支撑架,拉膜装置固定在支撑架上,拉膜装置的前端为横向封口模块,横向封口模块连接固定于支撑架上,膜成型抽真空装置通过焊接固定在支撑架上,膜成型装置上方是纵向封口模块,膜成型装置左侧为入料装置,入料装置左侧为供膜系统通过螺栓固定于支撑架上,自动打码机固定于供膜系统内部,入料装置上端为下料槽,下料槽内有两个传感器及两道闸门。
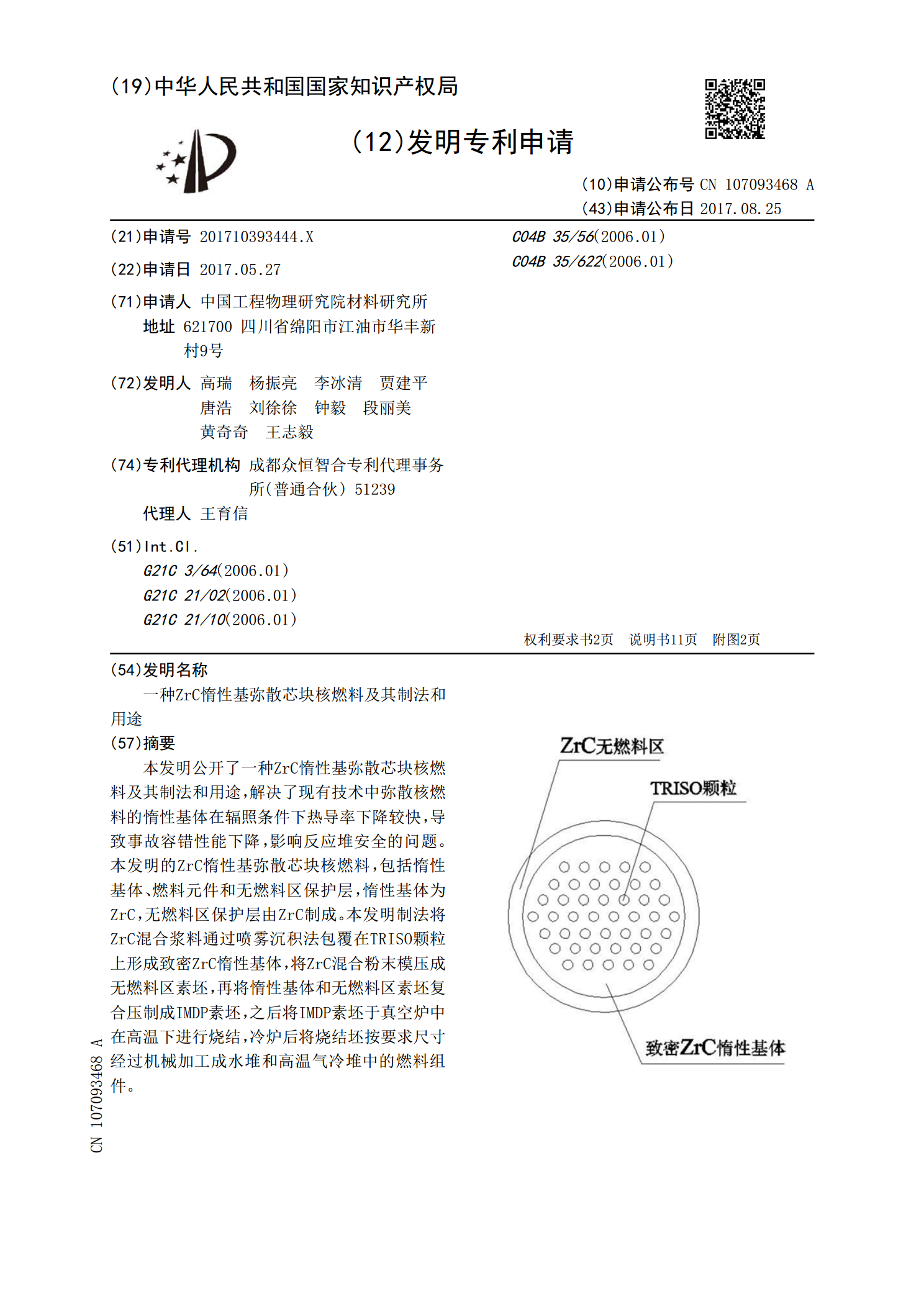
一种ZrC惰性基弥散芯块核燃料及其制法和用途.pdf
本发明公开了一种ZrC惰性基弥散芯块核燃料及其制法和用途,解决了现有技术中弥散核燃料的惰性基体在辐照条件下热导率下降较快,导致事故容错性能下降,影响反应堆安全的问题。本发明的ZrC惰性基弥散芯块核燃料,包括惰性基体、燃料元件和无燃料区保护层,惰性基体为ZrC,无燃料区保护层由ZrC制成。本发明制法将ZrC混合浆料通过喷雾沉积法包覆在TRISO颗粒上形成致密ZrC惰性基体,将ZrC混合粉末模压成无燃料区素坯,再将惰性基体和无燃料区素坯复合压制成IMDP素坯,之后将IMDP素坯于真空炉中在高温下进行烧结,冷炉