
一种滑撬.pdf

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种滑撬.pdf
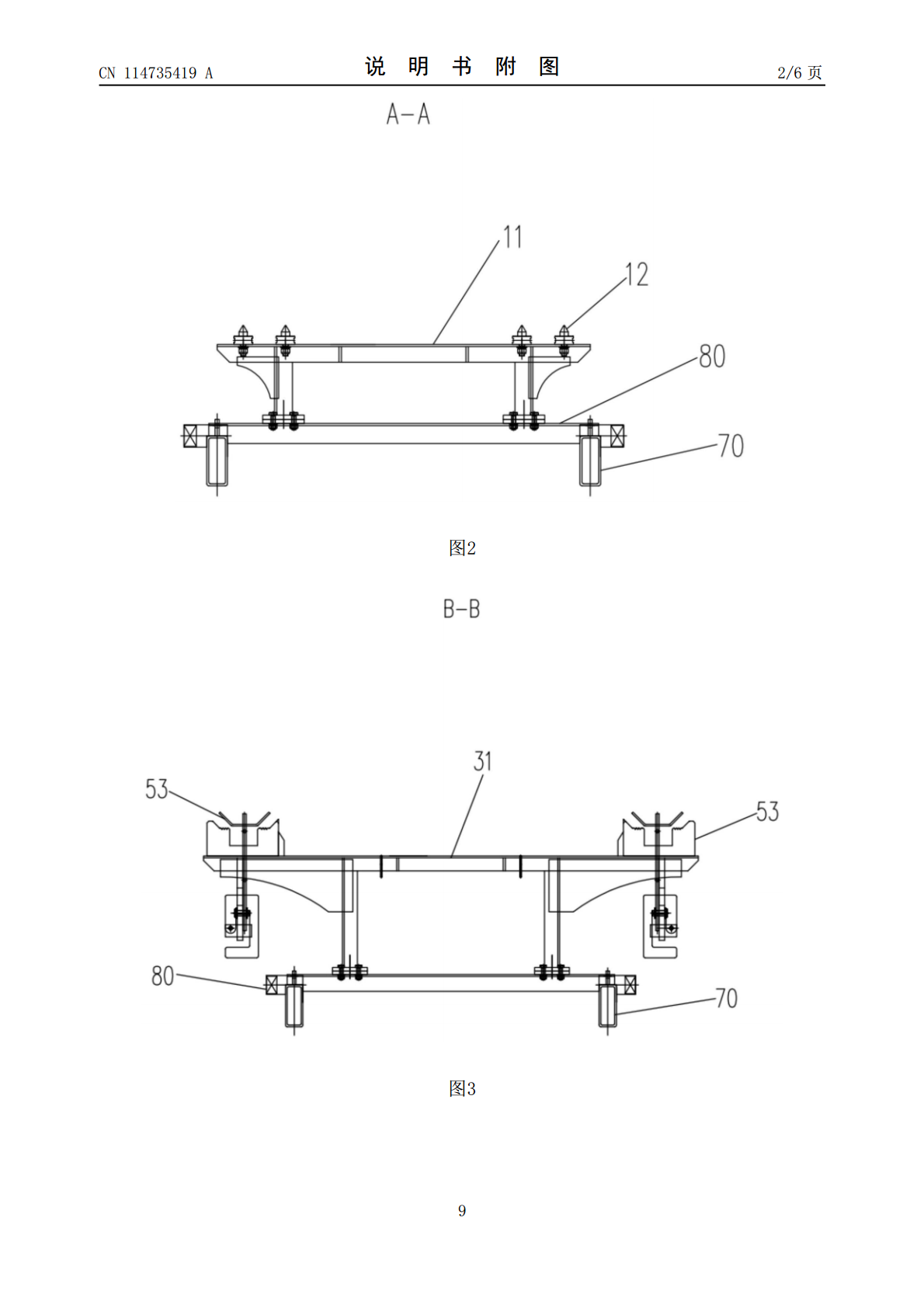
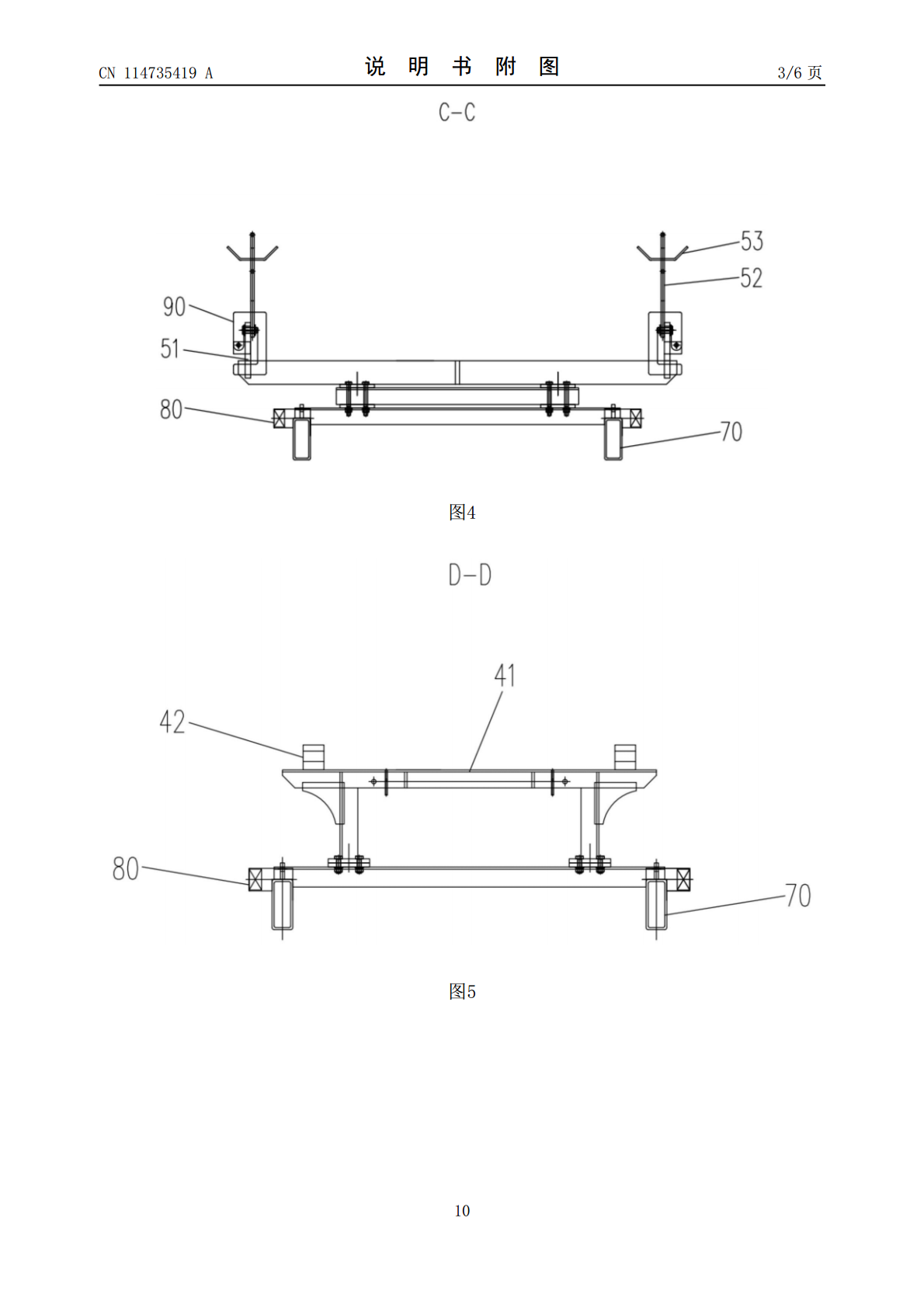
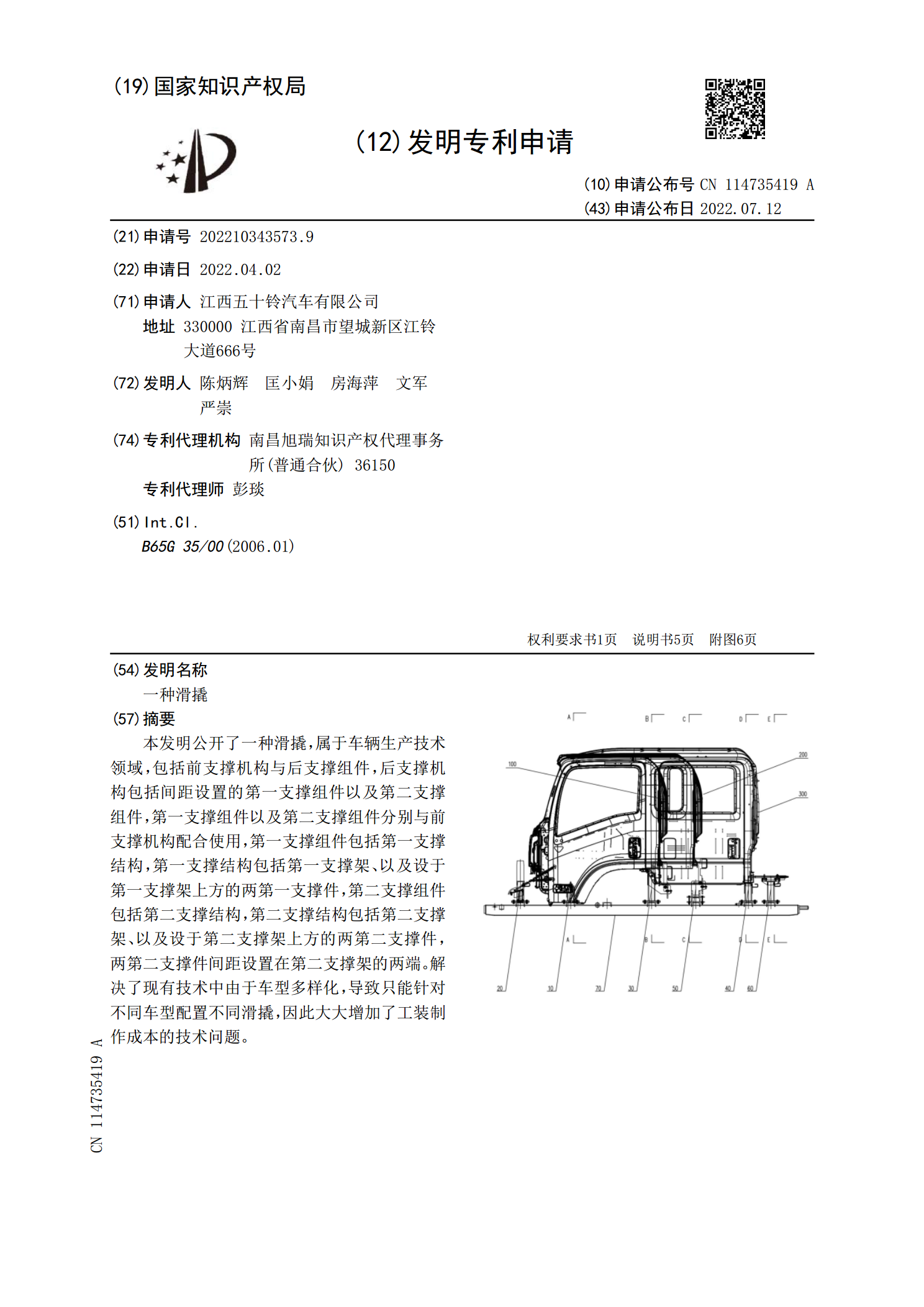
本发明公开了一种滑撬,属于车辆生产技术领域,包括前支撑机构与后支撑组件,后支撑机构包括间距设置的第一支撑组件以及第二支撑组件,第一支撑组件以及第二支撑组件分别与前支撑机构配合使用,第一支撑组件包括第一支撑结构,第一支撑结构包括第一支撑架、以及设于第一支撑架上方的两第一支撑件,第二支撑组件包括第二支撑结构,第二支撑结构包括第二支撑架、以及设于第二支撑架上方的两第二支撑件,两第二支撑件间距设置在第二支撑架的两端。解决了现有技术中由于车型多样化,导致只能针对不同车型配置不同滑撬,因此大大增加了工装制作成本的技术
一种滑撬定位装置.pdf
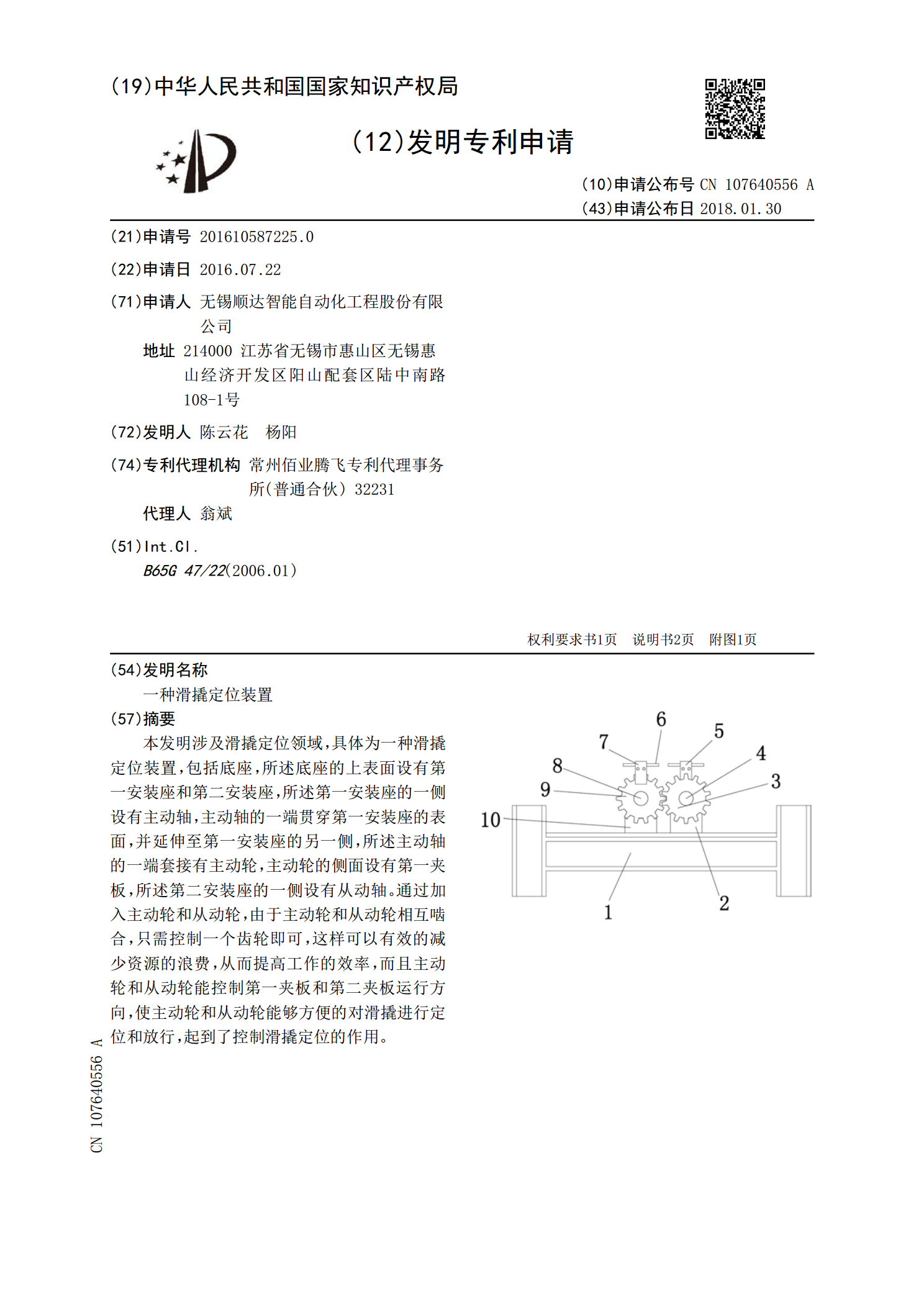
本发明涉及滑撬定位领域,具体为一种滑撬定位装置,包括底座,所述底座的上表面设有第一安装座和第二安装座,所述第一安装座的一侧设有主动轴,主动轴的一端贯穿第一安装座的表面,并延伸至第一安装座的另一侧,所述主动轴的一端套接有主动轮,主动轮的侧面设有第一夹板,所述第二安装座的一侧设有从动轴。通过加入主动轮和从动轮,由于主动轮和从动轮相互啮合,只需控制一个齿轮即可,这样可以有效的减少资源的浪费,从而提高工作的效率,而且主动轮和从动轮能控制第一夹板和第二夹板运行方向,使主动轮和从动轮能够方便的对滑撬进行定位和放行,起
一种滑撬在线检具.pdf
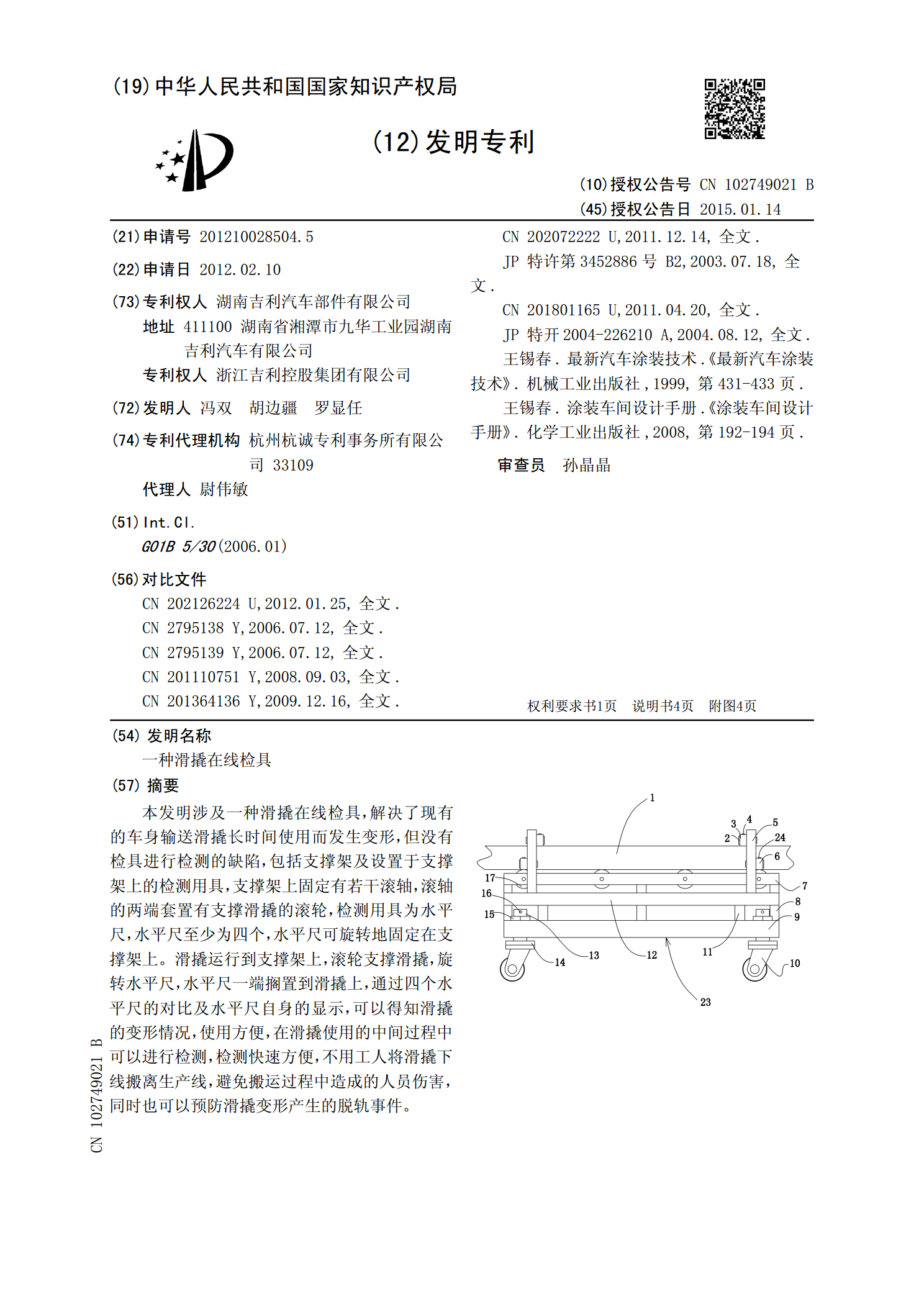
本发明涉及一种滑撬在线检具,解决了现有的车身输送滑撬长时间使用而发生变形,但没有检具进行检测的缺陷,包括支撑架及设置于支撑架上的检测用具,支撑架上固定有若干滚轴,滚轴的两端套置有支撑滑撬的滚轮,检测用具为水平尺,水平尺至少为四个,水平尺可旋转地固定在支撑架上。滑撬运行到支撑架上,滚轮支撑滑撬,旋转水平尺,水平尺一端搁置到滑撬上,通过四个水平尺的对比及水平尺自身的显示,可以得知滑撬的变形情况,使用方便,在滑撬使用的中间过程中可以进行检测,检测快速方便,不用工人将滑撬下线搬离生产线,避免搬运过程中造成的人员伤
一种滑撬在线检测装置.pdf
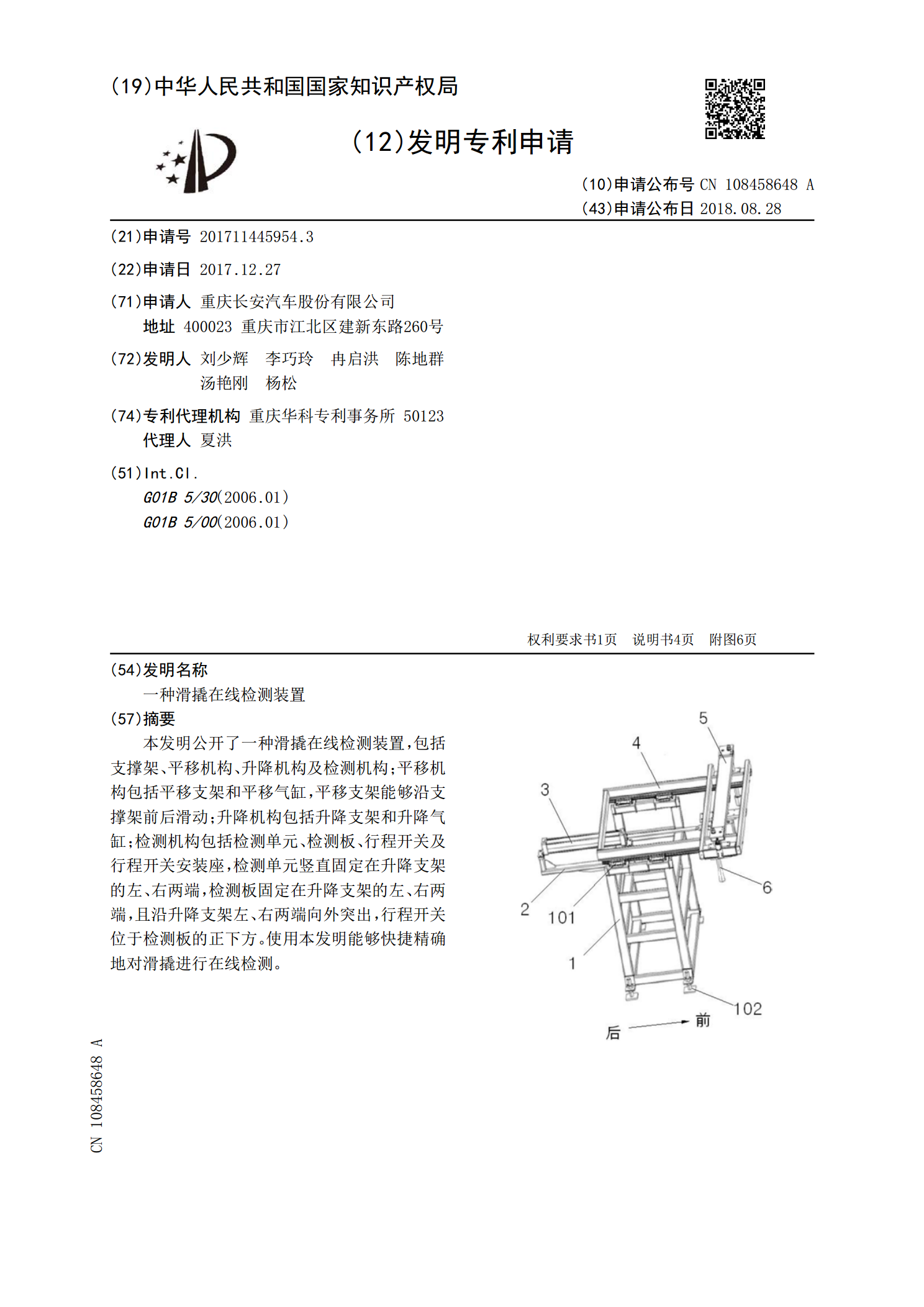
本发明公开了一种滑撬在线检测装置,包括支撑架、平移机构、升降机构及检测机构;平移机构包括平移支架和平移气缸,平移支架能够沿支撑架前后滑动;升降机构包括升降支架和升降气缸;检测机构包括检测单元、检测板、行程开关及行程开关安装座,检测单元竖直固定在升降支架的左、右两端,检测板固定在升降支架的左、右两端,且沿升降支架左、右两端向外突出,行程开关位于检测板的正下方。使用本发明能够快捷精确地对滑撬进行在线检测。

一种滑撬升降机.pdf
本发明涉及一种滑撬升降机,包括两根具有腹板、和前后翼缘的H型立柱及分别通过升降架导向机构和配重架导向机构的导向装配于对应立柱前后侧升降架和配重架,升降架导向机构包括上、下升降架导向轮组,上、下升降架导向轮组分别包括与对应腹板限位配合的上、下升降架导向滚轮,上、下升降架导向轮组还分别包括与对应前翼缘的后端面或后翼缘的前端面撑托限位配合的上、下升降架支撑滚轮,配重架导向机构包括上、下配重架导向轮组,上、下配重架导向轮组均包括与对应后翼缘导向限位配合的配重架左右导向滚轮和重架前后导向滚轮组。本发明解决了现有技术