
一种芯片中心定位夹具.pdf

英哲****公主

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种芯片中心定位夹具.pdf
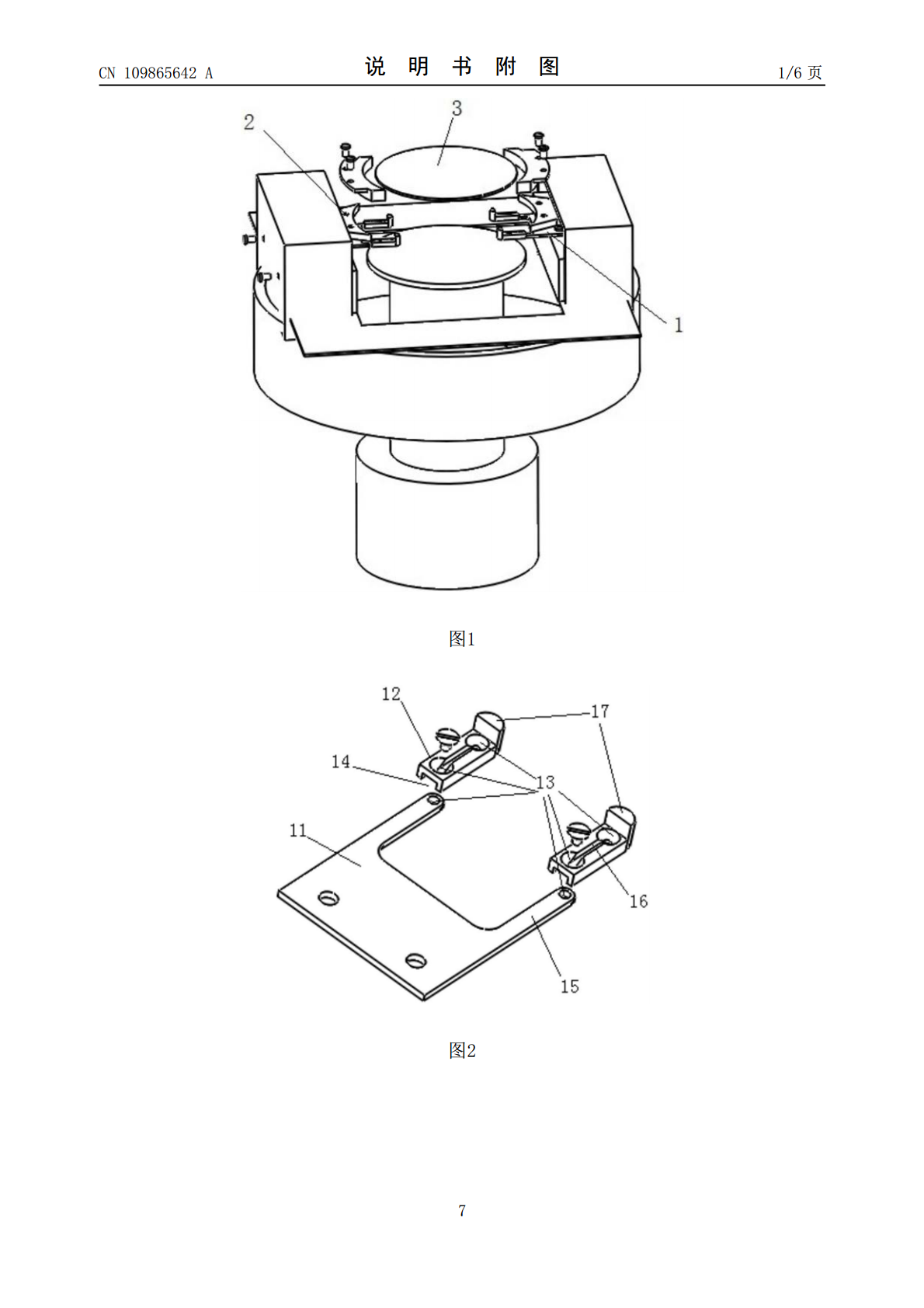
本发明涉及一种芯片中心定位夹具,包括置于芯片底部用于支撑芯片的支撑架和位于支撑架上方用于卡固芯片外缘的钳位板,支撑架,包括基础支架和调节头,所述调节头设置在基础支架的一侧且能够相对基础支架水平活动改变基础支架的支撑范围;钳位板,包括基础板和组合板,所述组合板能够拆卸式的固定在基础板的一端用于改变钳位板的卡固半径。本发明对夹具的支撑架和钳位板进行更改,使夹具适用于不同直径芯片的工装,可以实现多种规格芯片不同夹具的兼容,大大的缩短更换夹具的时间,提高设备的利用效率,降低故障率,使夹具尺寸更换操作更方便、更简单
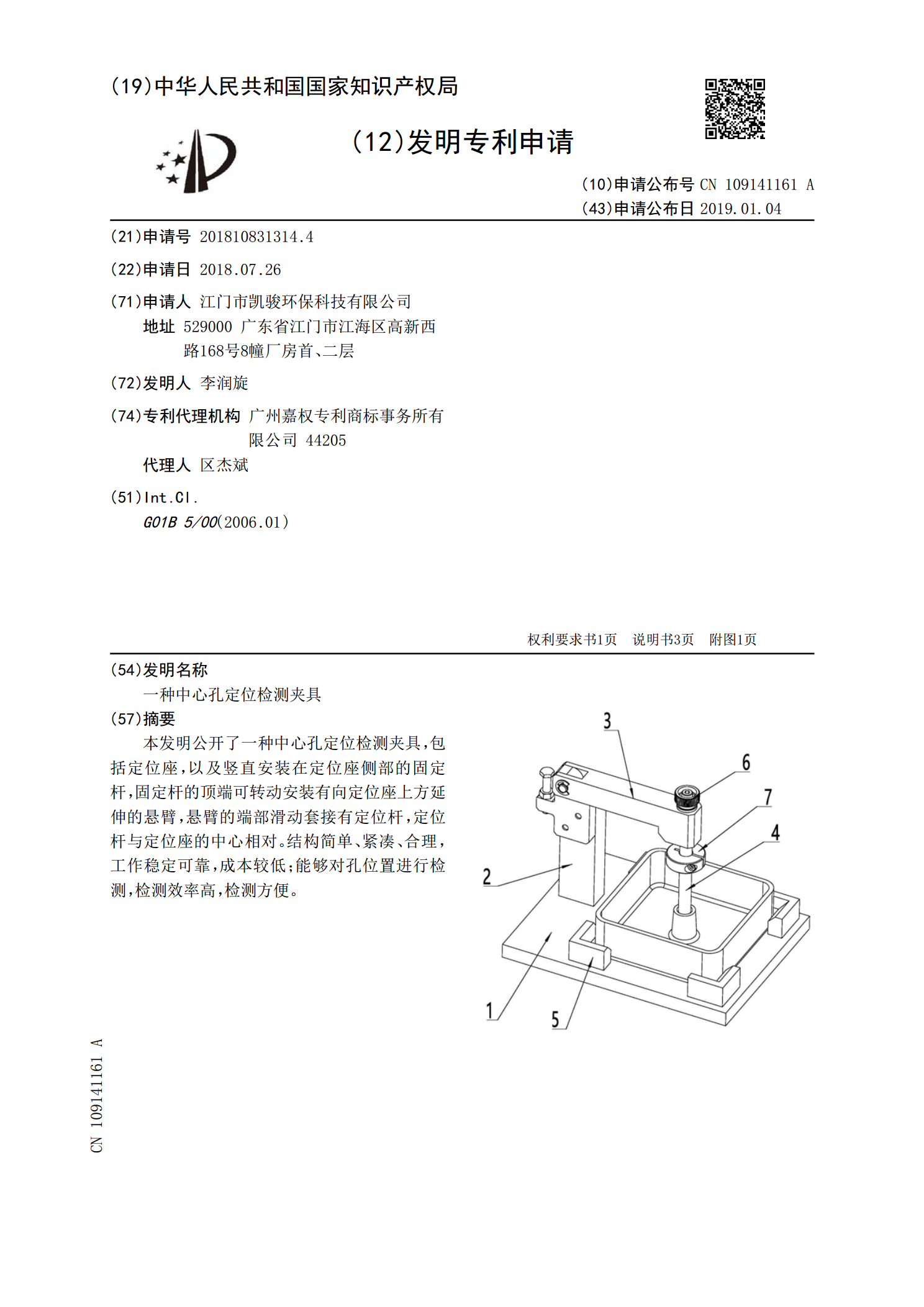
一种中心孔定位检测夹具.pdf
本发明公开了一种中心孔定位检测夹具,包括定位座,以及竖直安装在定位座侧部的固定杆,固定杆的顶端可转动安装有向定位座上方延伸的悬臂,悬臂的端部滑动套接有定位杆,定位杆与定位座的中心相对。结构简单、紧凑、合理,工作稳定可靠,成本较低;能够对孔位置进行检测,检测效率高,检测方便。
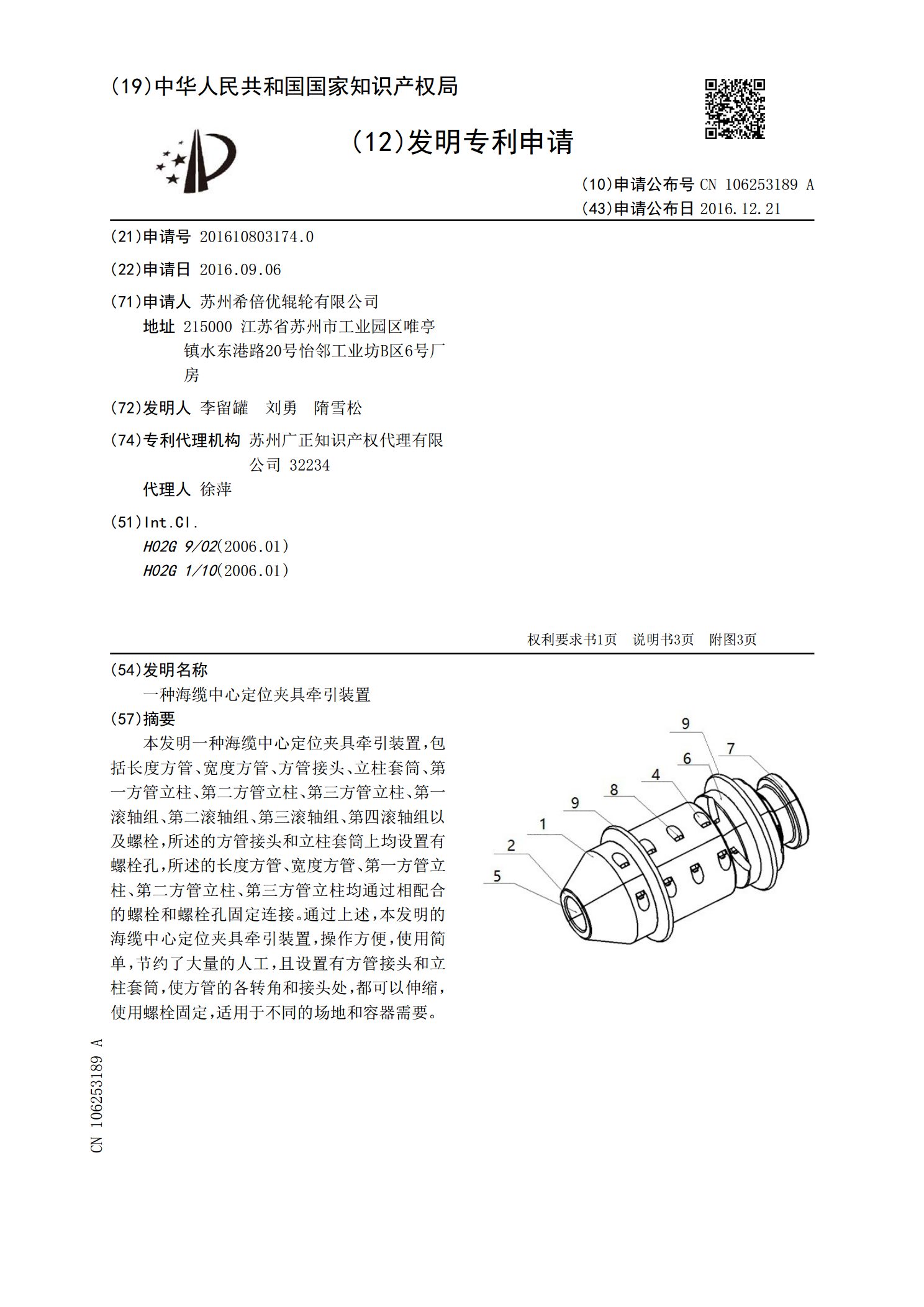
一种海缆中心定位夹具牵引装置.pdf
本发明一种海缆中心定位夹具牵引装置,包括长度方管、宽度方管、方管接头、立柱套筒、第一方管立柱、第二方管立柱、第三方管立柱、第一滚轴组、第二滚轴组、第三滚轴组、第四滚轴组以及螺栓,所述的方管接头和立柱套筒上均设置有螺栓孔,所述的长度方管、宽度方管、第一方管立柱、第二方管立柱、第三方管立柱均通过相配合的螺栓和螺栓孔固定连接。通过上述,本发明的海缆中心定位夹具牵引装置,操作方便,使用简单,节约了大量的人工,且设置有方管接头和立柱套筒,使方管的各转角和接头处,都可以伸缩,使用螺栓固定,适用于不同的场地和容器需要。

一种数控加工中心用定位夹具.pdf
本发明公开了一种数控加工中心用定位夹具,包括底座,所述底座的上方靠左侧设置有操作箱,所述底座的上方且位于操作箱的右侧固定有支撑架,所述操作箱的左侧壁内部均匀开设有若干个散热孔,所述操作箱的前方靠上方固定有安装架,所述安装架的内部设置有箱门,所述箱门和安装架之间通过第一转轴转动连接,所述操作箱的内部上方中间位置处固定有气缸,本发明通过设置固定块、固定杆、定位槽、定位块、光滑通孔、紧固螺帽、第三转轴和第二螺纹杆等结构,在这些结构的相互配合下,实现了夹持板便于拆卸的功能,进而便于根据所需定位夹持工件的不同安装对

一种海缆中心定位夹具牵引装置.pdf
本发明公开了一种海缆中心定位夹具牵引装置,包括导向头、第一定位圈、第二定位圈、中段夹具总成和尾段夹具总成,导向头、第一定位圈、中段夹具总成、第二定位圈、尾段夹具总成依次连接而成,海缆中心定位夹具牵引装置沿中心线设置有电缆通孔,中段夹具总成和尾段夹具总成上的电缆通孔的直径小于电缆的直径,导向头、第一定位圈和第二定位圈的电缆通孔的直径大于电缆的直径。通过上述方式,本发明的装置能够夹紧电缆,在一定加载的情况下与电缆保持相对静止状态,同时使电缆处于J型管中间位置,避免电缆在J型管内摆动,与管壁摩擦,从而损坏电缆。