
一种提高高碳热轧带钢退火组织球化率的方法.pdf

猫巷****雪凝

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高高碳热轧带钢退火组织球化率的方法.pdf
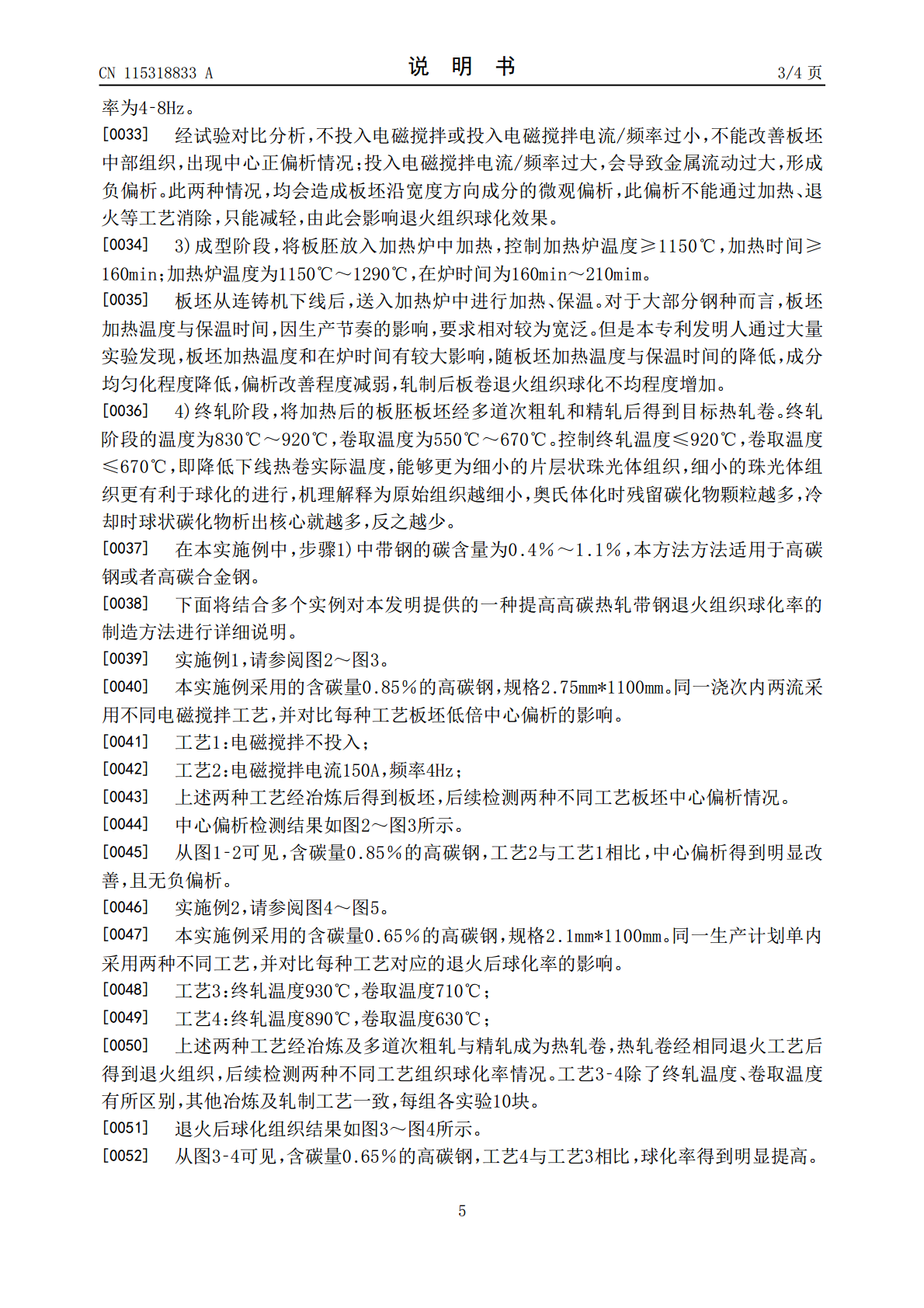
本申请实施例公开了一种提高高碳热轧带钢退火组织球化率的方法,涉及轧钢生产技术领域,包括以下步骤:1)冶炼阶段,将带钢进行LF+RH双联精炼处理,处理时间≥40min;2)连铸阶段,在连铸过程中投入电磁搅拌得到板胚;3)成型阶段,将板胚放入加热炉中加热,控制加热炉温度≥1150℃,加热时间≥160min;4)终轧阶段,将加热后的板胚板坯经多道次粗轧和精轧后得到目标热轧卷。通过炼钢调整采用LF+RH双联工艺,连铸电磁搅拌参数,在炉时间、终轧温度、卷取温度等,可以在现有钢种成分、热轧生产工艺和设备条件下通过调整
一种低碳号钢的球化退火方法.pdf
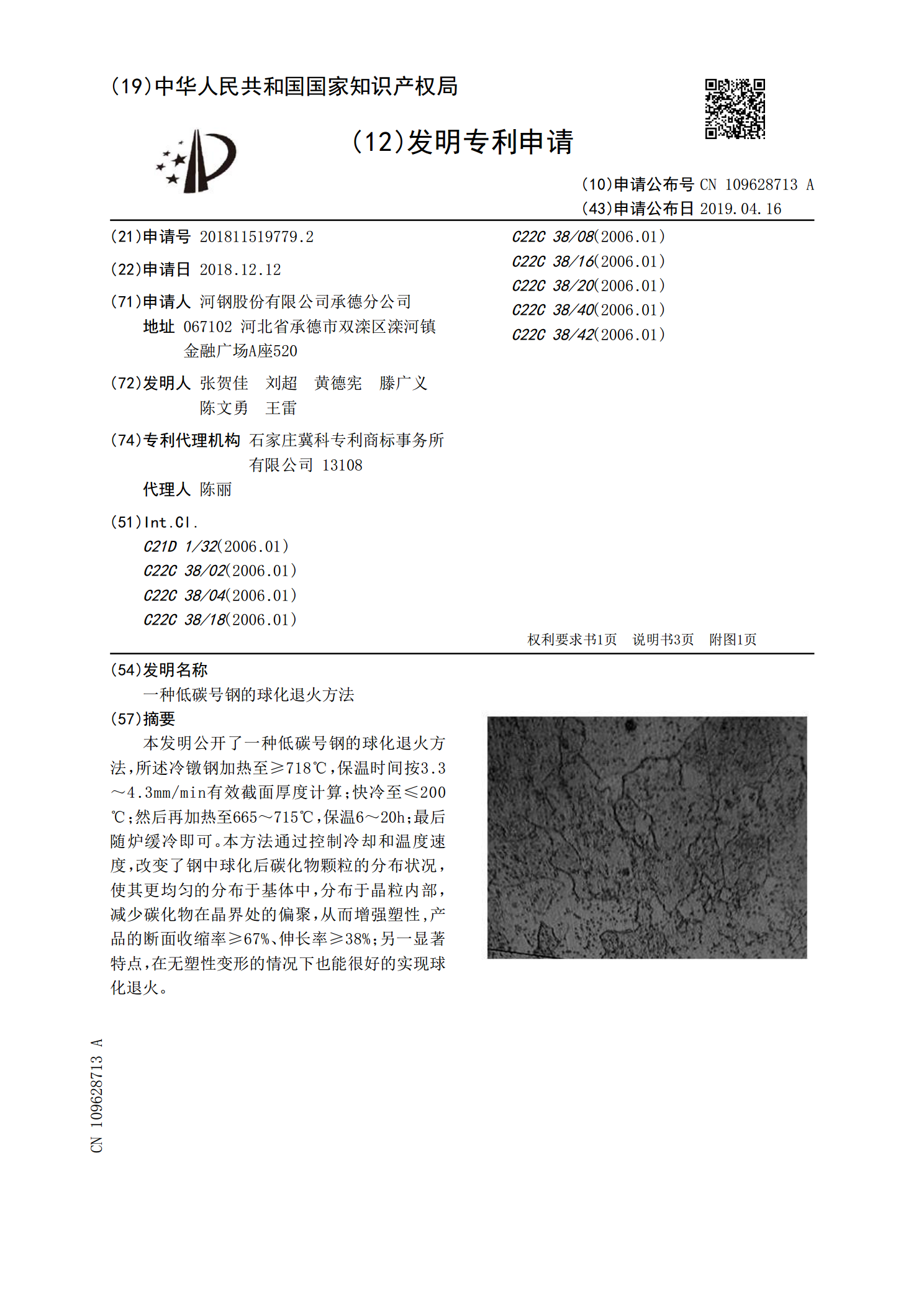
本发明公开了一种低碳号钢的球化退火方法,所述冷镦钢加热至≥718℃,保温时间按3.3~4.3mm/min有效截面厚度计算;快冷至≤200℃;然后再加热至665~715℃,保温6~20h;最后随炉缓冷即可。本方法通过控制冷却和温度速度,改变了钢中球化后碳化物颗粒的分布状况,使其更均匀的分布于基体中,分布于晶粒内部,减少碳化物在晶界处的偏聚,从而增强塑性,产品的断面收缩率≥67%、伸长率≥38%;另一显著特点,在无塑性变形的情况下也能很好的实现球化退火。
一种钒铌微合金化低碳热轧窄带钢及其制备方法.pdf
本发明公开了一种钒铌微合金化低碳热轧窄带钢及其制备方法,所述窄带钢包含以下质量百分数的物质:C:0.10~0.16wt%,Si:0.10~0.50wt%,Mn:1.20~1.70wt%,P≤0.020wt%,S≤0.030wt%,Nb:0.010~0.070wt%,V:0.010~0.100wt%,N:0.0030~0.0150wt%,余量为Fe和不可避免的杂质。所述制备方法包含以下步骤:(1)按原配比配置冶炼钢水,经LF、连铸工序得到铸坯;(2)铸坯采用推进式加热炉加热;(3)除鳞:先进行初除鳞,再进行
一种ML40Cr热轧线材球化退火工艺.pdf
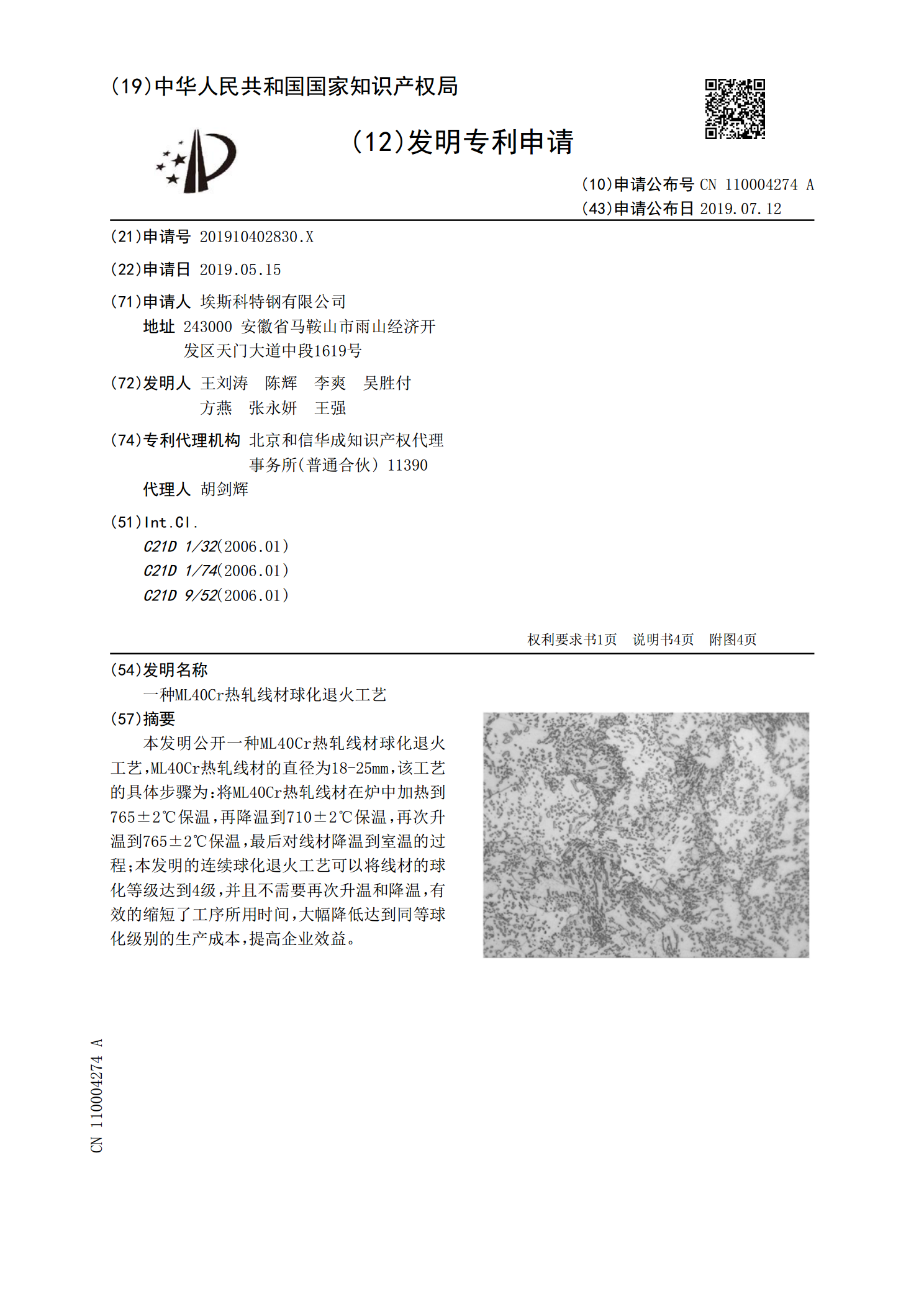
本发明公开一种ML40Cr热轧线材球化退火工艺,ML40Cr热轧线材的直径为18‑25mm,该工艺的具体步骤为:将ML40Cr热轧线材在炉中加热到765±2℃保温,再降温到710±2℃保温,再次升温到765±2℃保温,最后对线材降温到室温的过程;本发明的连续球化退火工艺可以将线材的球化等级达到4级,并且不需要再次升温和降温,有效的缩短了工序所用时间,大幅降低达到同等球化级别的生产成本,提高企业效益。
一种中低碳合金冷镦钢的球化退火方法.pdf
本发明涉及一种中低碳合金冷镦钢的球化退火方法,中低碳合金冷镦钢经酸洗、磷化及皂化处理后进行拉拔变形,经冷拉拔的线材进行球化退火处理,将线材加热至700‑720℃,保温6h,再以5‑10℃/h的速率冷却至680℃,然后再以100℃/h的速率冷却至250‑300℃后保温2h,然后球化后的合金钢丝缓冷后出炉。其通过改进球化退火工艺,得到适度粗化的碳化物粒子分布状态,材料强度降低,塑性增加,综合力学性能显著改善。球化退火后的中低碳合金冷镦钢球化组织良好,不会在后续冷镦过程中开裂;具有工艺简单、效果好等特点。通过控