
一种薄PCB板处理方法.pdf

小代****回来

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄PCB板处理方法.pdf
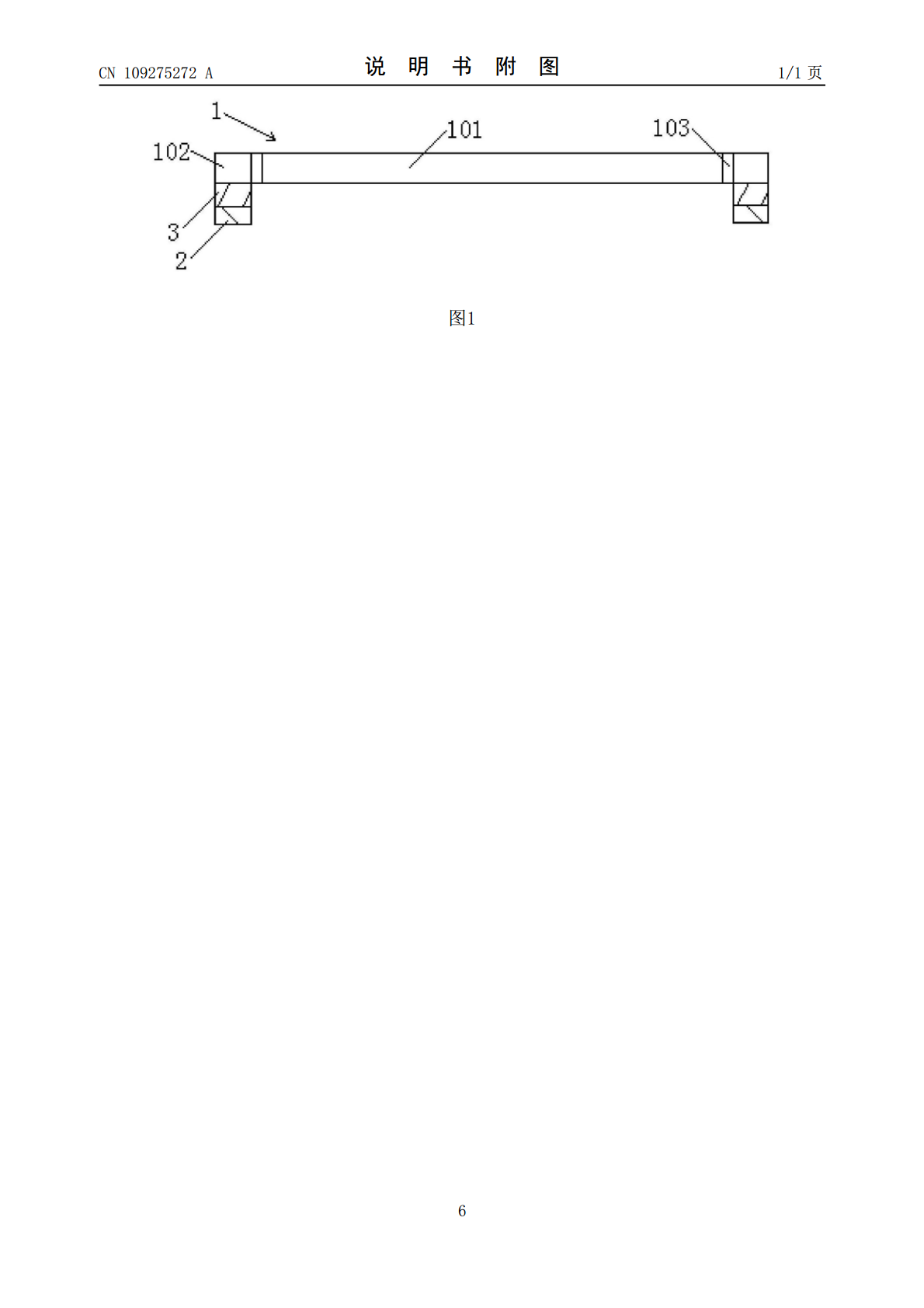
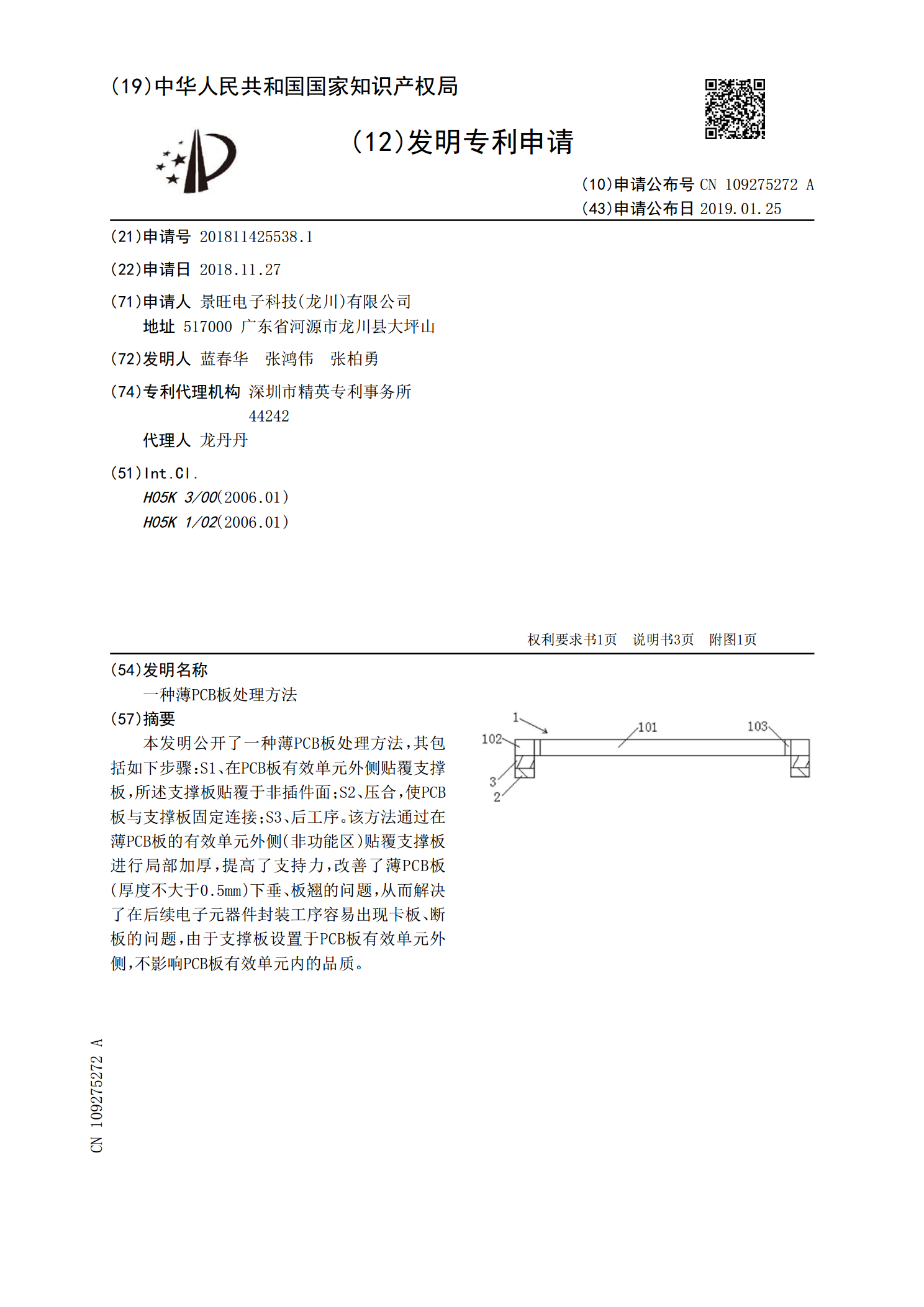
本发明公开了一种薄PCB板处理方法,其包括如下步骤:S1、在PCB板有效单元外侧贴覆支撑板,所述支撑板贴覆于非插件面;S2、压合,使PCB板与支撑板固定连接;S3、后工序。该方法通过在薄PCB板的有效单元外侧(非功能区)贴覆支撑板进行局部加厚,提高了支持力,改善了薄PCB板(厚度不大于0.5mm)下垂、板翘的问题,从而解决了在后续电子元器件封装工序容易出现卡板、断板的问题,由于支撑板设置于PCB板有效单元外侧,不影响PCB板有效单元内的品质。
一种PCB板生产废液的处理方法.pdf
本发明属于环境工程技术领域。本发明提供了一种PCB板生产废液的处理方法,将生产废液进行电解,废液中的铜离子在阴极被大量还原成为单质铜;然后调节电解废液为碱性,碱性条件有利于废液中的金属离子和氢氧根发生反应,生成金属沉淀;然后加入的硫酸亚铁,可以生成铁氧体,促进铜离子等进一步沉淀;将混合液和絮凝剂混合,絮凝剂可以在颗粒之间进行桥联,增大颗粒的体积,方便进行沉淀;然后将处理液调整为碱性,在碱性环境中氧化剂将其中的有机物氧化,降低处理液的COD,提升水质,避免污染。
一种PCB板孔位检测处理方法.pdf
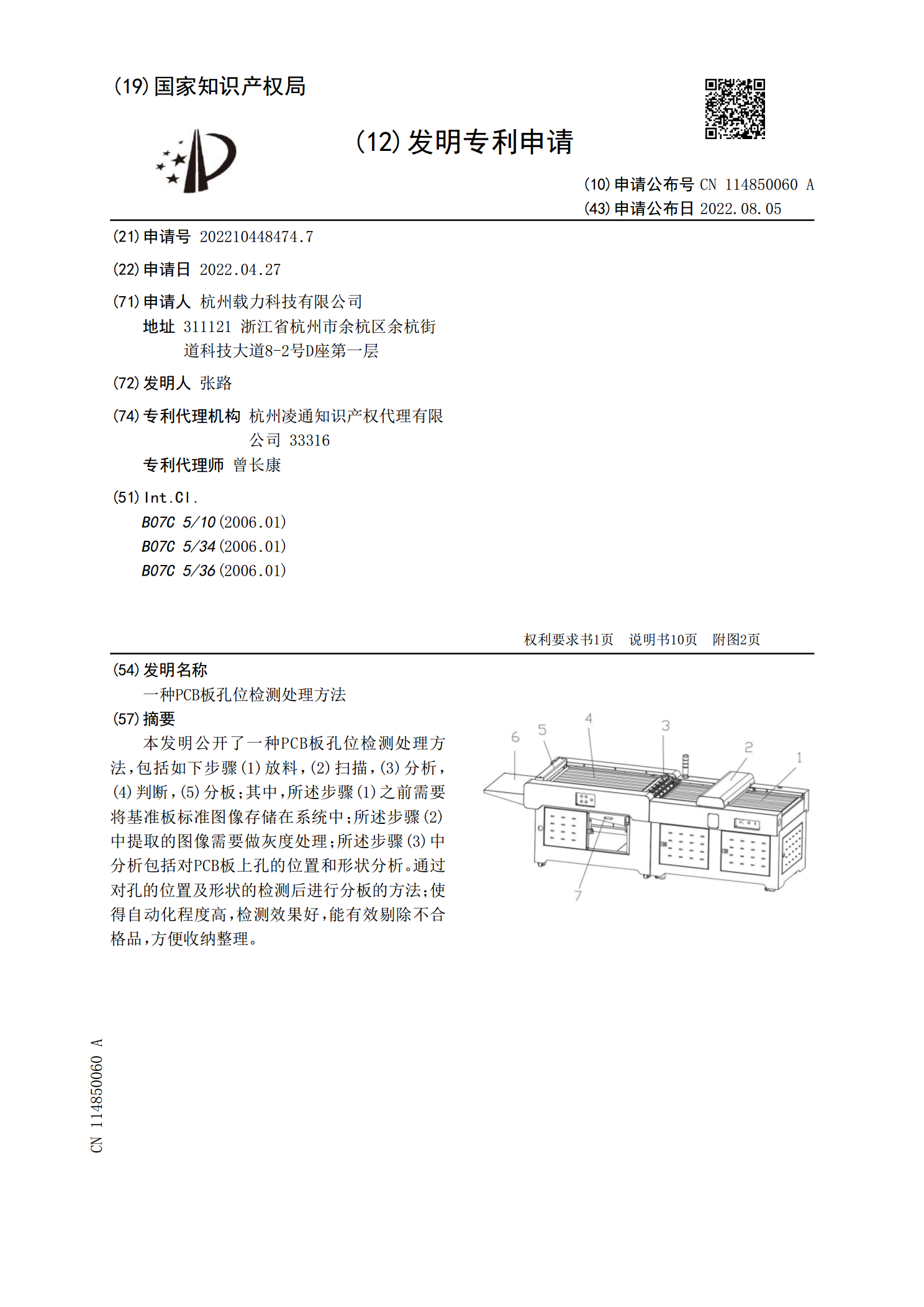
本发明公开了一种PCB板孔位检测处理方法,包括如下步骤(1)放料,(2)扫描,(3)分析,(4)判断,(5)分板;其中,所述步骤(1)之前需要将基准板标准图像存储在系统中;所述步骤(2)中提取的图像需要做灰度处理;所述步骤(3)中分析包括对PCB板上孔的位置和形状分析。通过对孔的位置及形状的检测后进行分板的方法;使得自动化程度高,检测效果好,能有效剔除不合格品,方便收纳整理。
一种PCB板的制备方法及制备的PCB板.pdf
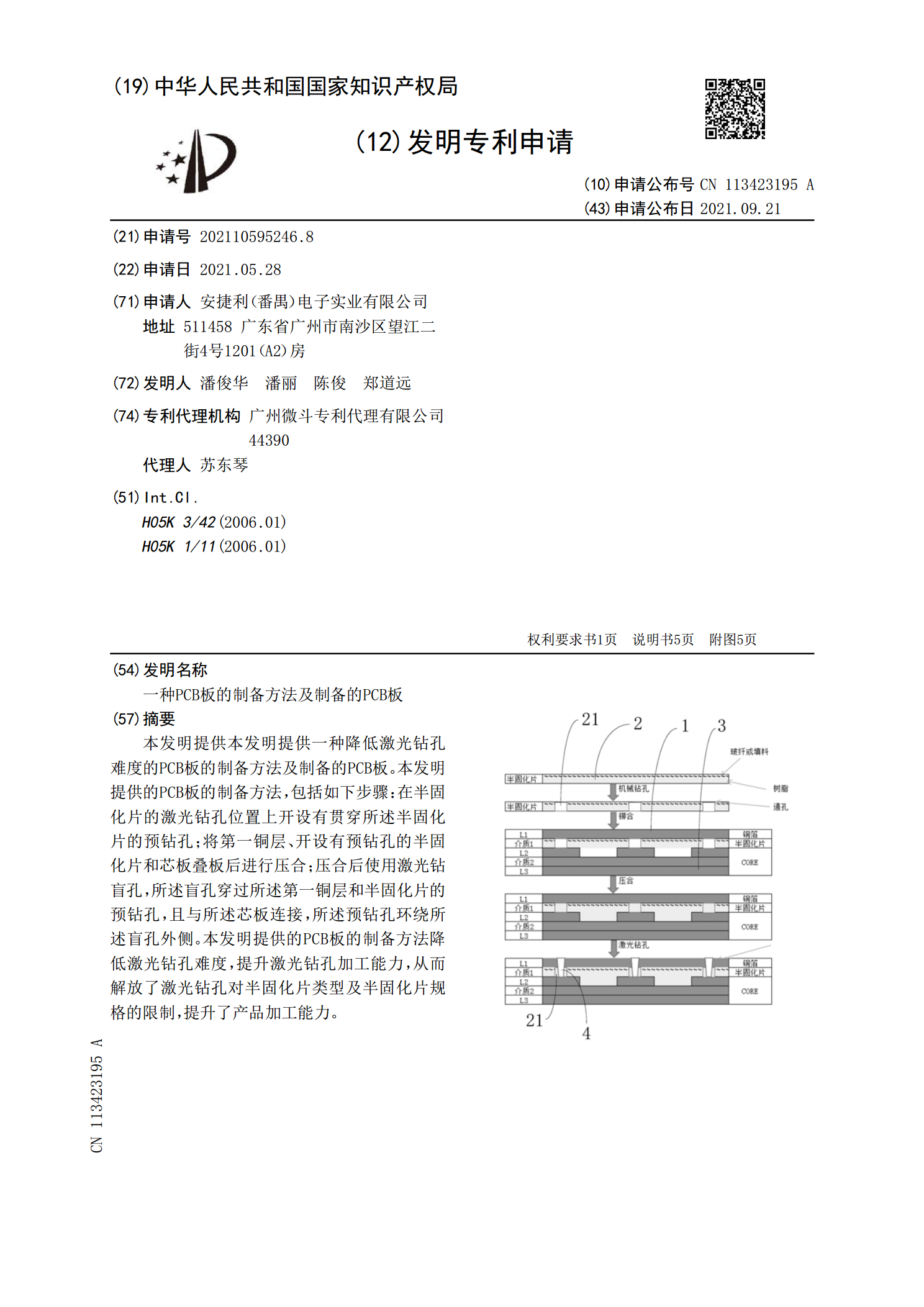
本发明提供本发明提供一种降低激光钻孔难度的PCB板的制备方法及制备的PCB板。本发明提供的PCB板的制备方法,包括如下步骤:在半固化片的激光钻孔位置上开设有贯穿所述半固化片的预钻孔;将第一铜层、开设有预钻孔的半固化片和芯板叠板后进行压合;压合后使用激光钻盲孔,所述盲孔穿过所述第一铜层和半固化片的预钻孔,且与所述芯板连接,所述预钻孔环绕所述盲孔外侧。本发明提供的PCB板的制备方法降低激光钻孔难度,提升激光钻孔加工能力,从而解放了激光钻孔对半固化片类型及半固化片规格的限制,提升了产品加工能力。

一种PCB加工方法及PCB板.pdf
本发明公开一种PCB加工方法,该方法包括第一工序:先于喷锡表面处理工序,去除PCB边缘的铜层;第二工序:去除PCB边缘铜层后,对PCB板进行加热处理。本发明通过在喷锡处理之前将包裹于PCB边缘的镀铜层,可使PCB板边基材裸露在外,当后续进行喷锡处理时,水汽可通过PCB板边直接排除,从而改善板边分层的问题;通过在将包裹于PCB边缘的镀铜层去除之后进行加热处理,可主动去除其内部残留的水分,从根本上解决后续进行喷锡处理时板边分层的问题;本发明的方法均可利用PCB常规加工设备完成,使得该方法易于实现且成本低。