
一种L字形块体的侧板腰形通孔打磨机构.pdf

一条****淑淑

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种L字形块体的侧板腰形通孔打磨机构.pdf
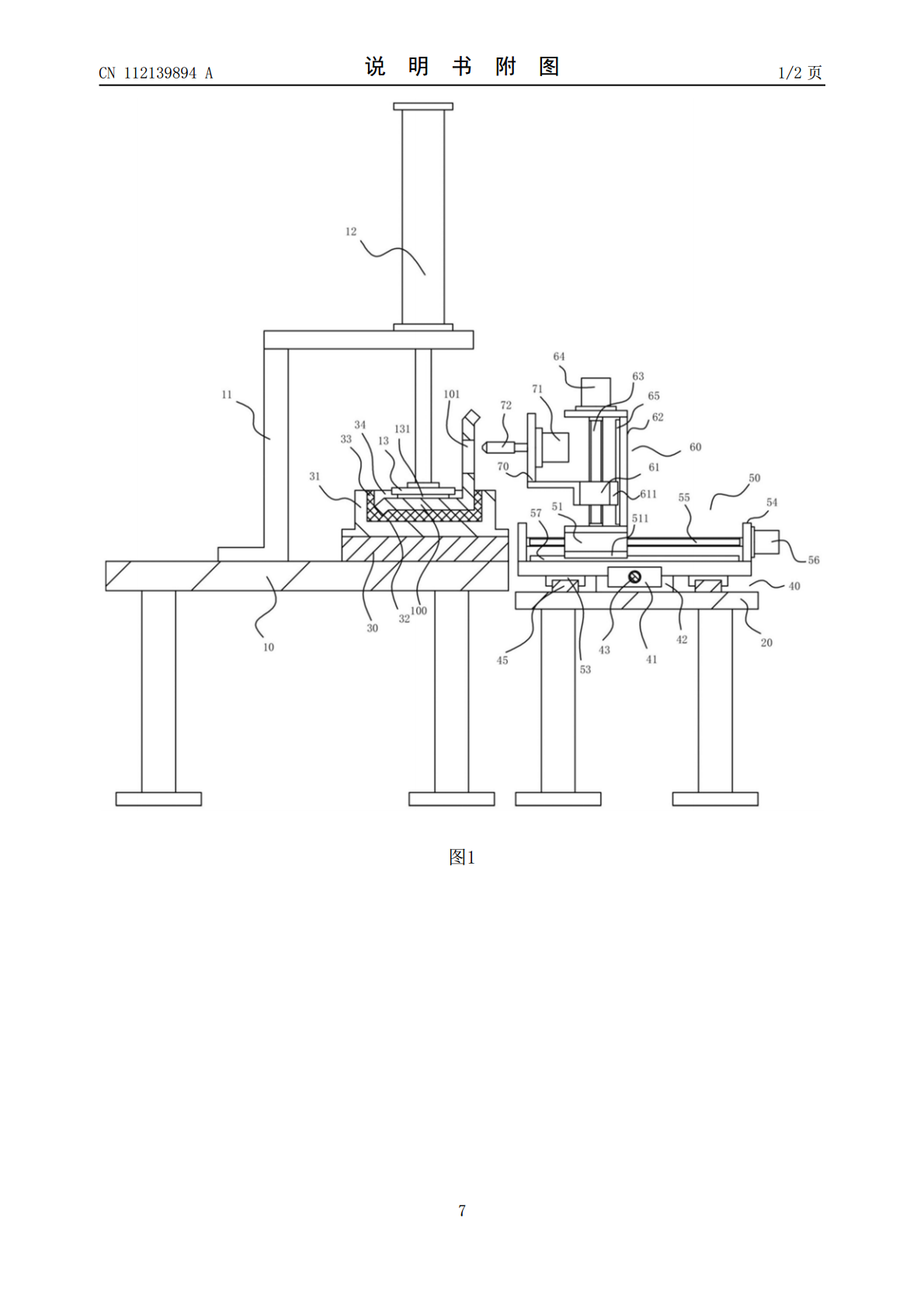
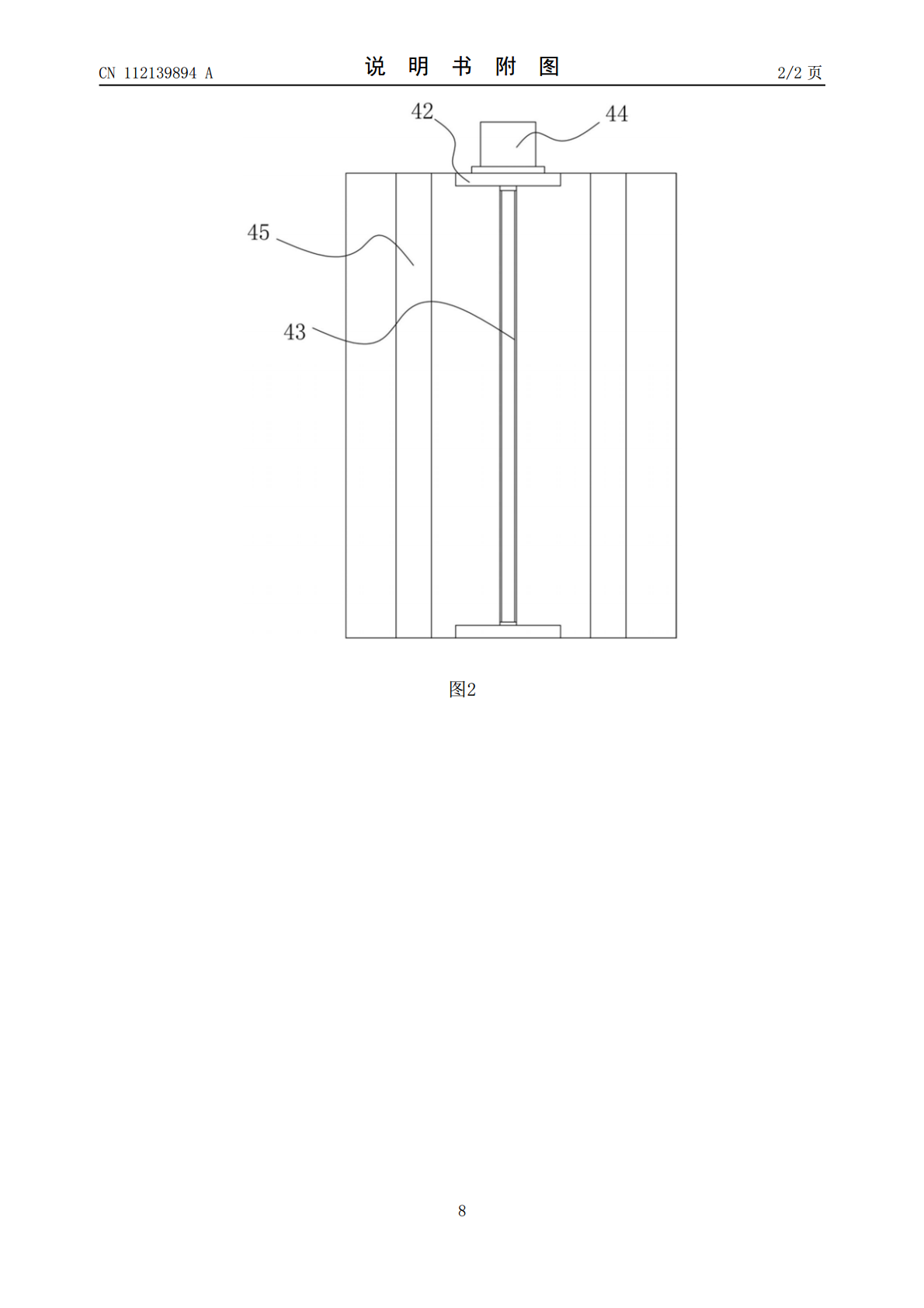
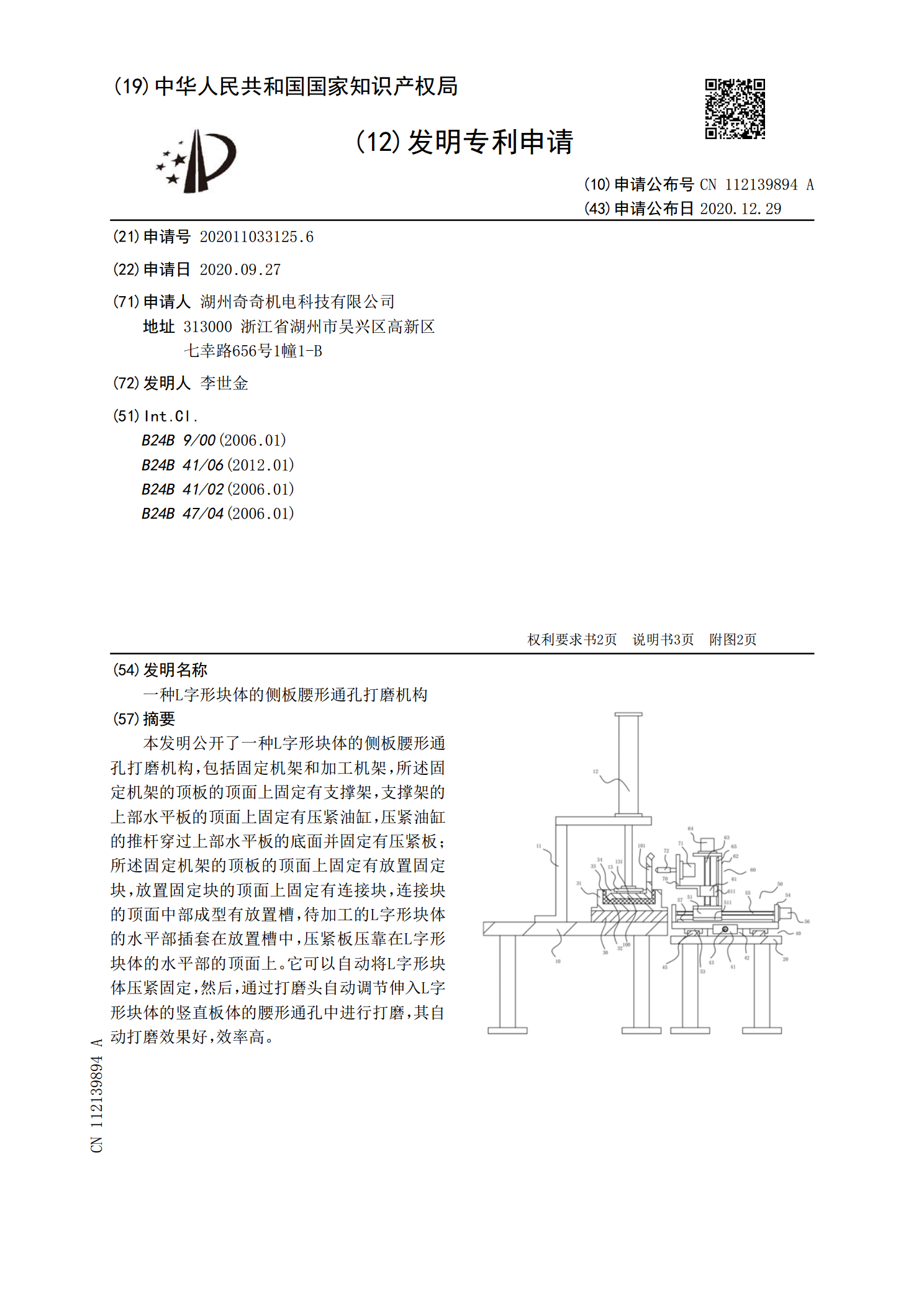
本发明公开了一种L字形块体的侧板腰形通孔打磨机构,包括固定机架和加工机架,所述固定机架的顶板的顶面上固定有支撑架,支撑架的上部水平板的顶面上固定有压紧油缸,压紧油缸的推杆穿过上部水平板的底面并固定有压紧板;所述固定机架的顶板的顶面上固定有放置固定块,放置固定块的顶面上固定有连接块,连接块的顶面中部成型有放置槽,待加工的L字形块体的水平部插套在放置槽中,压紧板压靠在L字形块体的水平部的顶面上。它可以自动将L字形块体压紧固定,然后,通过打磨头自动调节伸入L字形块体的竖直板体的腰形通孔中进行打磨,其自动打磨效果

腰形孔工件定位锁紧机构.pdf
本发明提供一种腰形孔工件定位锁紧机构,工件具有腰形孔,锁紧机构包括连接座、伸缩杆、弹簧和螺钉;连接座的两侧具有固定孔,中间具有放置弹簧和伸缩杆的水平中心孔,连接座顶部垂直水平中心孔处设有螺纹孔,该螺纹孔处设有起制动作用的螺钉,连接座通过两侧固定孔固定在机床上;伸缩杆为T形杆,与弹簧配合,设置在连接座的一侧,装配于连接座中心孔处,伸缩杆压制弹簧与连接座形成相对运动,连接座顶部插销具有阻止伸缩杆移动的作用,伸缩杆具有配合插销制动的水平凹槽。该腰形孔工件定位锁紧机构,推动手柄,将工件套在腰形杆上;松开手柄,利用
一种停车设备下台板L形位移机构.pdf
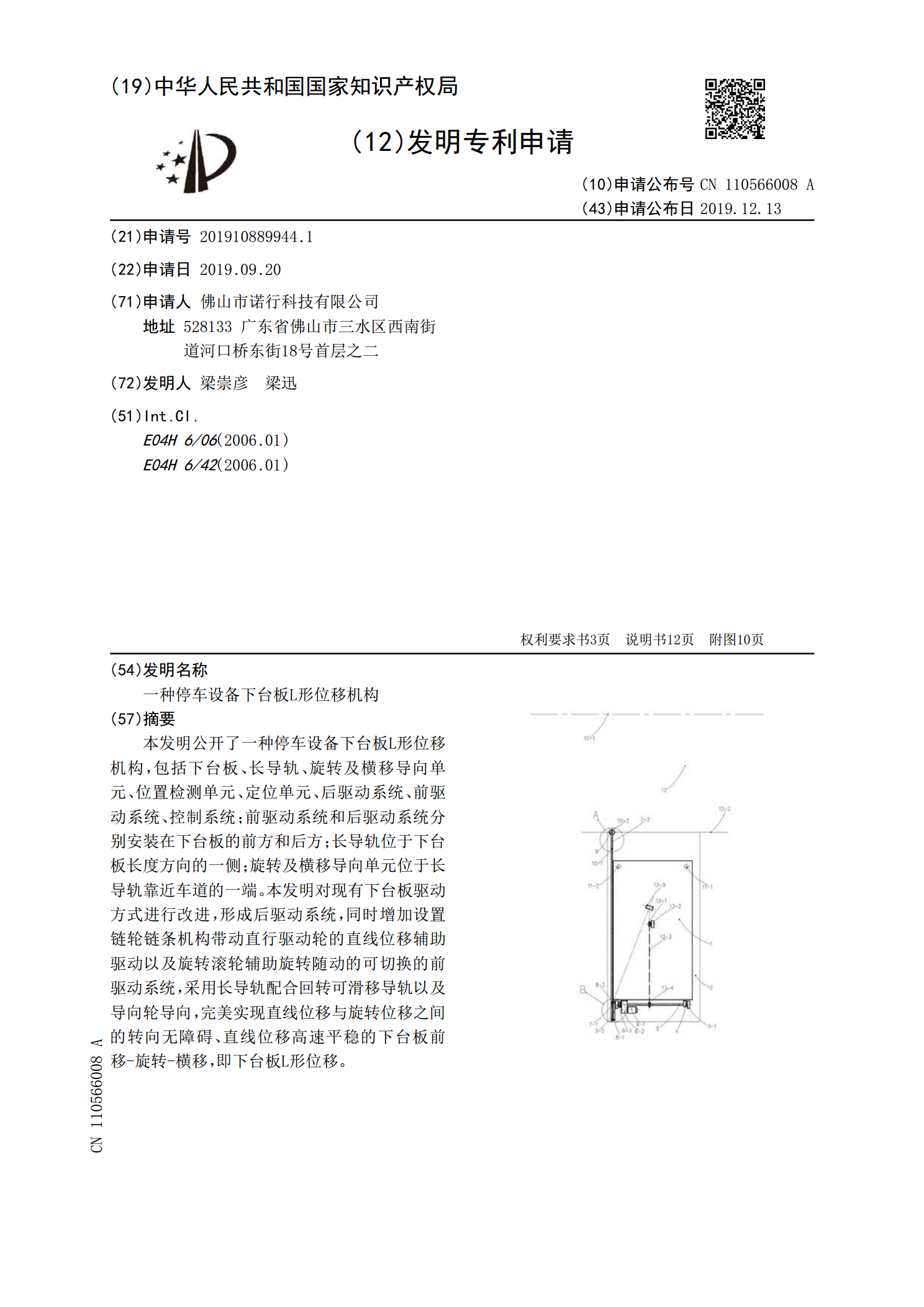
本发明公开了一种停车设备下台板L形位移机构,包括下台板、长导轨、旋转及横移导向单元、位置检测单元、定位单元、后驱动系统、前驱动系统、控制系统;前驱动系统和后驱动系统分别安装在下台板的前方和后方;长导轨位于下台板长度方向的一侧;旋转及横移导向单元位于长导轨靠近车道的一端。本发明对现有下台板驱动方式进行改进,形成后驱动系统,同时增加设置链轮链条机构带动直行驱动轮的直线位移辅助驱动以及旋转滚轮辅助旋转随动的可切换的前驱动系统,采用长导轨配合回转可滑移导轨以及导向轮导向,完美实现直线位移与旋转位移之间的转向无障碍
一种腰形孔加工方法.pdf
一种腰形孔加工方法,包括以下步骤:第一步、在待加工腰形孔的位置进行初步镗孔。第二步、将阶梯铣刀按照待加工的腰形孔的大小进行分级。在加工两头圆形部位时,采用前部小于两头圆形的台阶铣刀铣。在加工中部通孔时,采用中部大于两头圆形槽的台阶铣刀铣,以初步所镗的孔为基础向外侧扩张,公差1-3微米。第三步、最后进行除毛刺处理。本方法能加快工作节奏,节省刀具,加工的腰形孔质量更好,对腰形孔周围的金属破坏程度更小。
一种T字形精密零件通孔去毛刺机构.pdf
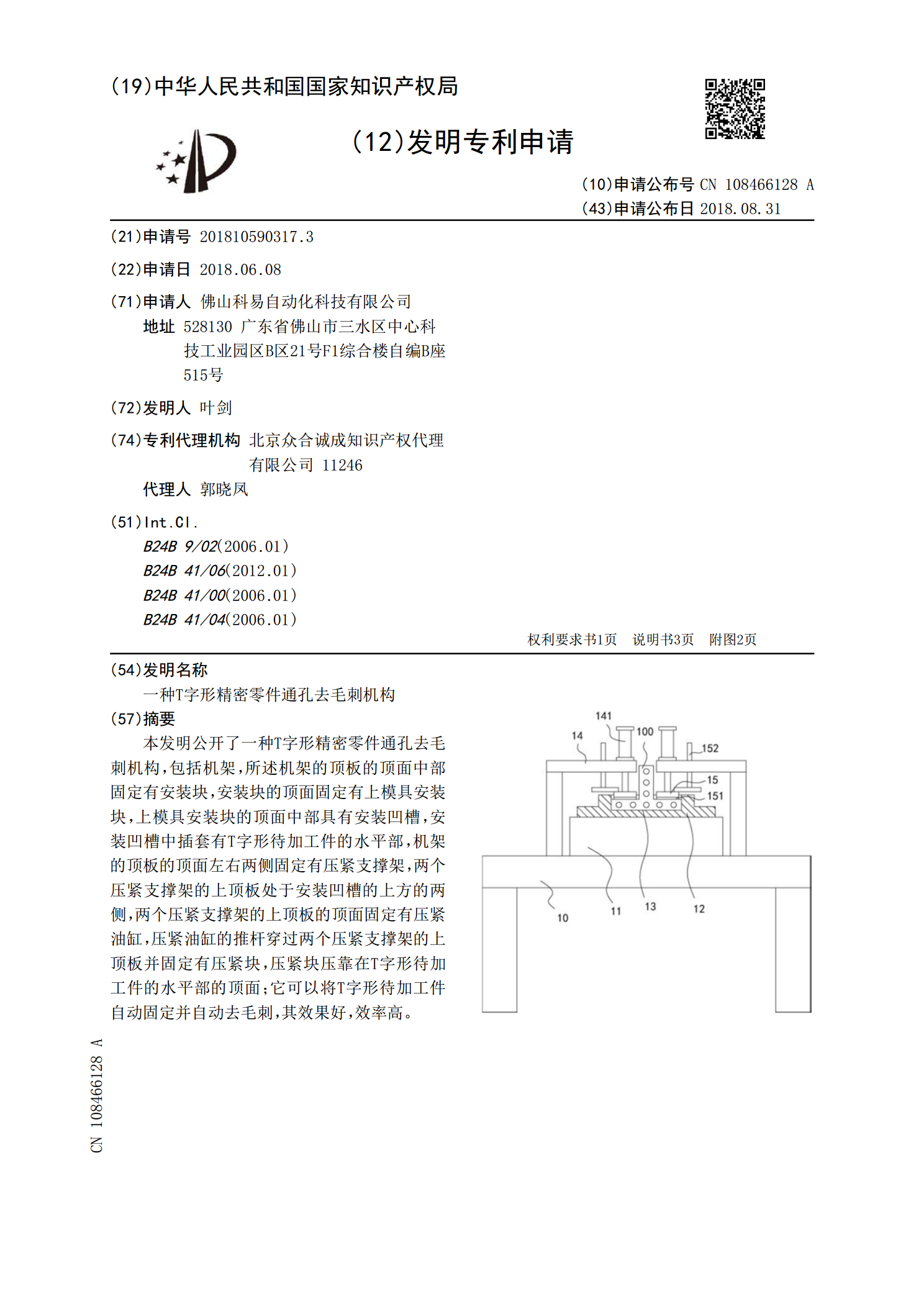
本发明公开了一种T字形精密零件通孔去毛刺机构,包括机架,所述机架的顶板的顶面中部固定有安装块,安装块的顶面固定有上模具安装块,上模具安装块的顶面中部具有安装凹槽,安装凹槽中插套有T字形待加工件的水平部,机架的顶板的顶面左右两侧固定有压紧支撑架,两个压紧支撑架的上顶板处于安装凹槽的上方的两侧,两个压紧支撑架的上顶板的顶面固定有压紧油缸,压紧油缸的推杆穿过两个压紧支撑架的上顶板并固定有压紧块,压紧块压靠在T字形待加工件的水平部的顶面;它可以将T字形待加工件自动固定并自动去毛刺,其效果好,效率高。